图5-24:定位销要设置在最有效的位置上。图中定位销1距离太近则不稳定,要选定在相距尽可能远而对称的位置上;定位销要靠近紧固件。图所示是盖类零件定位的例子,a)不正确,两个销之间的距离太近,而销离紧固件的距离又太远;b)销离紧固件近了,但销间的距离更近了,也是不正确的;c)比前面两种设计好;d)销之间的距离尽可能远了,销离紧固件的距离也近了,这样的设计正确可靠。
图5-25:定位销要垂直于接合面。定位销与接合面不垂直时,销的位置不易保持精确,定位效果不好。加工工艺性也不好,a)斜孔不好加工,定位效果不好;b)定位销垂直于接合面定位效果好。
图5-26:如果零件的形状是对称的则定位销不能也处于对称的位置。用两个圆柱销防止轴承转动,圆柱销与螺钉的位置错开,减小轴承座长度。
图5-27:用圆柱销作为连接销使用。用圆柱销连接绳轮和轴,销倾斜布置,加工和装配有些困难,但销倾斜布置销不容易脱落。注意:销入口处的表面与销孔轴线垂直。
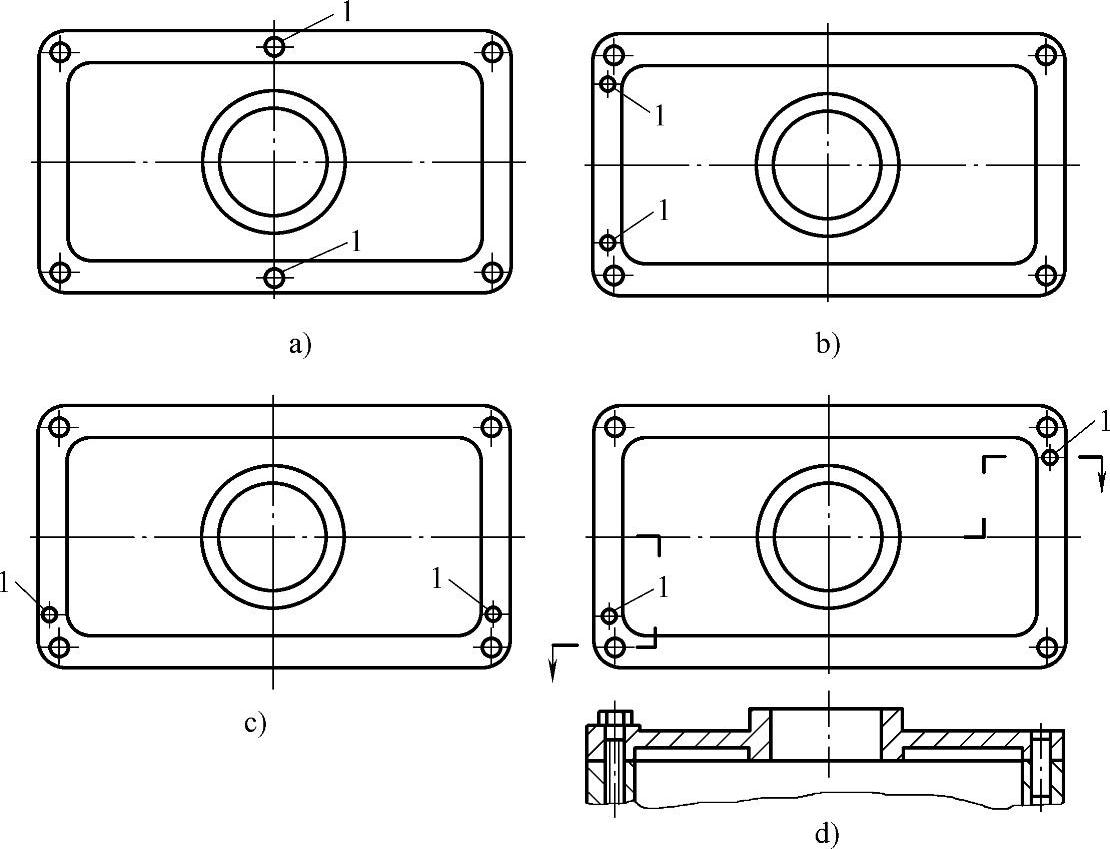
图5-24
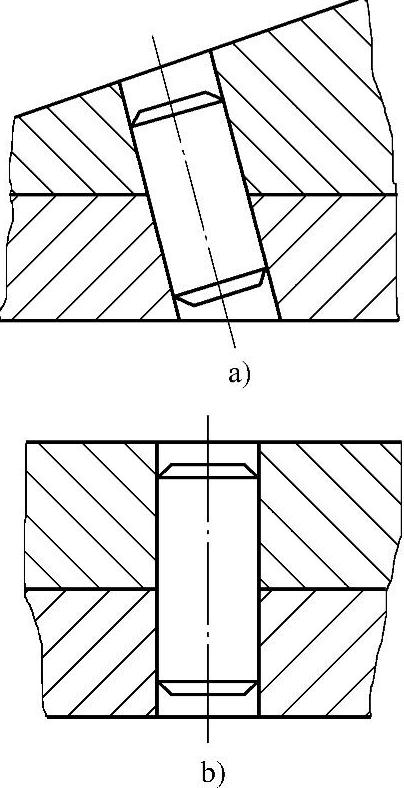
图5-25
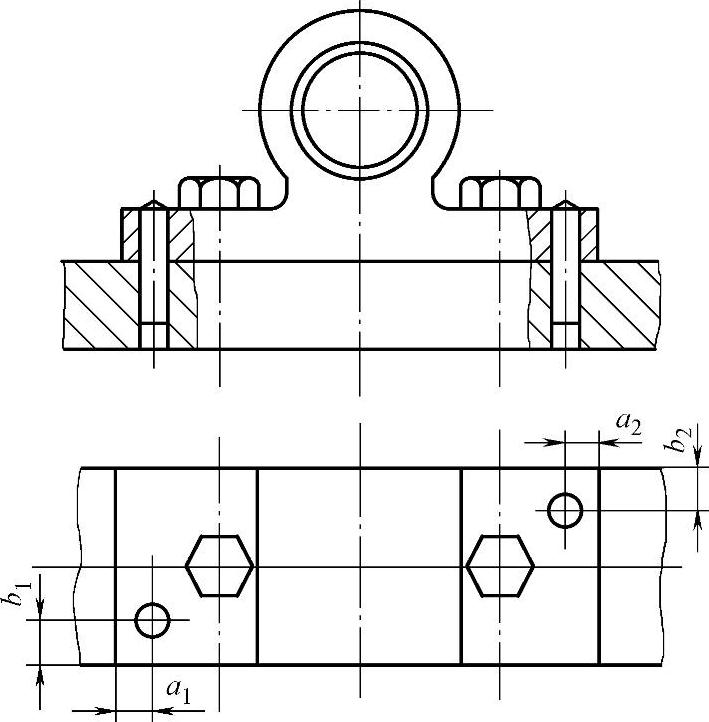
图5-26
图5-28:定位销限于最少数量以避免过定位。a)用锪孔及外径中心轴导向时,用一个定位销;b)没有锪孔安装时,用两个定位销;c)采用圆锥(或圆柱)在中心定位,则只需另加一个定位销。
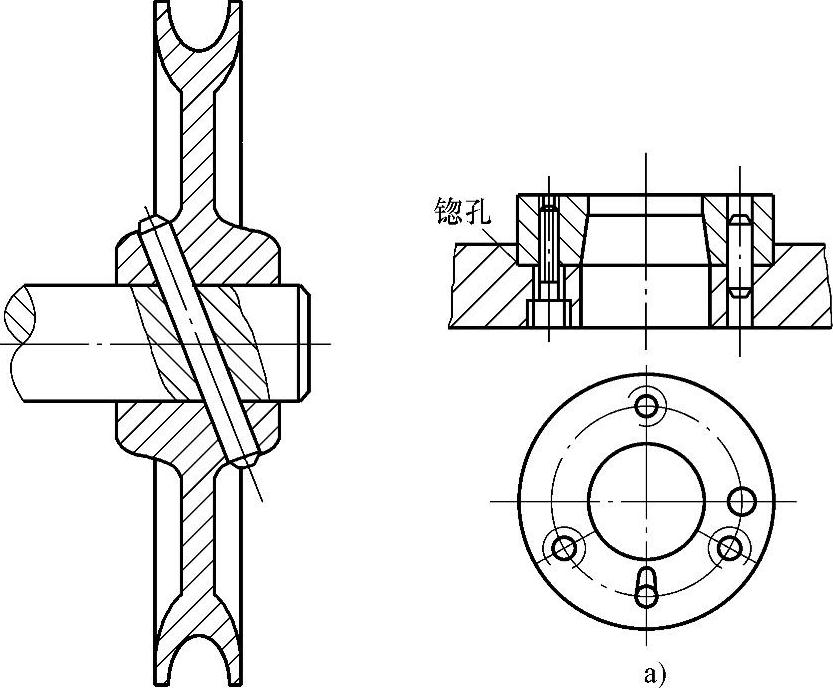
图5-27
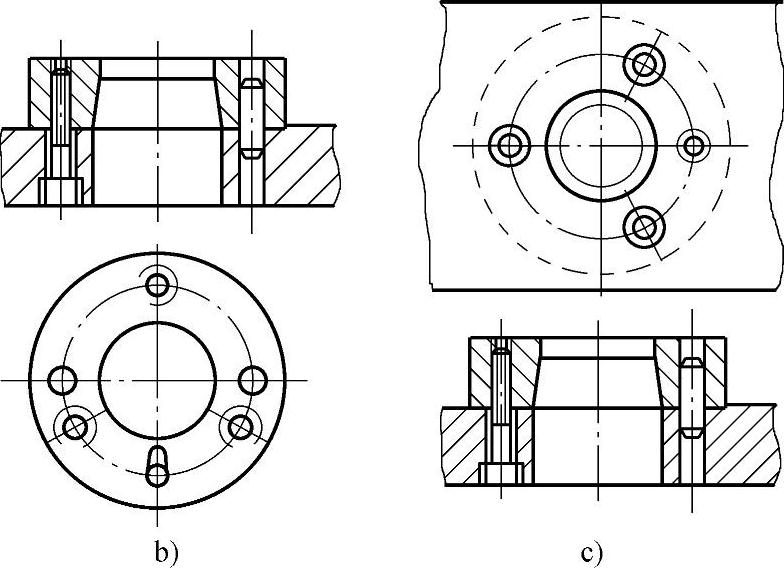
图5-28
图5-29:在可拆连接中,用圆柱销及圆锥销定位。在仪器中将盖板安装在壳体的法兰上,两被连接件的连接,要求有确定的相互位置,拆下后再装上时,保证位置不变。因此在销的布局上,应为不对称分布,如图中的α角不应等于β角。为了更好地定位,被卸下零件的轴与孔应选择过渡配合N7/h6,K7/h6,或M7/h6,而在壳体上的孔与销应选择过盈配合。另外,这里,还要指出,要采用两个销,并且它们之间距离尽可能大一些。
图5-30:当在深座中压入销时,必须保证空气能从座中溢出,否则压入销有困难。a)有空气阻力,压入困难;b)、c)在座壁上做成孔排气;d)、e)在大型销上做成槽或在其中间做成孔。
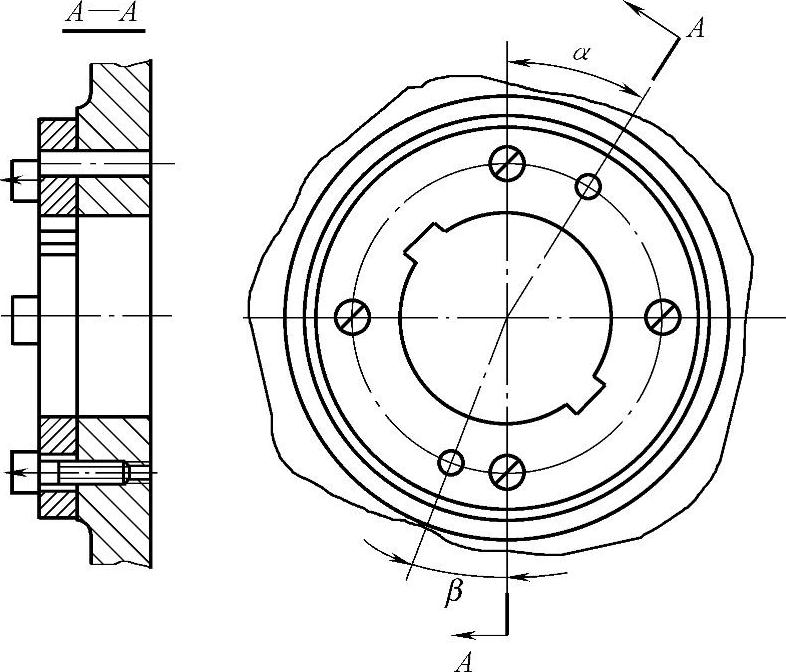
图5-29
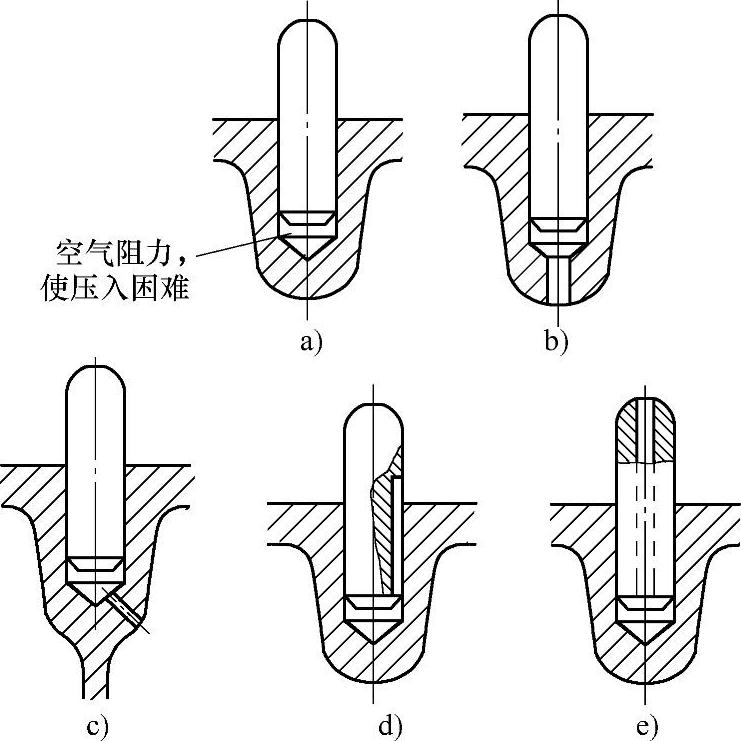
图5-30
图5-31:支架固定在基座上的可拆连接。支架固定在基座上,用两个定位销定位,遵守图5-24中所述的配合选择原则,零件虽小,销间距离尽可能大。
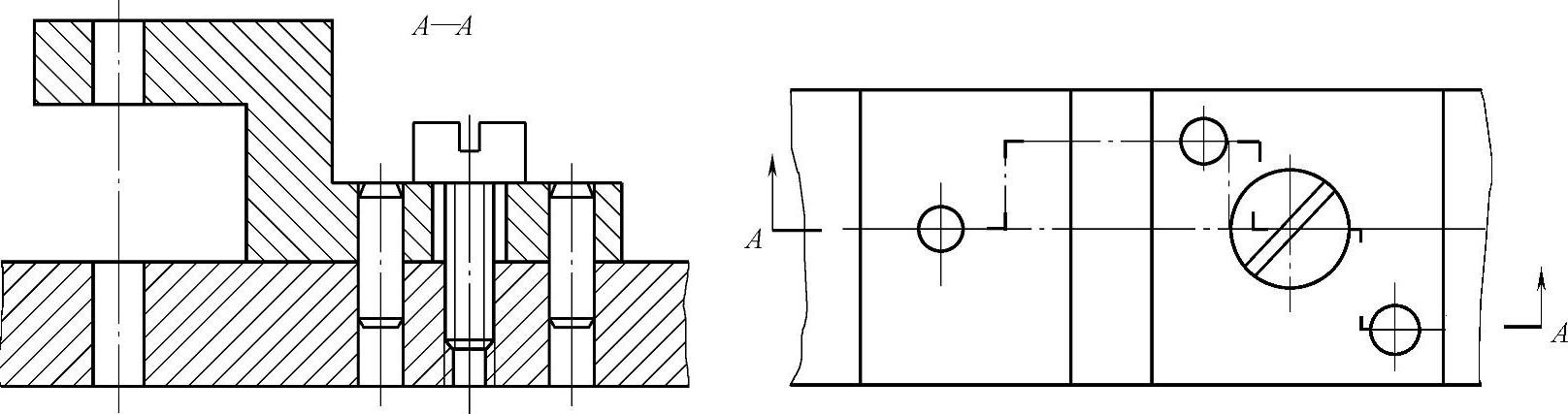
图5-31
图5-32:设计不通孔的圆柱定位销时,要考虑拆卸。a)难以拆卸;b)用夹钳取出的圆柱销;c)用外螺纹取出的圆柱销;d)用内螺纹取出的圆柱销。
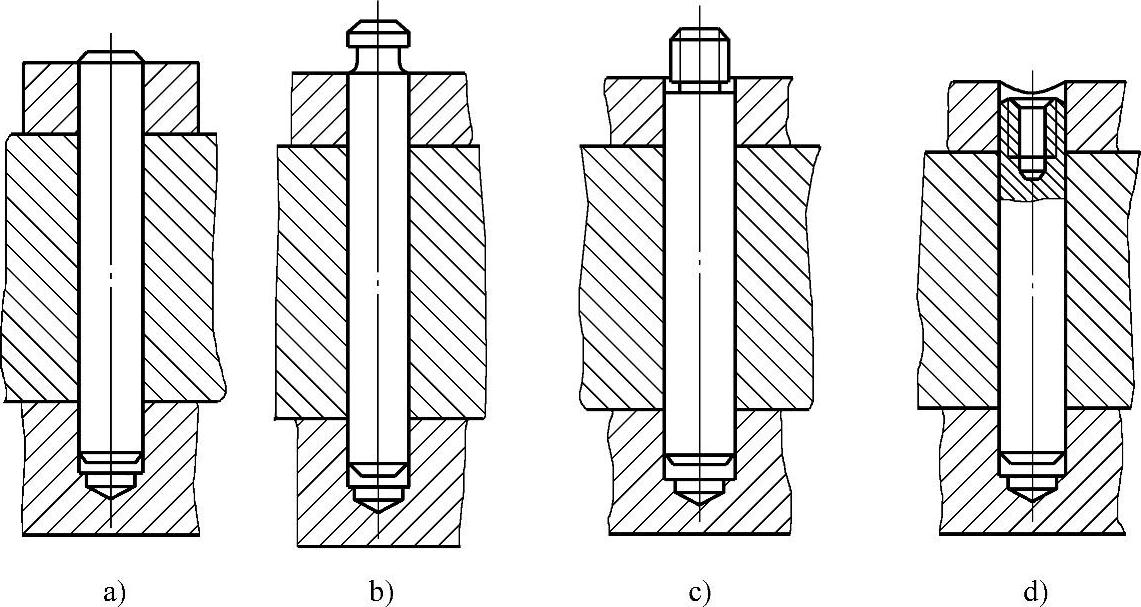
图5-32
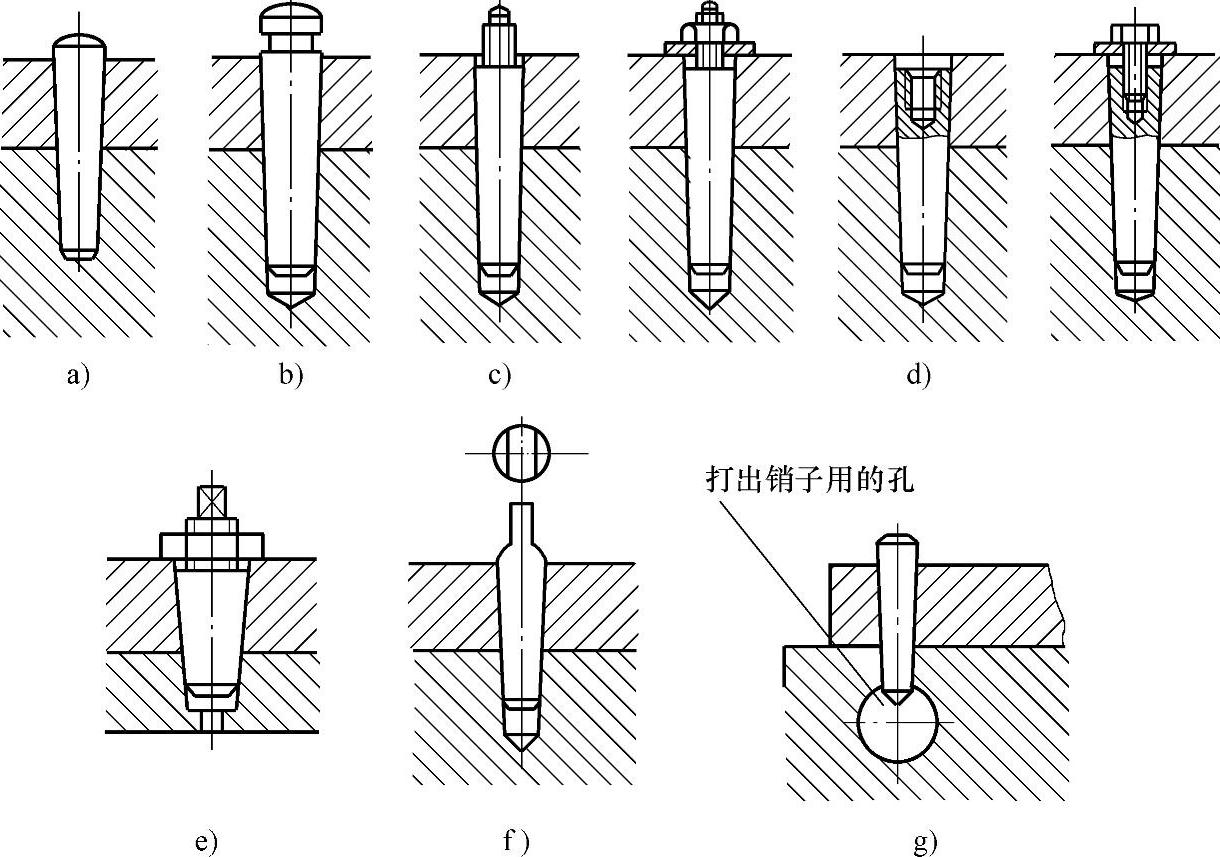
图5-33
图5-33:设计不通孔的圆锥定位销时,要考虑拆卸。a)难以拆卸;b)用夹钳取出;c)用外螺纹取出;d)用内螺纹取出;e)在销的螺纹头部做成方形,拆卸方便;f)在头部做成扁形,用钳子夹出;g)也可以使用普通圆锥销,但在被连接件上做成打出销钉用的孔。(www.daowen.com)
图5-34:要考虑销孔的配作方便。a)销孔不可以合起来加工;b)销孔可以合起来同时加工。所以b)比a)好。可选择E8(F8)/H7(H8)过盈配合。
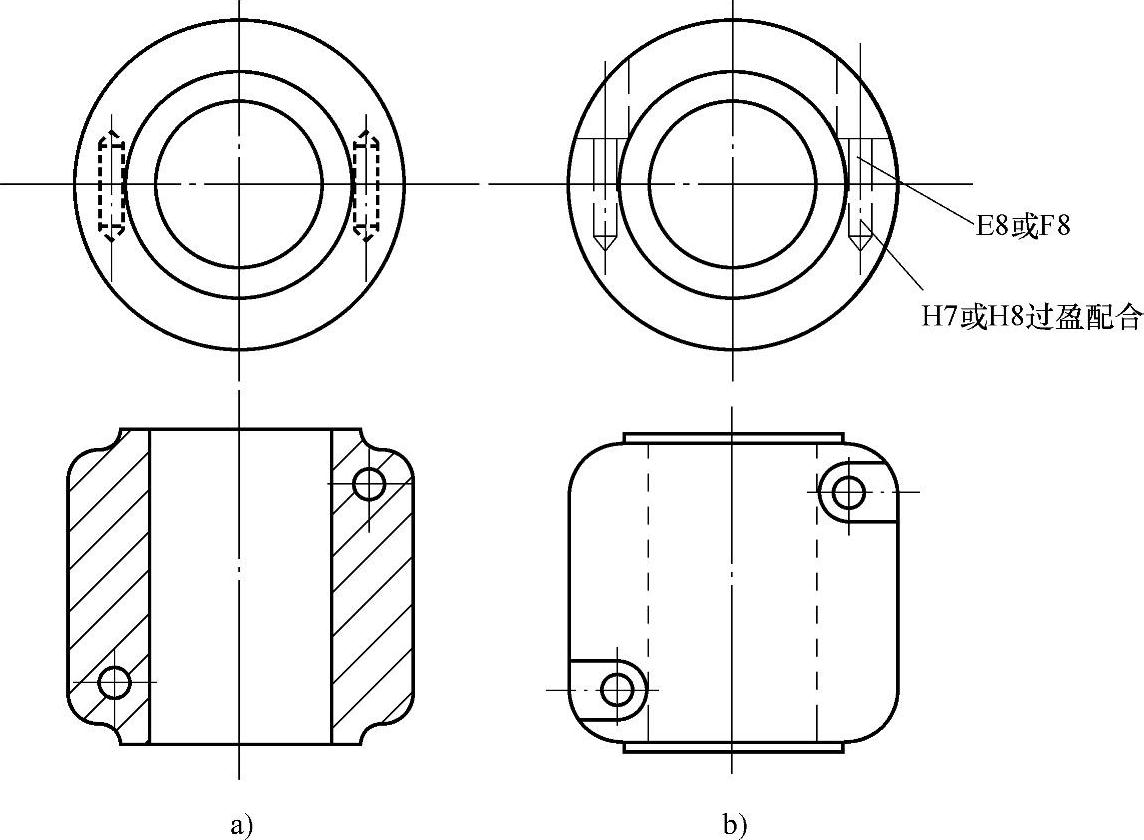
图5-34
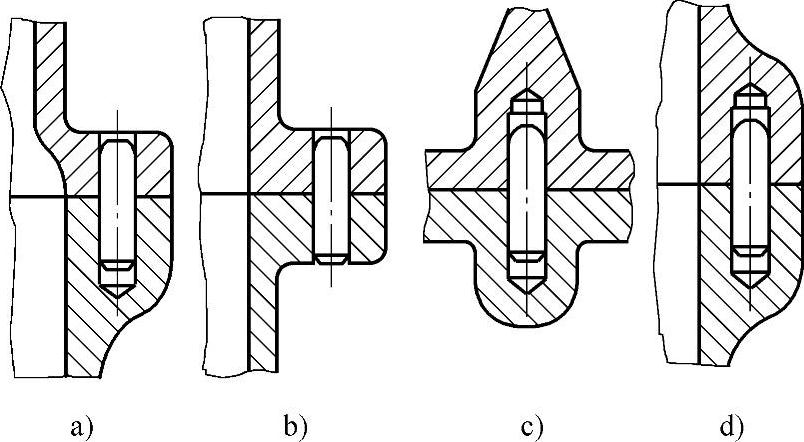
图5-35
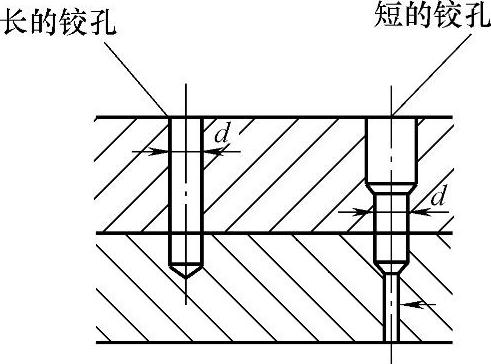
图5-36
图5-35:要考虑便于将两个被连接件合起来同时加工孔。在设计时,要考虑便于将两个被连接件合起来同时加工孔,否则工艺就变得复杂,还需要夹具,变成精密加工,增加制造成本。在单件小批生产中,被连接件的孔,至少有一个(最好是两个)要做成通孔,以便两个零件可在一起钻孔和铰孔图a和图b。在这种情况下,希望采用基孔制,避免补充铰制自由端的销孔时,破坏孔的同轴度。但在大量生产中,用专用装备(钻孔和铰孔夹具)加工孔,也可以为不通孔图c和图d,但还是设计成通孔为好。它能保证高精度和高生产率。
图5-36:铰孔长度要短些。配合深度:钢材为1.5d,轻合金为2d,以减少加工工作量。
图5-37:用圆柱销将三个零件定位。a)对于较薄的被连接件,可以用一个圆柱销,直
接与三个零件相连;b)如果被连接件太厚,则可用两个圆柱销分别与两个相连。
图5-38:圆柱销不可拆连接的止动方法。
用销将零件安装在轴上,不可拆连接的止动方法:a)没有淬火的销,以铆接的方法铆上,防止脱落;b)没有淬火两端带孔的圆柱销装入通孔后辗压销两端,使销不会脱落;c)淬火销的连接,压入后在外面的零件上冲窝防止松动脱落,用于较重要的连接。
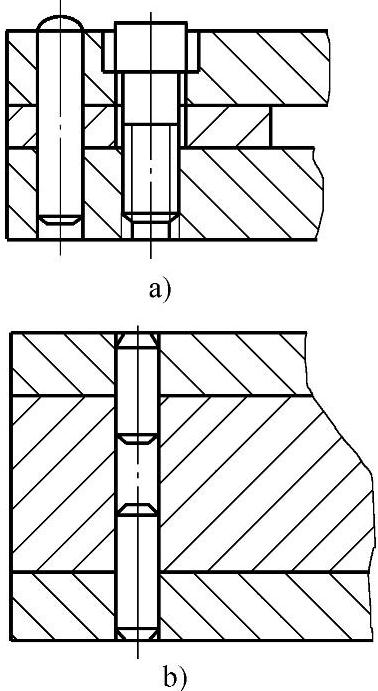
图5-37
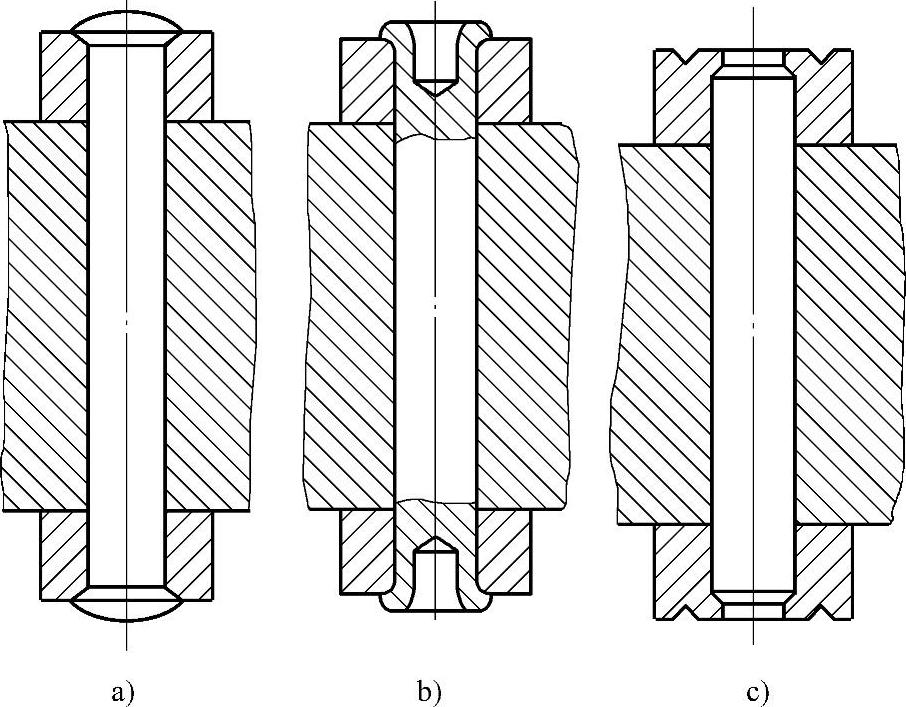
图5-38
图5-39:圆柱定位销。销的一端按紧密配合安装在被连接件上,销的凸出端按H7/js6或H7/h6配合进入到另一被连接件的孔中。销的倒角对于销的正确工作和寿命,具有很大的意义。a)45°倒角,在压入和取出时,倒角边会损坏孔壁;b)稍好,用平缓的10°~20°导入角;c)销端为圆角较好;d)最好是可变半径的圆角平缓地过渡到圆柱表面;e)对于软金属被连接件应安装螺纹套。
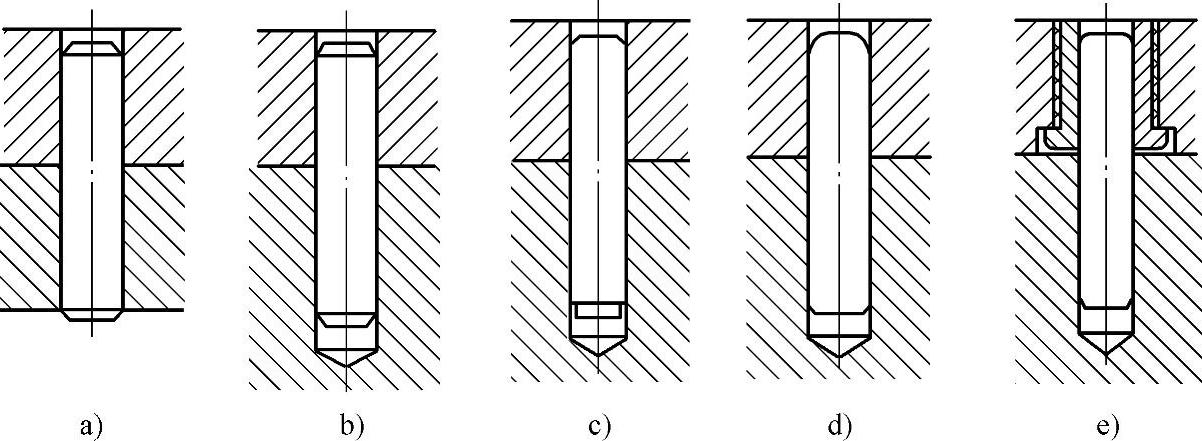
图5-39
图5-40:在压入不通孔的销时,必须考虑铰刀的导锥位置。考虑铰刀的导锥位置,销在不通孔中的定位有三种法:a)以孔的扩大部分的边缘支承定位;b)孔底支承定位;c)采用定尺寸套压入。
图5-41:平放定位销的安装。平放定位销的轴线与被连接件的分离面重合,在个别(分离)情况下,采用定位销定位,销本身是固定的。a)挡圈定位,不能保证销不脱落;b)用螺钉将销固定,较好;c)将零件的金属模压在箱体的凹穴内,这种方法只是在被连接件是由有足够塑性的金属制造时采用。
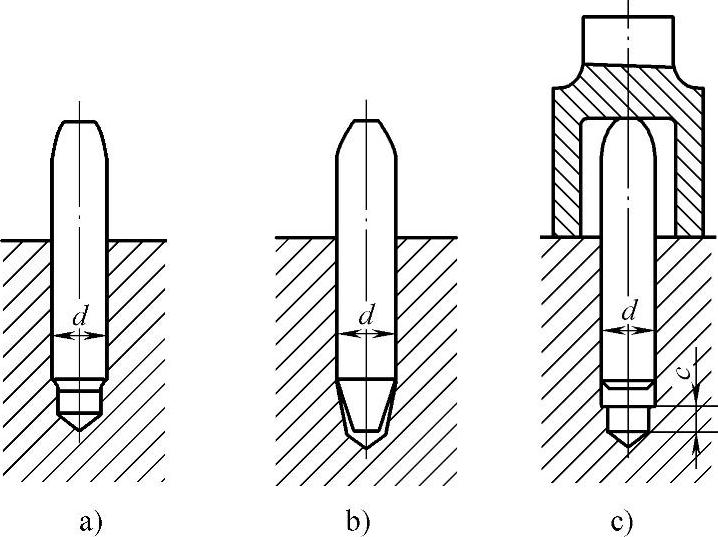
图5-40
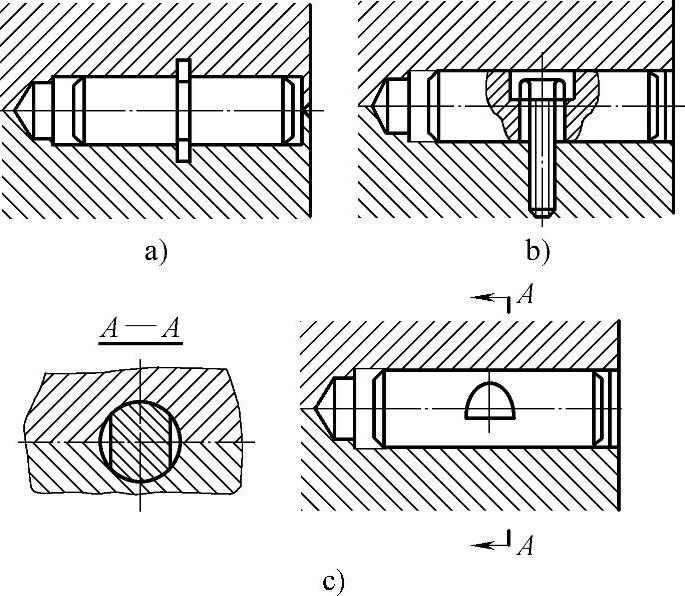
图5-41
图5-42:平放销的定位。a)平放销一般只在轴线方向定位;b)如果需要在所有方向定位,则采用若干互相垂直的销定位。平放定位销的精度较低。
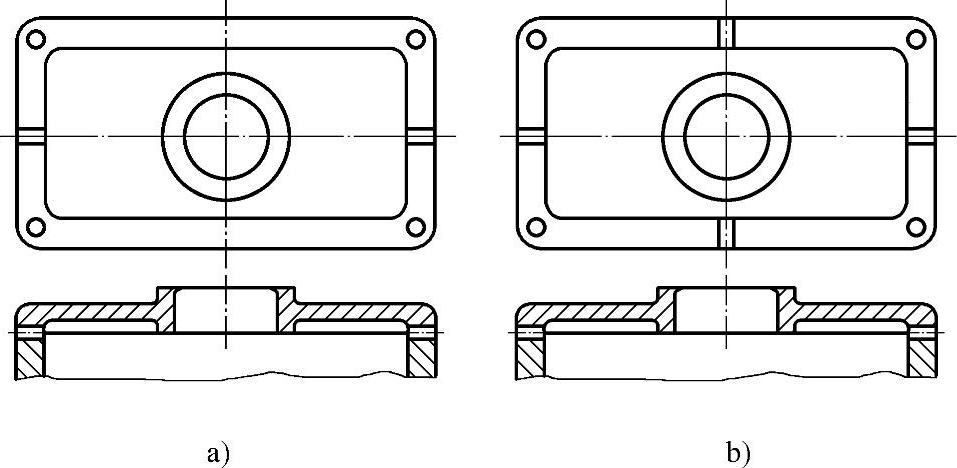
图5-42
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






