
装配时的附加切削加工和调整工作会增加装配的工作量,一般情况下,这种加工生产效率是比较低的,应该尽量避免。但是也有些机器尤其是要求精度很高的仪器,常采用调整的方法保证精度要求(如工具显微镜物镜的放大倍数,立柱的转角读数等的调整),这样可以降低对零部件机械加工的精度要求。设计者要全面考虑和分析,采用合理的方法。
图1-38:避免装配时的切削加工(一)。a)装配时,齿轮1的两个紧定螺钉2,需要在装配时与花键一起钻孔、攻螺纹,降低装配效率;b)用两个半圆隔套4,实现齿轮3的轴向定位,避免装配时的切削加工。
图1-39:避免装配时的切削加工(二)。a)装配时,需与箱体配钻孔、攻螺纹,将轴固定箱体壁上,且以后不好维修;b)改成用轴托连接,避免装配时的再切削加工。
图1-40:避免装配时的切削加工(三)。a)套筒上的油孔,需在装配时与箱体一起配钻;b)油孔改在轴套上,装配前可以预先钻出。
图1-41:避免装配时的切削加工(四)。a)活塞与活塞杆用销连接,销孔要在装配时配做,降低装配效率;b)改为螺纹连接,避免装配时的切削加工,提高装配效率。
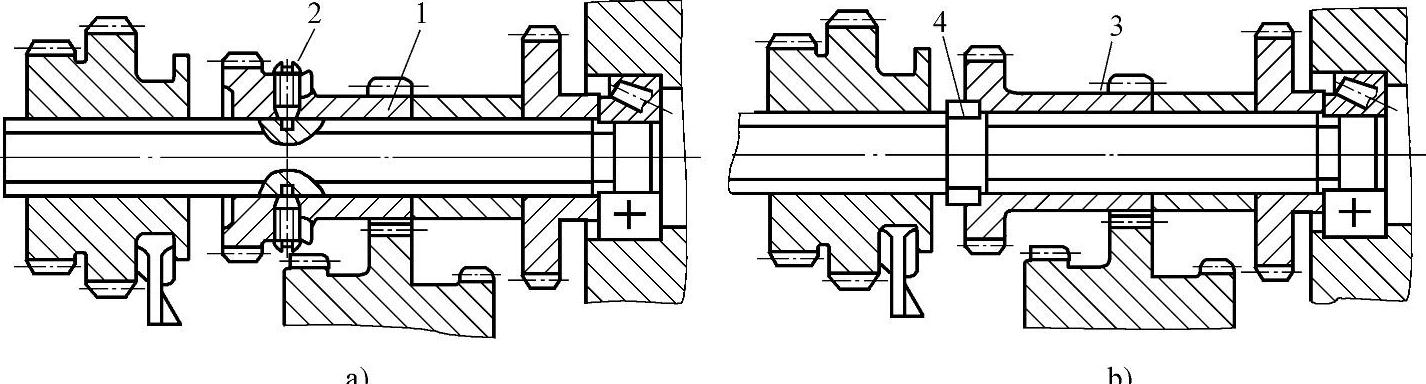
图1-38
1、3—齿轮 2—紧定螺钉 4—半圆隔套
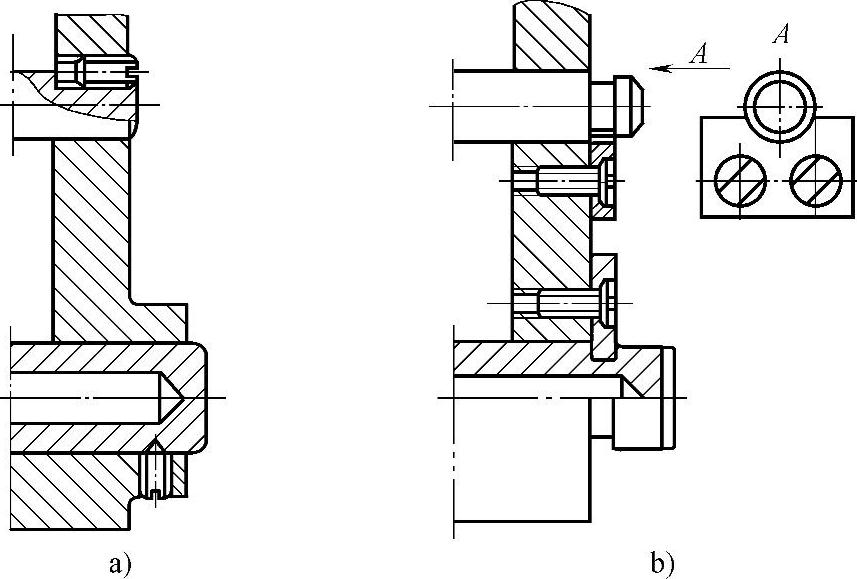
图1-39
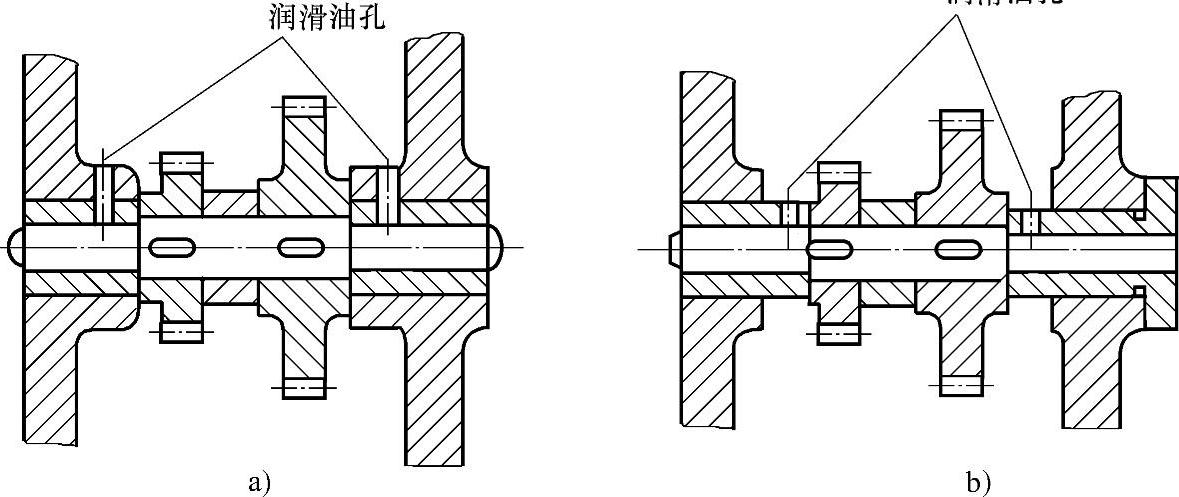
图1-40
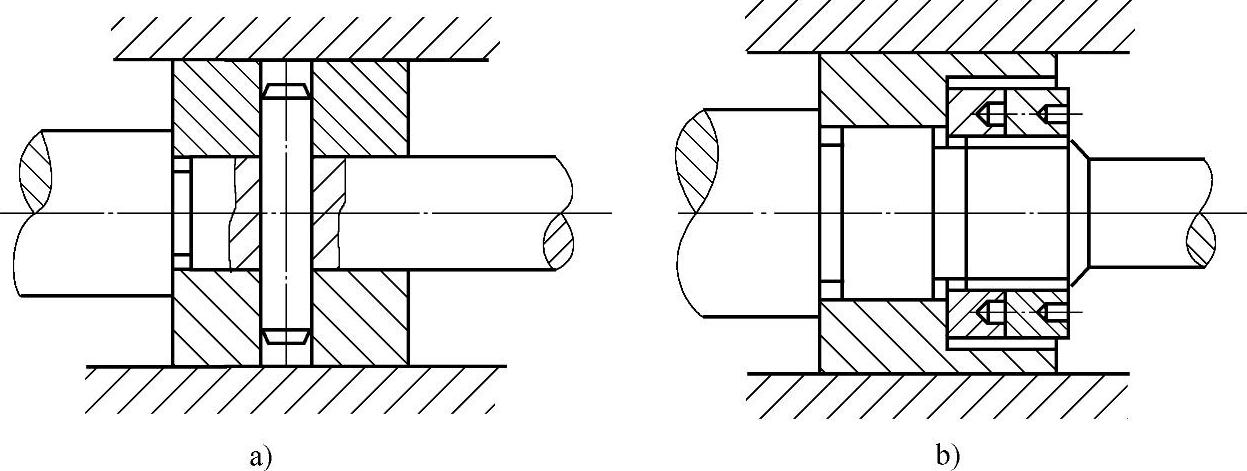
图1-41
图1-42:利用调整垫片调整同轴度。a)通过修配丝杠支承孔与机体的结合面,调整丝杠支承与螺母等高;b)通过垫片1调整等高,更便于装配。
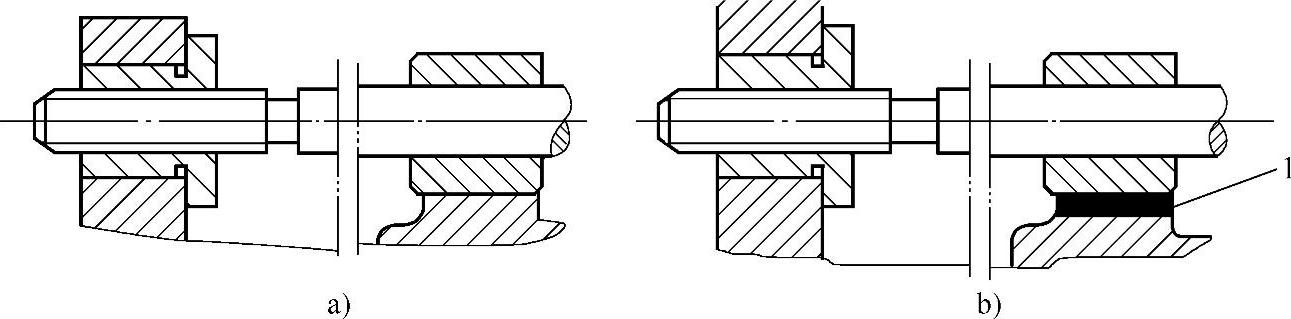
图1-42
图1-43:大小锥齿轮轴都应能轴向调整。a)只有一个锥齿轮能作轴向调整,安装时不能保证大小锥齿轮的锥顶重合;b)两个锥齿轮都能用垫片作轴向调整,安装时保证大小锥齿轮的锥顶重合,其啮合居中而靠近小端,承载后啮合部分移近大端,使锥齿轮正常啮合。
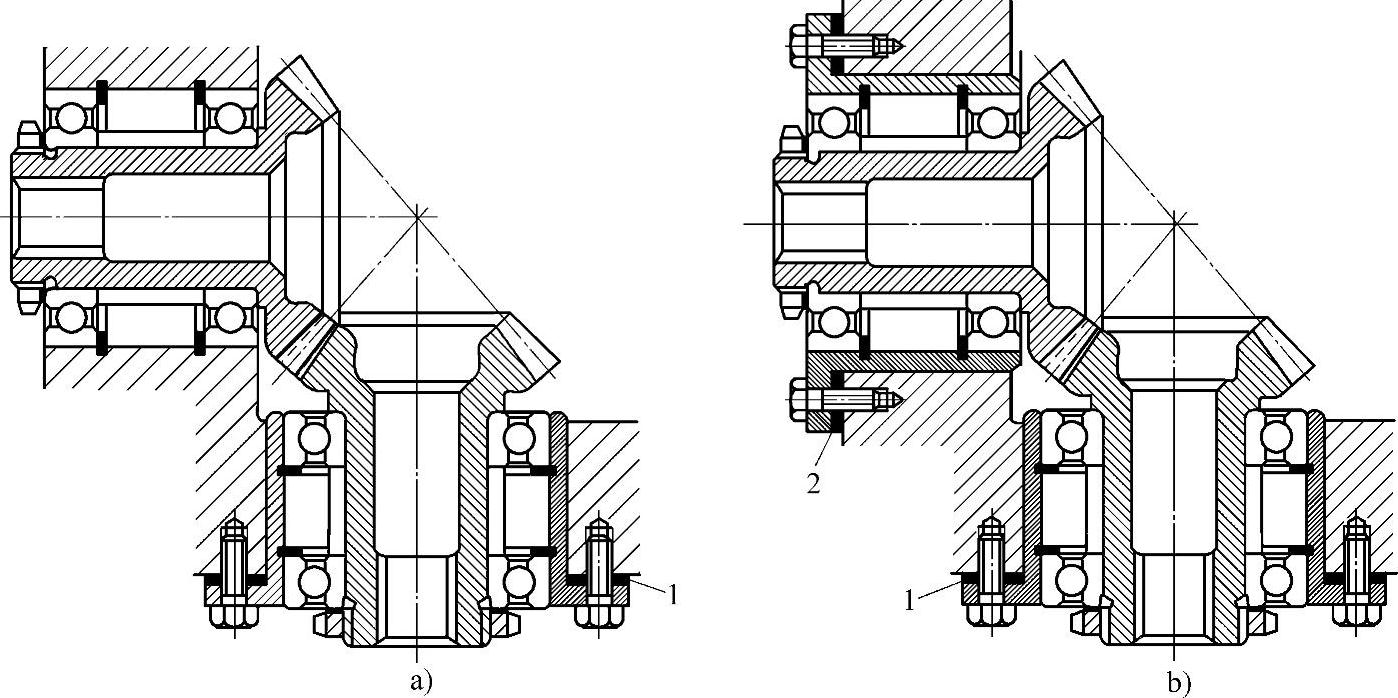
图1-43(www.daowen.com)
1、2—调整垫片
图1-44:减少装配时的调整工作量,提高装配效率。在需要调整零件相对位置的部位,应设计补偿环,以补偿尺寸链误差。a)锥齿轮的啮合位置,需要通过反复修配支承面来调整,不易实现;b)靠调整垫片的尺寸a和b来保证啮合精度,装配方便。
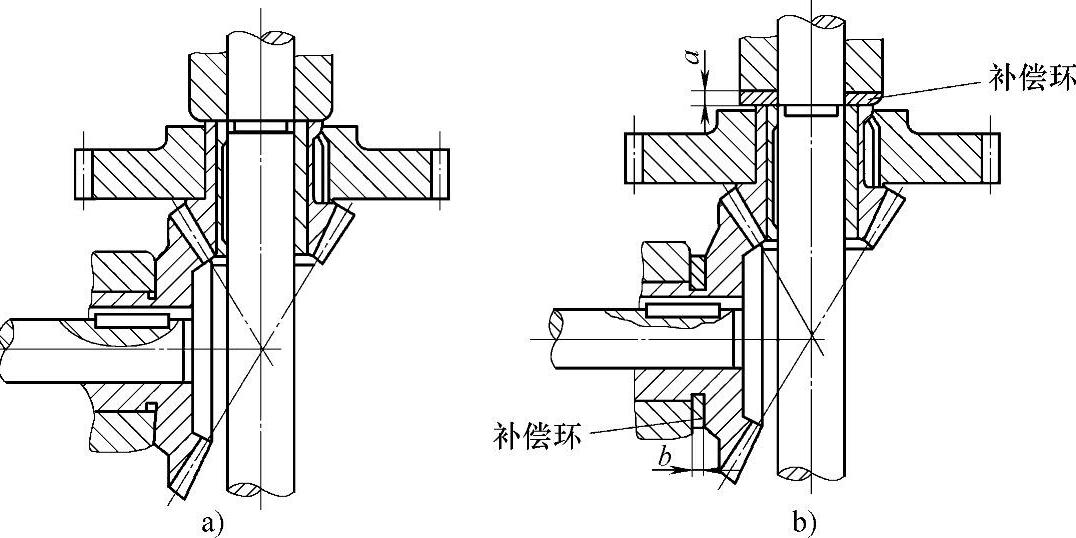
图1-44
图1-45:设计调整补偿环时,应考虑测量方便。尽可能将调整垫布置在易于拆卸的位置。
图1-46:尽可能组成单独的装配部件或装配单元。a)所有齿轮轴都安装在床身上,装拆很不便;b)将传动齿轮组成单独的齿轮箱,便于分别装配,提高装配效率,也便于维修。
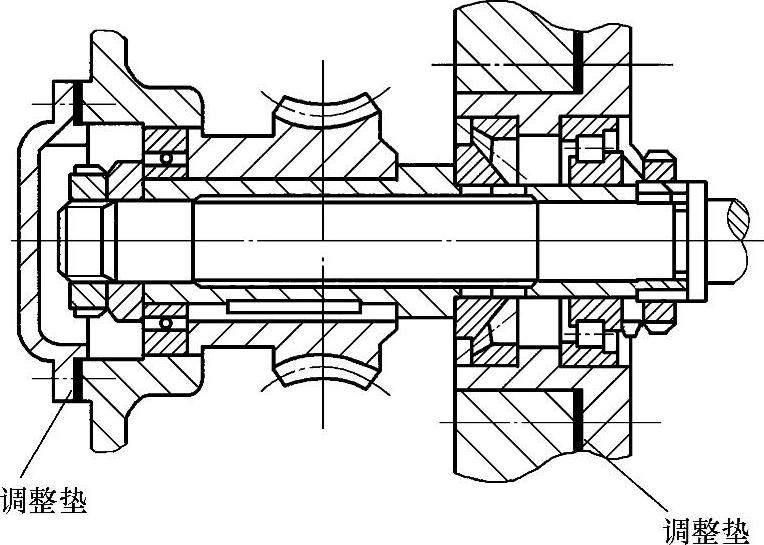
图1-45
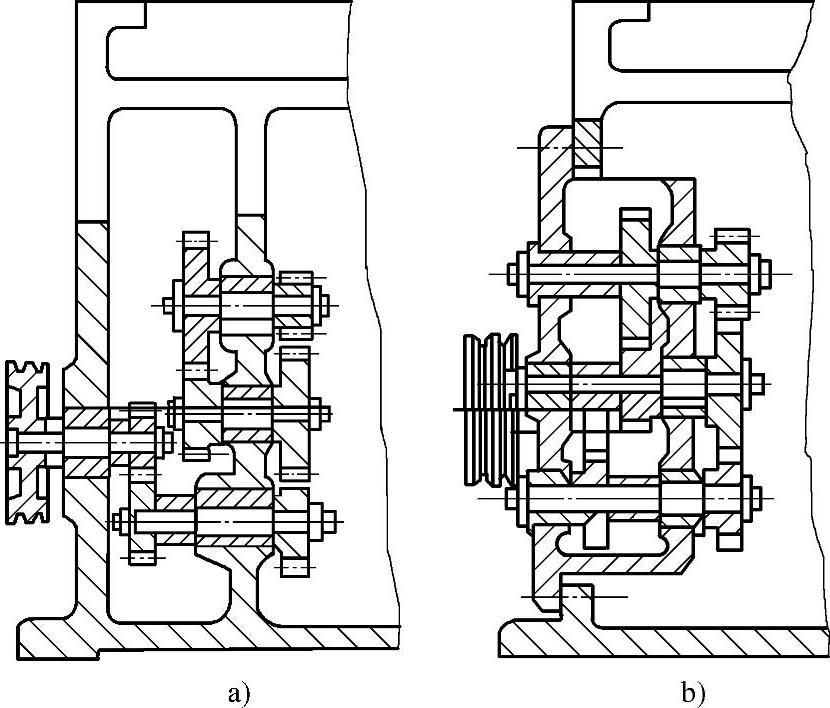
图1-46
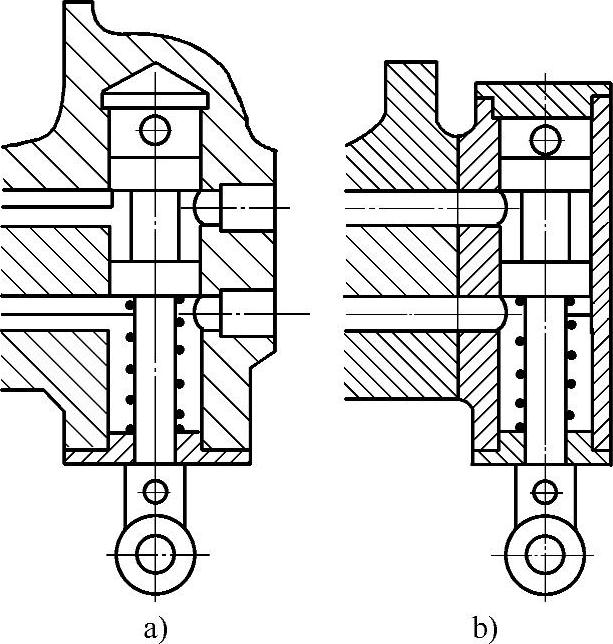
图1-47
图1-47:分离式减压阀结构便于并行装配且测试方便。a)减压阀安装在箱体上,对铸件质量要求高,不能并行装配,维修不便;b)分离式减压阀,便于改进阀的结构,减少铸造缺陷的影响,可并行装配,提高装配效率,且测试方便。
图1-48:分离式安全阀结构便于并行装配且测试方便。a)减压阀安装在箱体上,对铸件质量要求高,不能并行装配,维修不便;b)分离式减压阀,便于改进阀的结构,减少铸造缺陷的影响,可并行装配,提高装配效率,且测试方便。
图1-49:要考虑装配时容易找正位置。a)只在轴瓦上加工孔,装配时要注意与机座对中和安装方向;b)在对称位置加工两个孔,反转180°安装也不影响工作;c)在轴瓦上作出环形槽和孔,更容易对中。
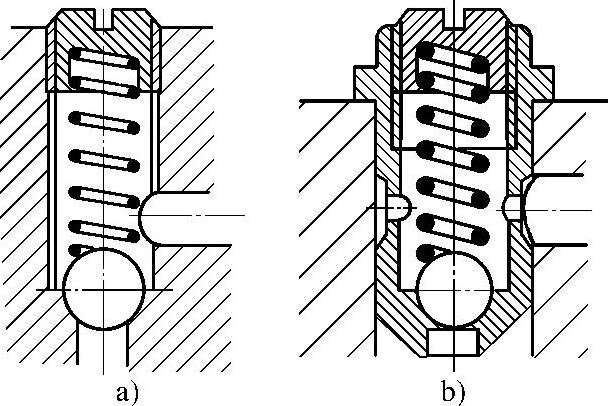
图1-48
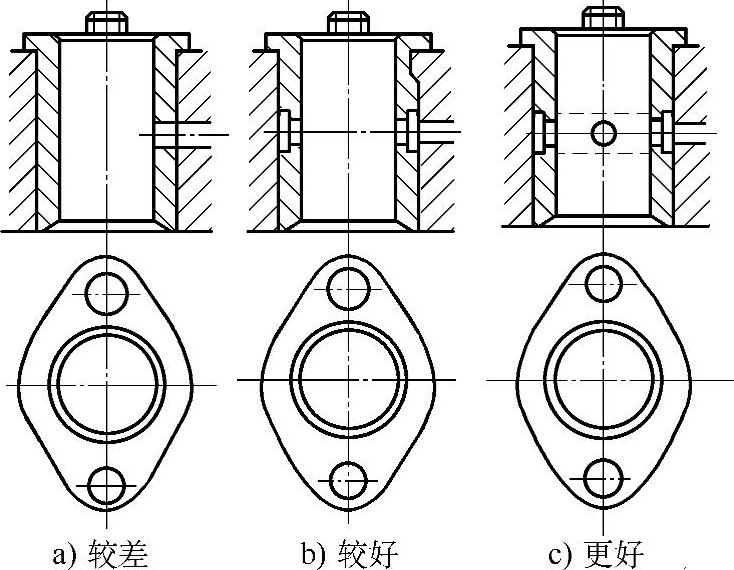
图1-49
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







