1.教学目的
1)掌握宏程序编制与参数化编程的方法。
2)掌握坐标系旋转指令、常用固定循环指令及其应用。
3)掌握子程序编制及其应用。
4)掌握通过修调刀具半径补偿值和刀具长度补偿值控制尺寸精度的方法。
2.实训内容
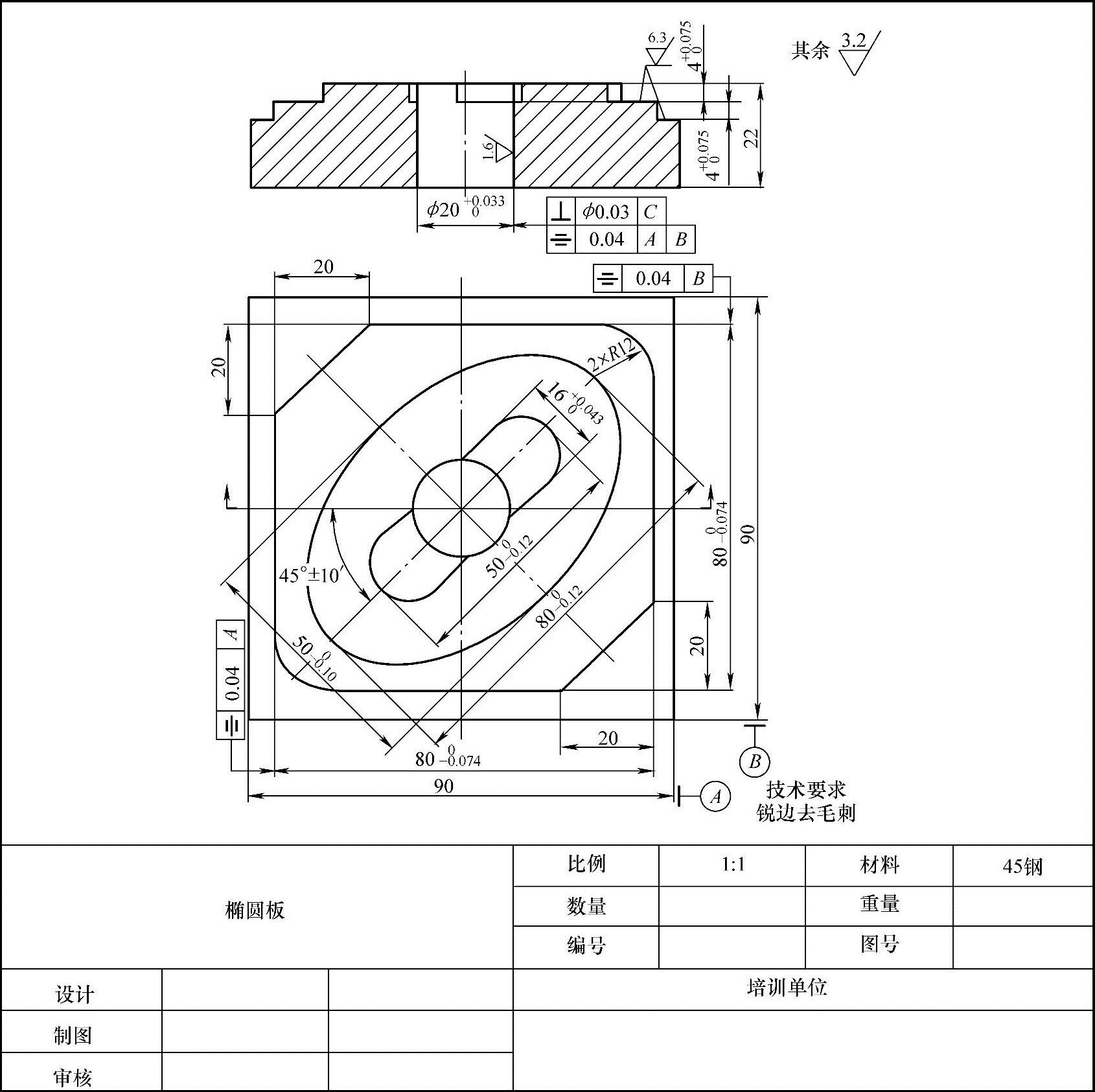
图9-5 椭圆板
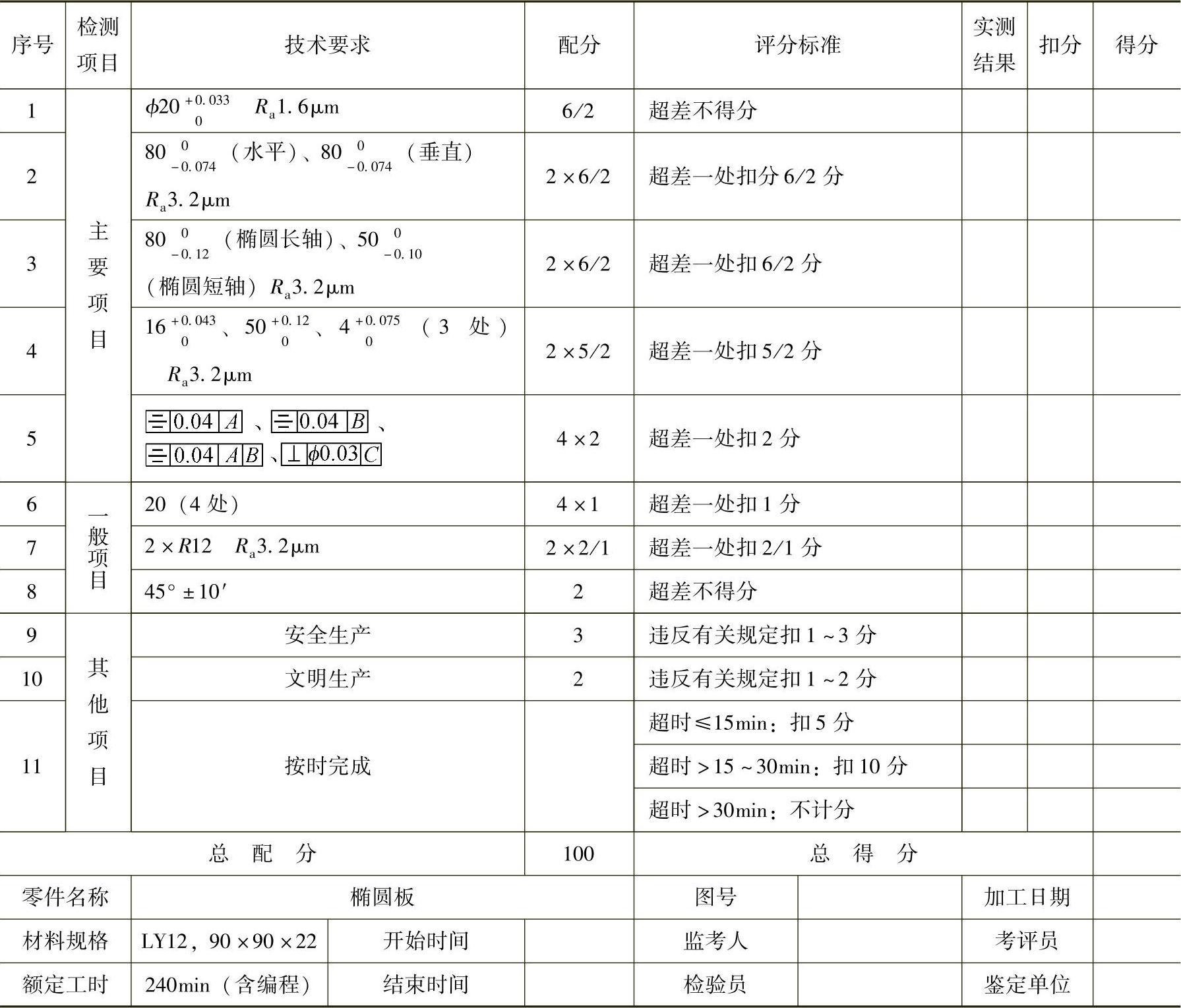
(2)评分表
零件编号:____单位:____姓名:____准考证号:____
3.加工工艺
(1)零件图分析 该椭圆板由外轮廓、椭圆轮廓、孔及键槽组成,编程时用到坐标系旋转指令、固定循环指令及子程序;因含有二次曲面椭圆,用到宏程序或参数化编程。
(2)加工路线的确定
1)粗铣外轮廓。用ϕ20mm粗立铣刀粗铣外轮廓,留0.50mm单边余量。
2)粗、精铣椭圆轮廓及精铣外轮廓
①用ϕ20mm粗立铣刀粗铣椭圆轮廓,留0.50mm单边余量。
②安装ϕ20mm精立铣刀并对刀,设定刀具参数,半精铣椭圆,留0.10mm单边余量。
③测量椭圆尺寸,调整刀具参数,精铣椭圆轮廓至要求尺寸。
④测量外轮廓尺寸,调整刀具参数,精铣外轮廓至要求尺寸。
3)加工ϕ20mm孔
①安装A2.5中心钻并对刀,设定刀具参数,选择程序,钻中心孔。
②安装ϕ19mm钻头并对刀,设定刀具参数,钻通孔。
③安装镗刀并对刀,设定刀具参数,粗镗孔,留0.50mm单边余量。
④调整镗刀,半精镗孔,留0.10mm单边余量。
⑤测量内孔尺寸,调整镗刀,精镗孔至要求尺寸。
4)铣键槽
①安装ϕ12mm粗立铣刀并对刀,设定刀具参数,选择程序,粗铣键槽,留0.50mm单边余量。
②安装ϕ12mm精立铣刀并对刀,设定刀具参数,半精铣键槽,留0.10mm单边余量。
③测量键槽尺寸,调整刀具参数,精铣键槽至要求尺寸。
(3)装夹方案的确定 工件采用平口钳装夹,下用垫铁支承,伸出钳口10mm左右,用百分表找正。
(4)刀具的选择 根据加工需要,选择A2.5中心钻1把,ϕ19mm麻花钻1把,ϕ20mm、ϕ12mm立铣刀各两把,ϕ18mm~ϕ25mm镗刀1把。
(5)切削用量的选择 根据被加工零件质量要求、工件材料、刀具材料以及加工的不同阶段等选取合适的切削用量。切削用量的选择具体详见程序。
(6)工件坐标系原点 根据工件坐标系原点的选择原则,工件坐标系原点设在工件上表面几何中心处。
(7)数值计算 根据图形的几何关系,计算出各基点的坐标值,为编程做好准备。
4.程序编制
粗铣、半精铣和精铣时使用同一加工程序,只需调整刀具参数分3次调用相同的程序来运行,以完成零件的加工。精加工时换ϕ20mm和ϕ10mm的精加工立铣刀。
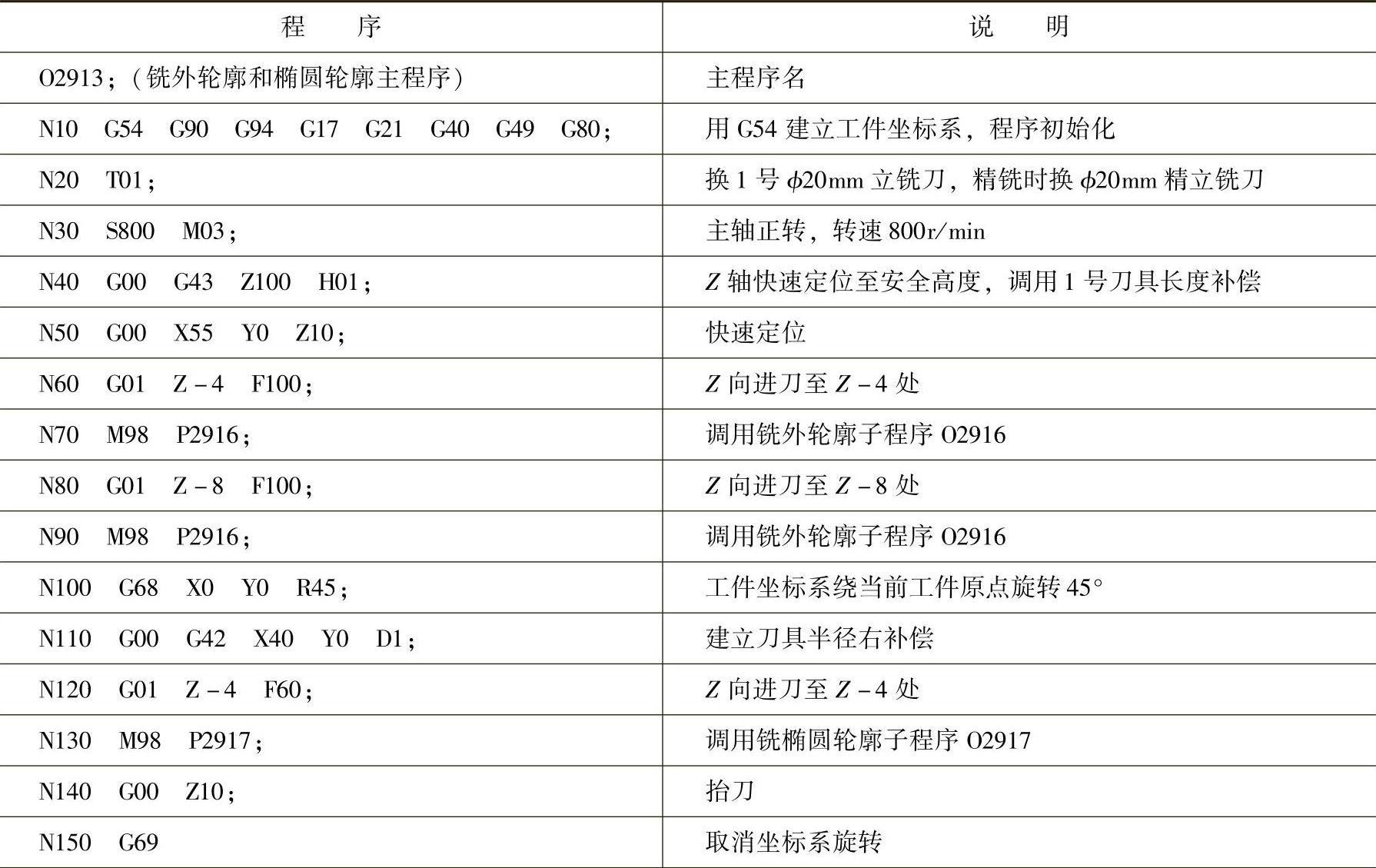
FANUC 0i系统加工程序及其说明见表9-19~表9-24。
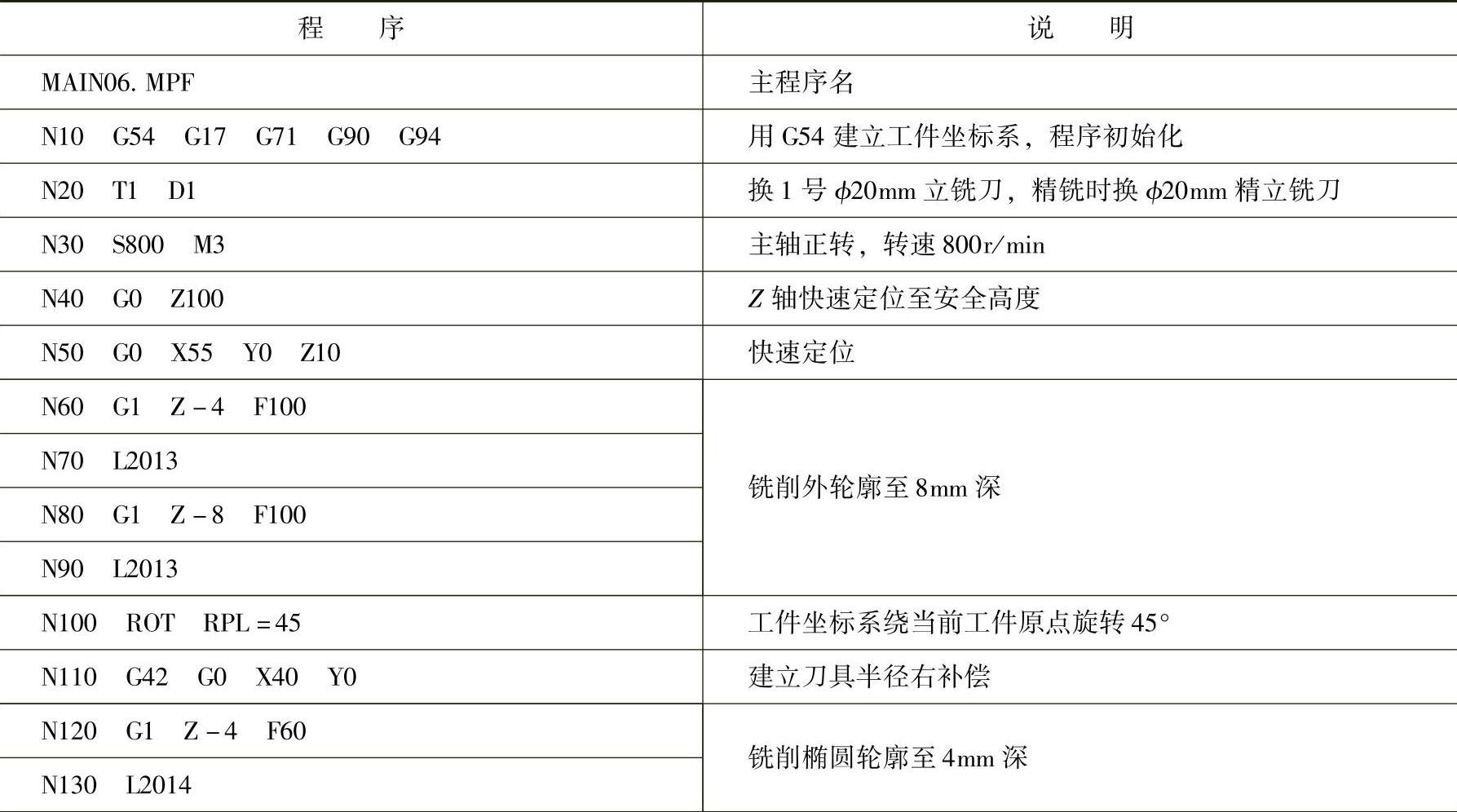
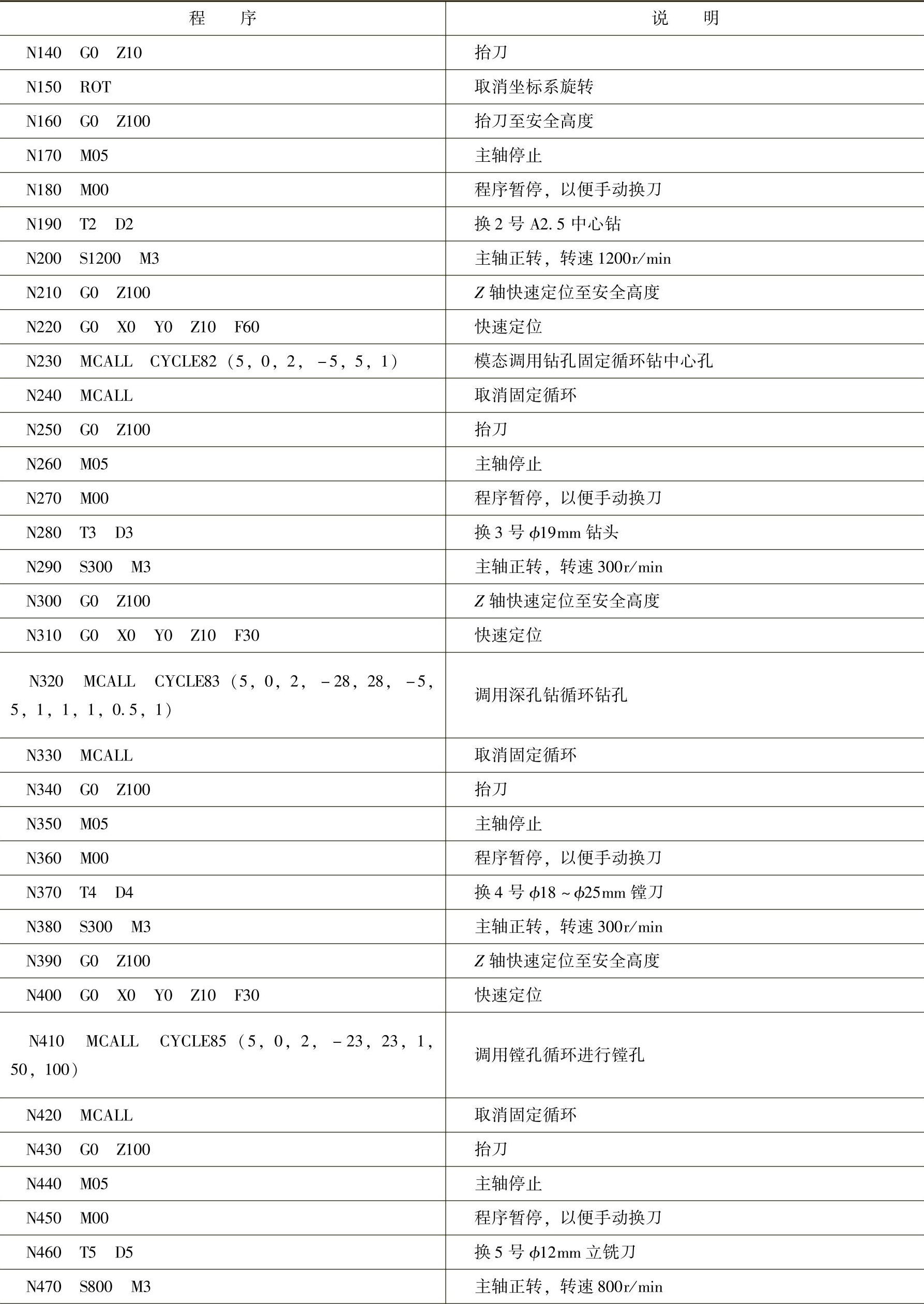
SINUMERIK 802D系统加工程序及其说明见表9-25~表9-28。
表9-19 加工程序及其说明(FANUC 0i系统)(1)
(续)

表9-20 加工程序及其说明(FANUC 0i系统)(2)(www.daowen.com)
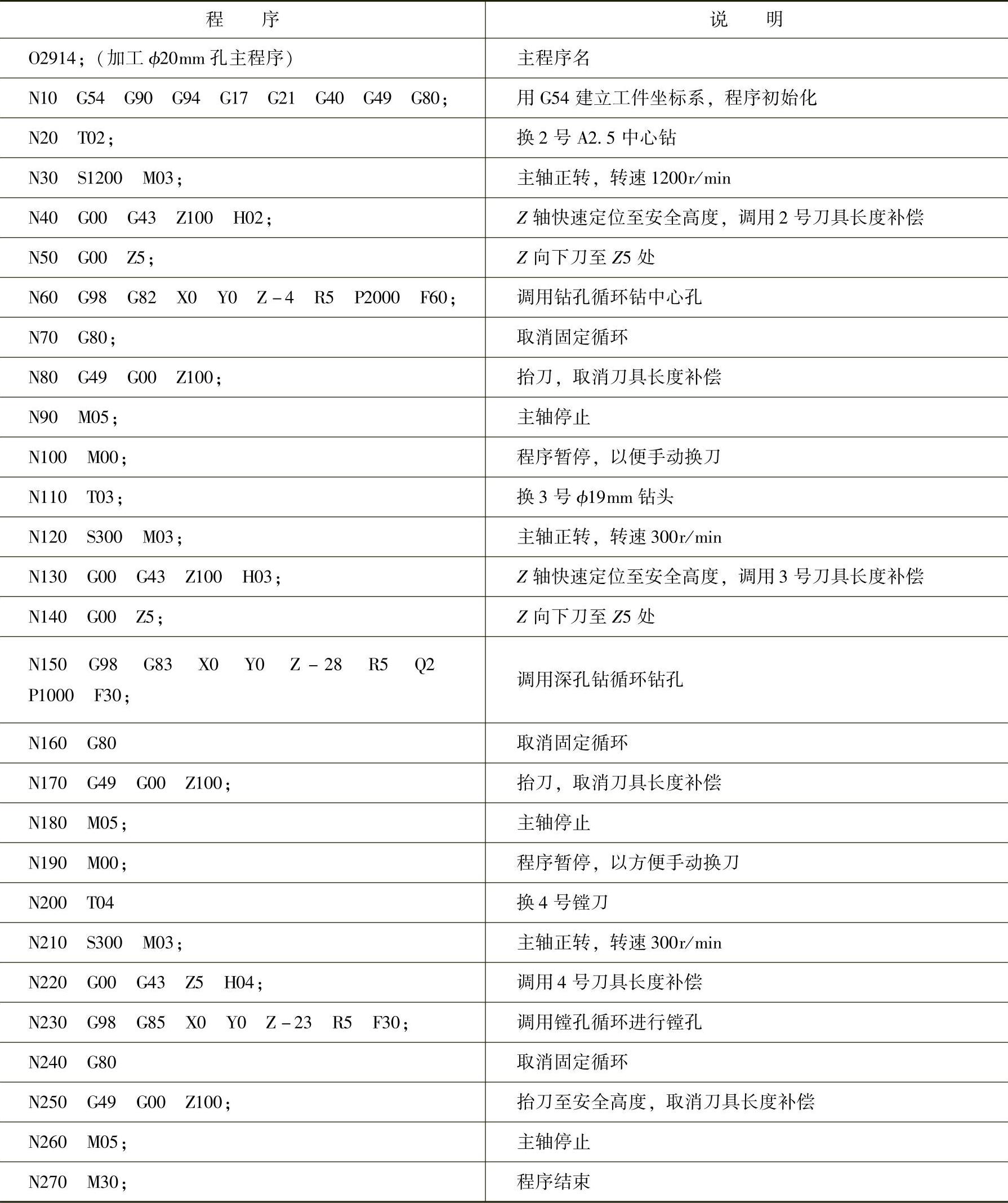
表9-21 加工程序及其说明(FANUC 0i系统)(3)
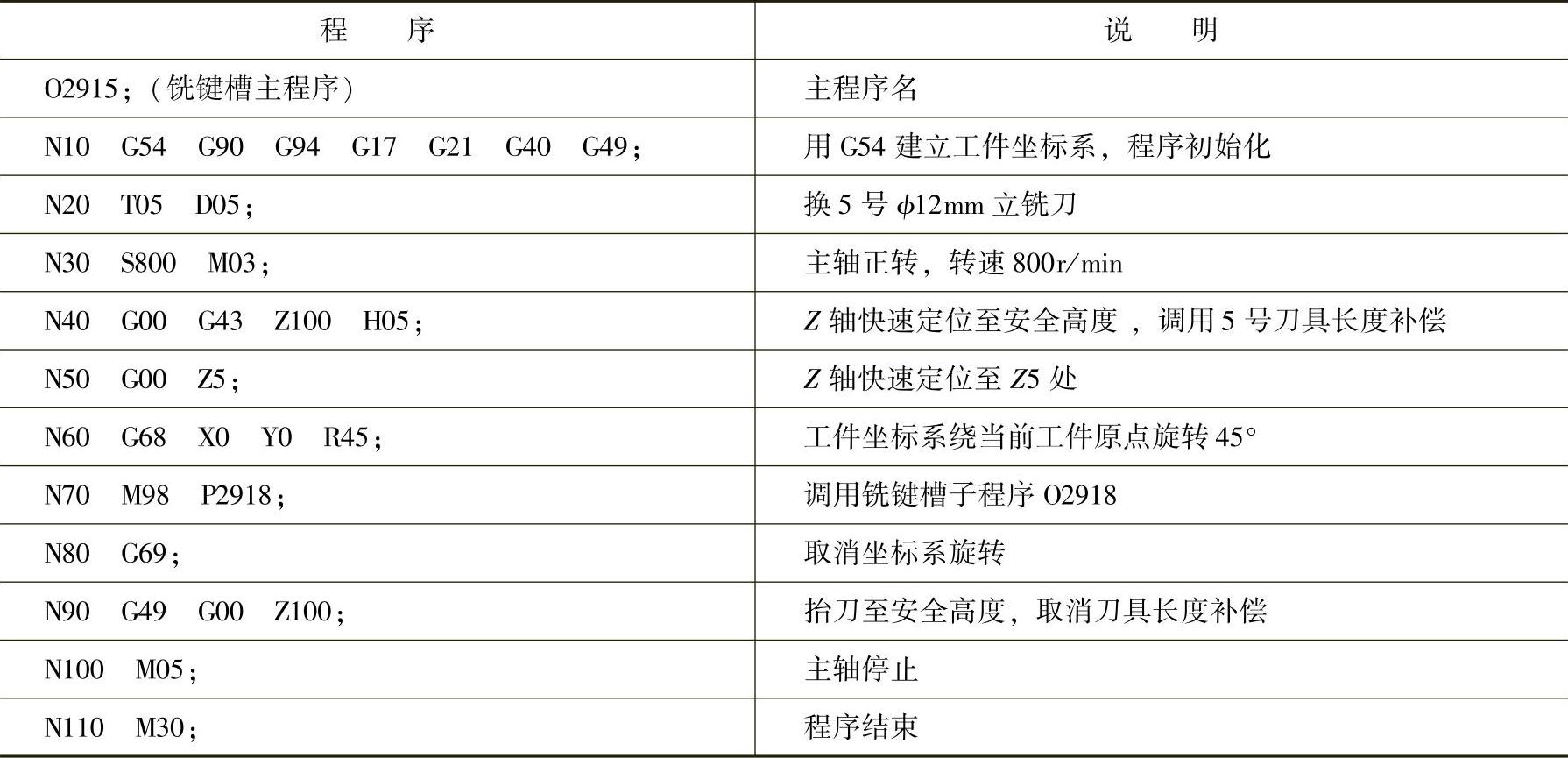
表9-22 加工程序及其说明(FANUC 0i系统)(4)
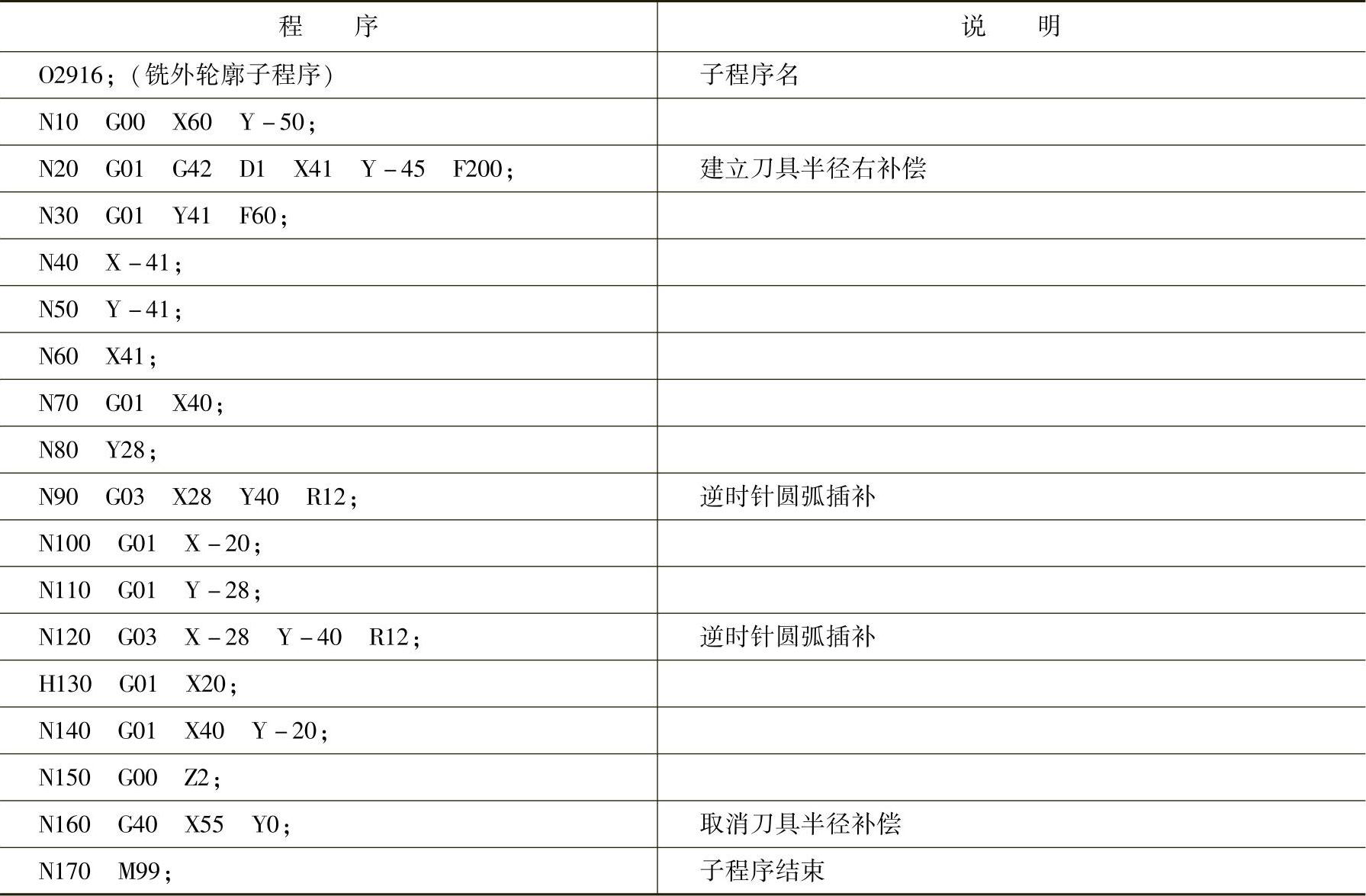
表9-23 加工程序及其说明(FANUC 0i系统)(5)

(续)
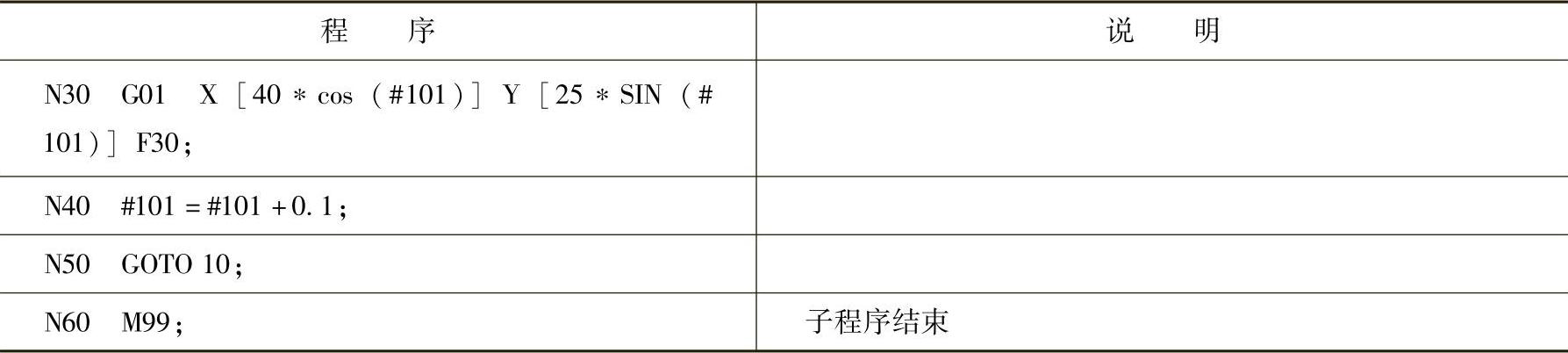
表9-24 加工程序及其说明(FANUC 0i系统)(6)
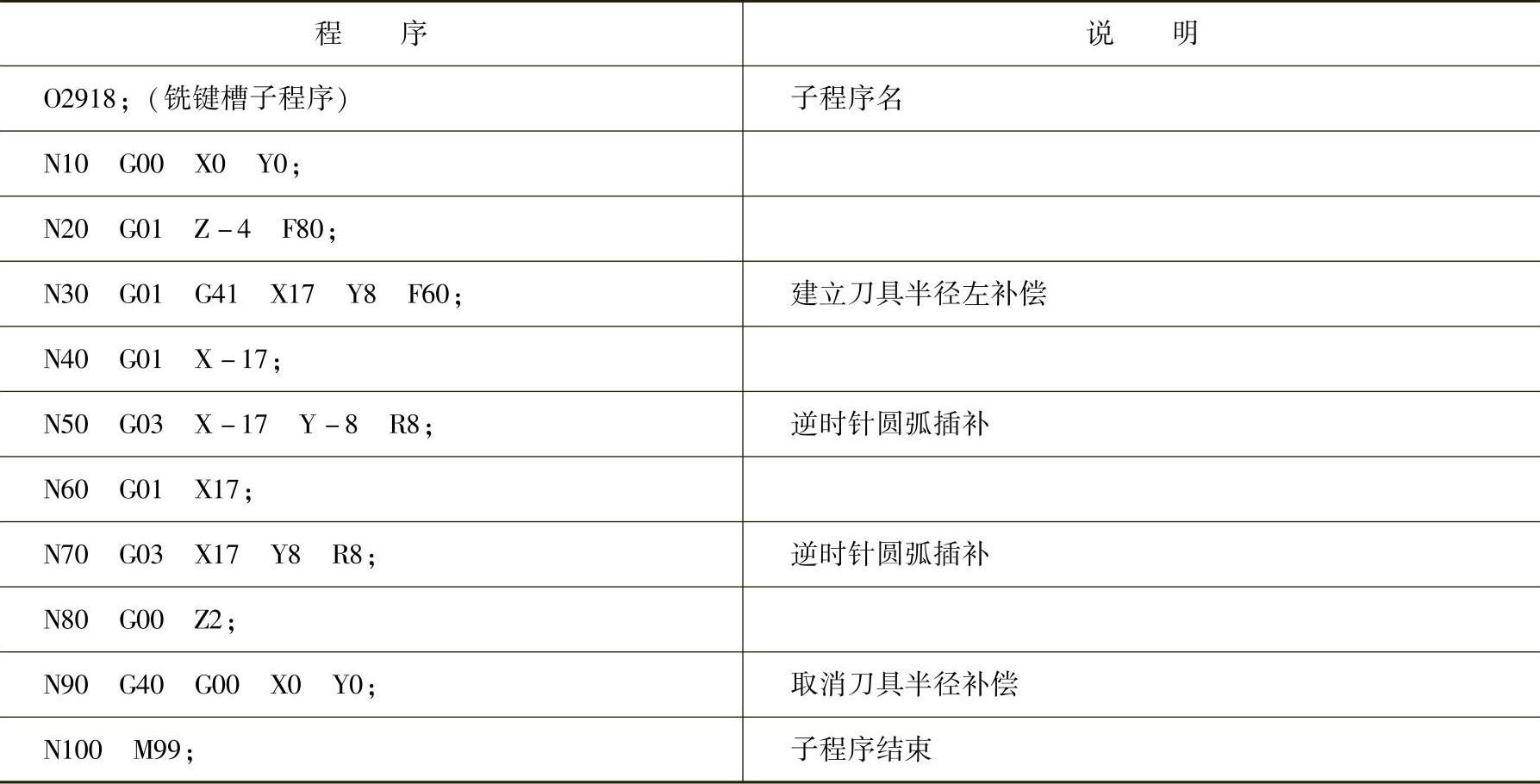
表9-25 加工程序及其说明(SINUMERIK 802D系统)(1)
(续)
(续)
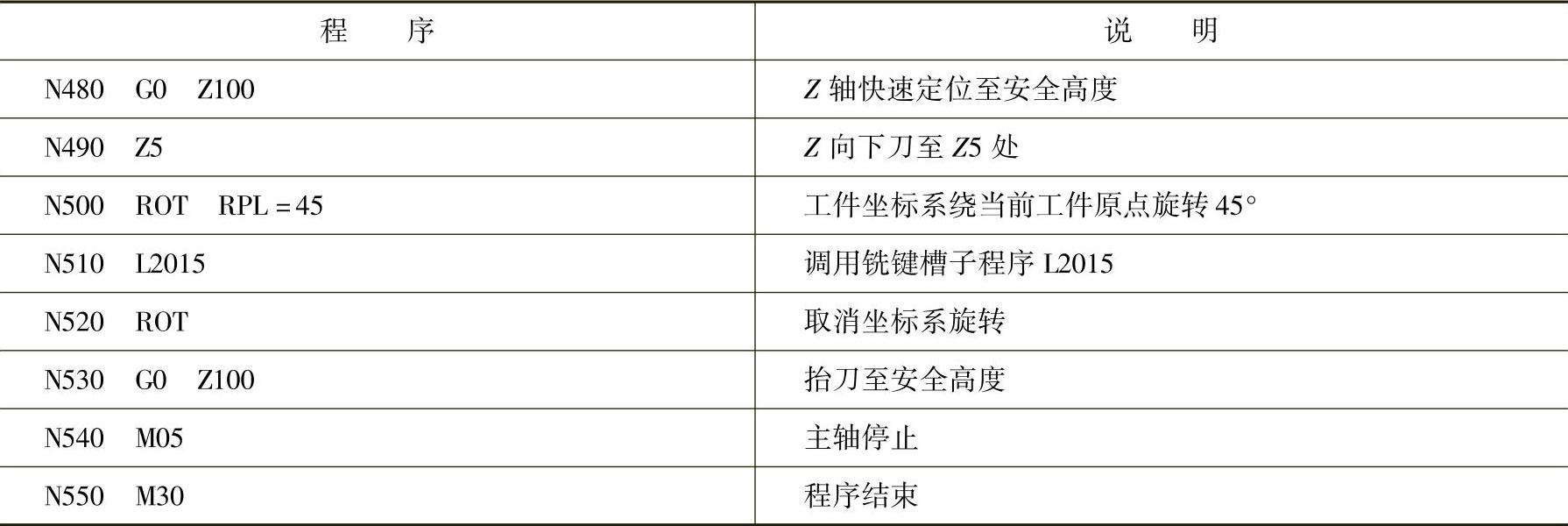
表9-26 加工程序及其说明(SINUMERIK 802D系统)(2)
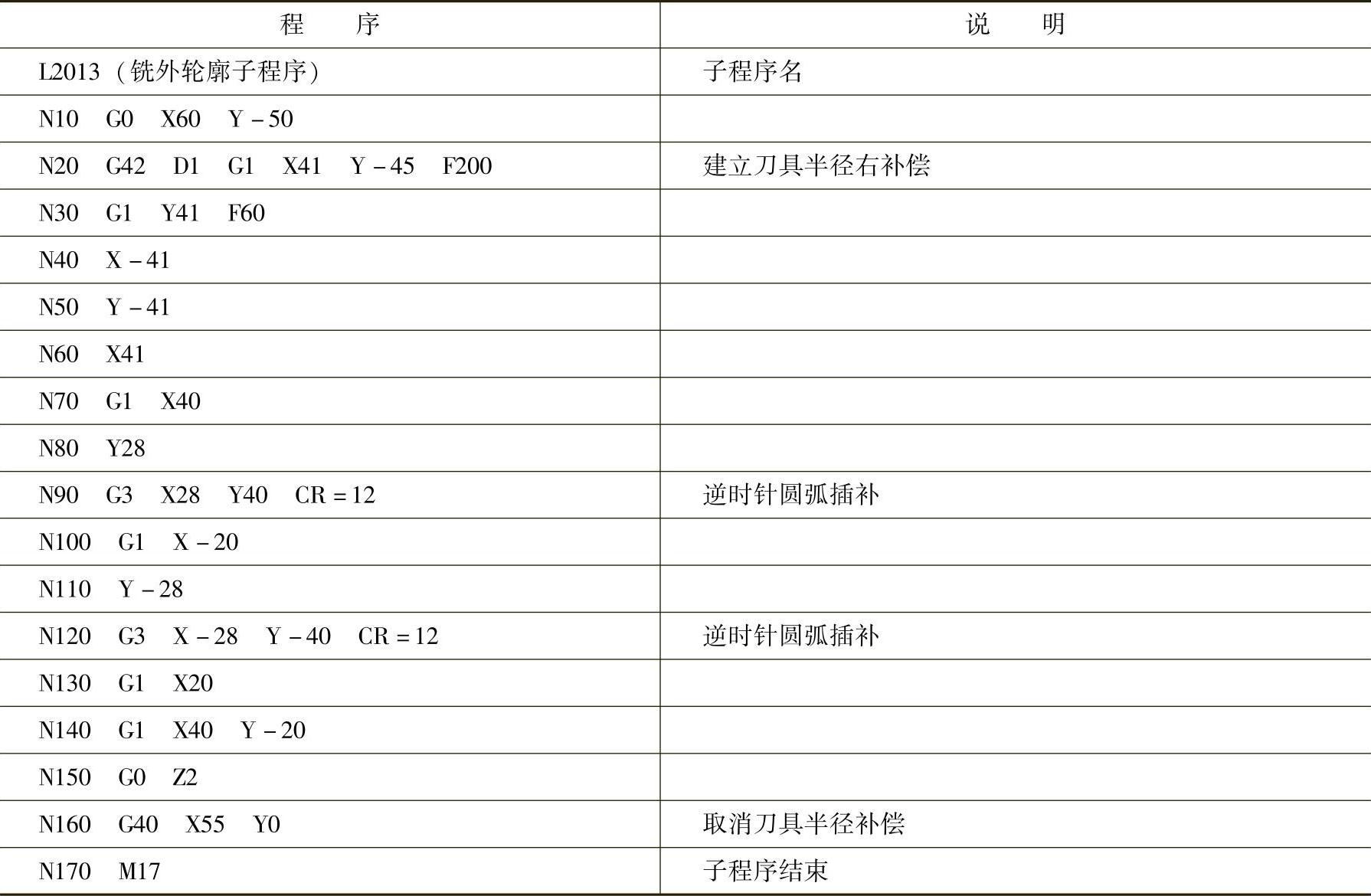
表9-27 加工程序及其说明(SINUMERIK 802D系统)(3)
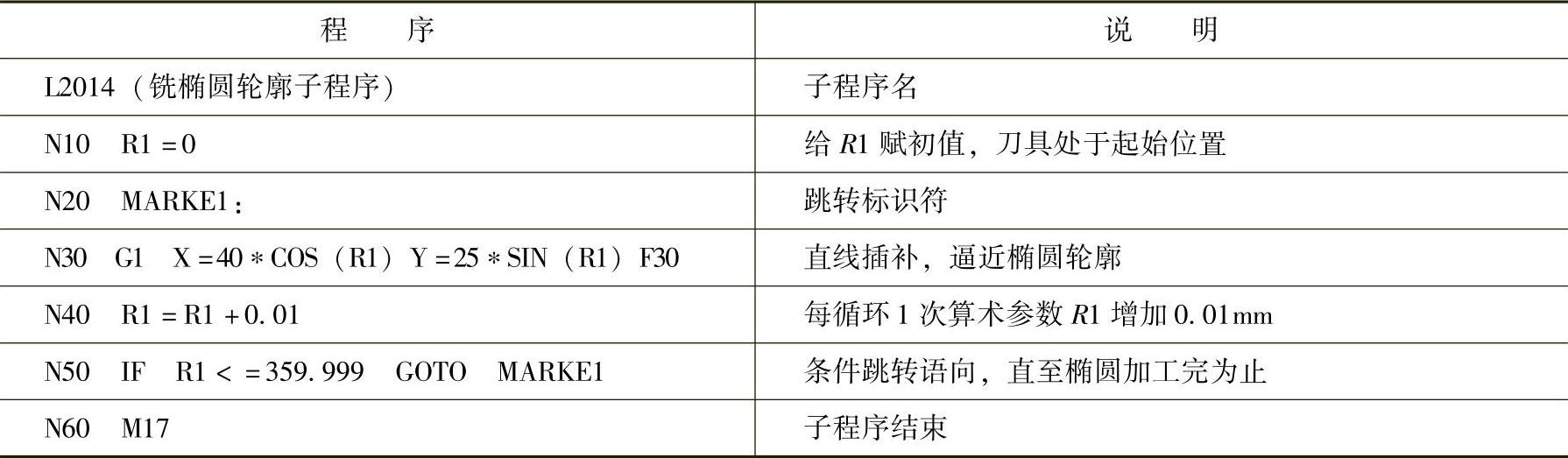
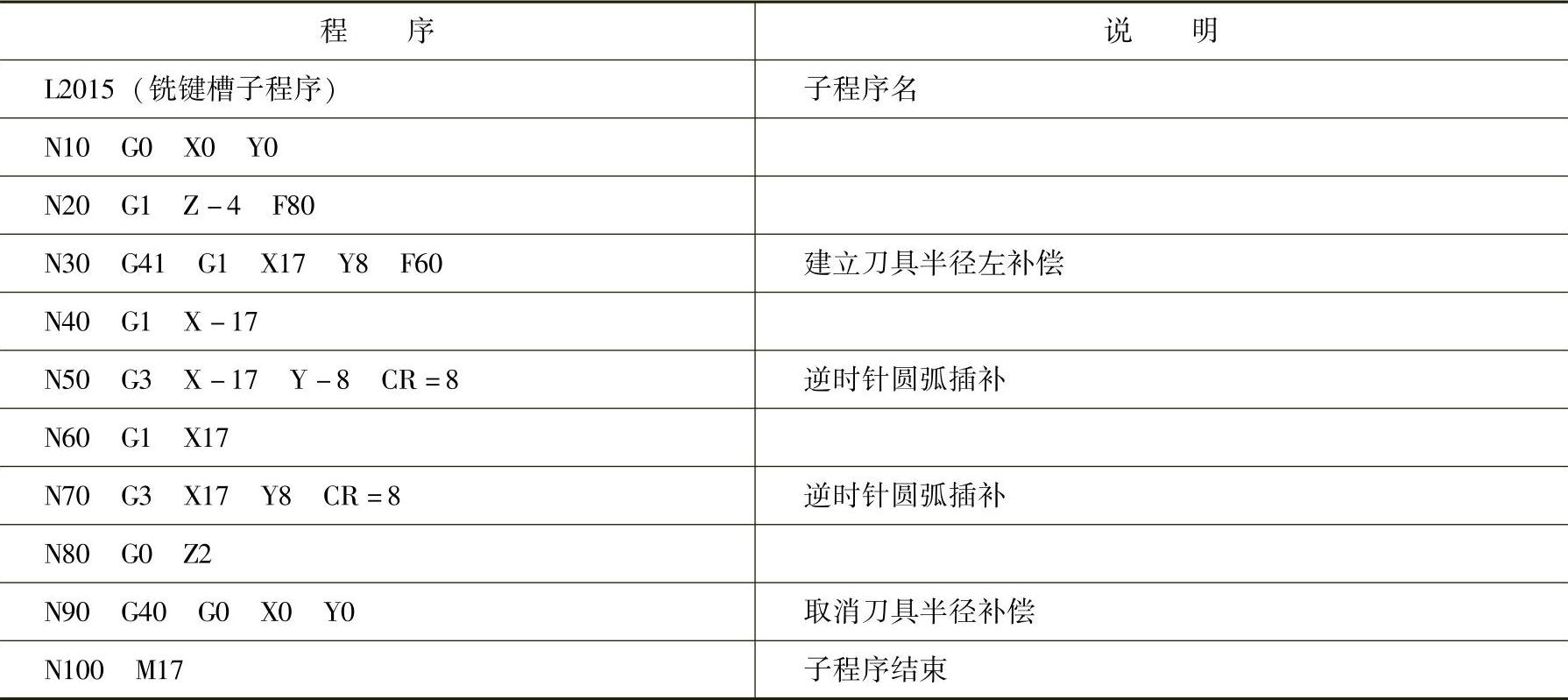
表9-28 加工程序及其说明(SINUMERIK 802D系统)(4)
5.数控加工操作步骤
(1)机床的开机 机床在开机前,应先进行机床的开机前检查。确认没有问题之后,先打开机床总电源,然后打开控制系统电源,此时,在显示屏上应出现机床的初始位置坐标。检查操作面板上的各指示灯是否正常,各按钮、开关是否处于正确位置;显示屏上是否有报警显示;液压装置的压力表是否在正常的范围内等。若有问题应及时处理;若一切正常,就可以进行下面的操作。
(2)回参考点操作 开机正常后,首先应进行手动回参考点(回零)操作。选择“回参考点”方式,先按下键,再按下、键,使各坐标轴回到参考点。
(3)程序的输入与编辑 将编好的加工程序输入数控系统,程序的输入与编辑具体操作详见7.2节(FANUC 0i系统)和7.5节(SINUMERIK 802D系统)。
(4)程序的图形模拟运行 正式运行程序加工零件之前,需要进行图形模拟运行以校验程序。如有错误,则修改程序,直至程序调试正确为止。程序图形模拟运行的具体步骤详见7.2节(FANUC 0i系统)和7.5节(SINUMERIK 802D系统)。
(5)工件的装夹 采用平口钳进行装夹。平口钳装夹在铣床工作台上,用百分表校正其位置;工件装夹在平口钳上,底部用垫铁垫起,使工件伸出钳口10mm左右,校平上表面并夹紧。
(6)刀具的安装 把刀具装夹在铣刀刀柄中,然后把铣刀柄装入铣床主轴。如果是加工中心,则要把所有刀具全部装入刀库中。
(7)对刀操作 通过对刀,建立工件坐标系。这里采用寻边器和Z轴设定器对刀。对刀操作具体步骤详见7.3节(FANUC 0i系统)和7.6节(SINUMERIK 802D系统)。
(8)空运行与仿真检验 空运行是指刀具按系统参数指定的速度运行,此时,程序中指定的进给速度无效。空运行一般用来在机床不安装工件的情况下检查刀具运动轨迹是否正确,为安全起见,常把基础坐标系中Z值提高50~100mm后运行程序。具体操作步骤可参见8.1.1节。
仿真检验:用仿真软件在计算机上进行仿真校验,观察加工过程,检验程序是否正确。
(9)零件自动加工步骤
1)FANUC 0i系统:首先在“EDIT”(编辑)方式下选择要运行的加工程序;然后将“方式选择”旋钮置于“MEM”(自动运行)方式;最后按下“循环启动”按钮运行程序。
2)SINUMERIK 802D系统:首先按“自动方式”键选择自动运行方式;其次按“程序管理器”键,用光标键把光标移动到要执行的程序上;然后按软键“执行”来选择要运行的加工程序;最后按下“数控启动”键执行程序,开始零件自动加工。
注意:按“循环启动”键前,应先调整各倍率开关到较小状态。机床正常加工过程中适当调整倍率以保证加工顺利进行。
(10)零件检测 零件加工完后,按图样要求进行检测。首件试切如有误差,应分析产生的原因并加以修改。
(11)加工完毕,清理机床 加工完毕,收好工、量具,清理机床并做好相关收尾工作。
6.安全操作和注意事项
1)安装平口钳时要对平口钳固定钳口进行找正。
2)工件在钳口上安装时,下面要垫垫铁。并用百分表找正工件上表面,使其保持水平。
3)加工中应注意刀具半径、长度补偿等参数的设定与修改。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





