
1.教学目的
1)掌握直线与圆弧轮廓的编程和加工方法。
2)掌握圆弧槽的编程和加工方法。
3)会正确选用铣刀。
4)掌握用刀具长度补偿、半径补偿的方法来严格控制零件的尺寸精度。
5)能独立操作机床,顺利完成零件加工;养成安全操作,文明生产的良好习惯。
2.实训内容
1)零件图(图9-1)
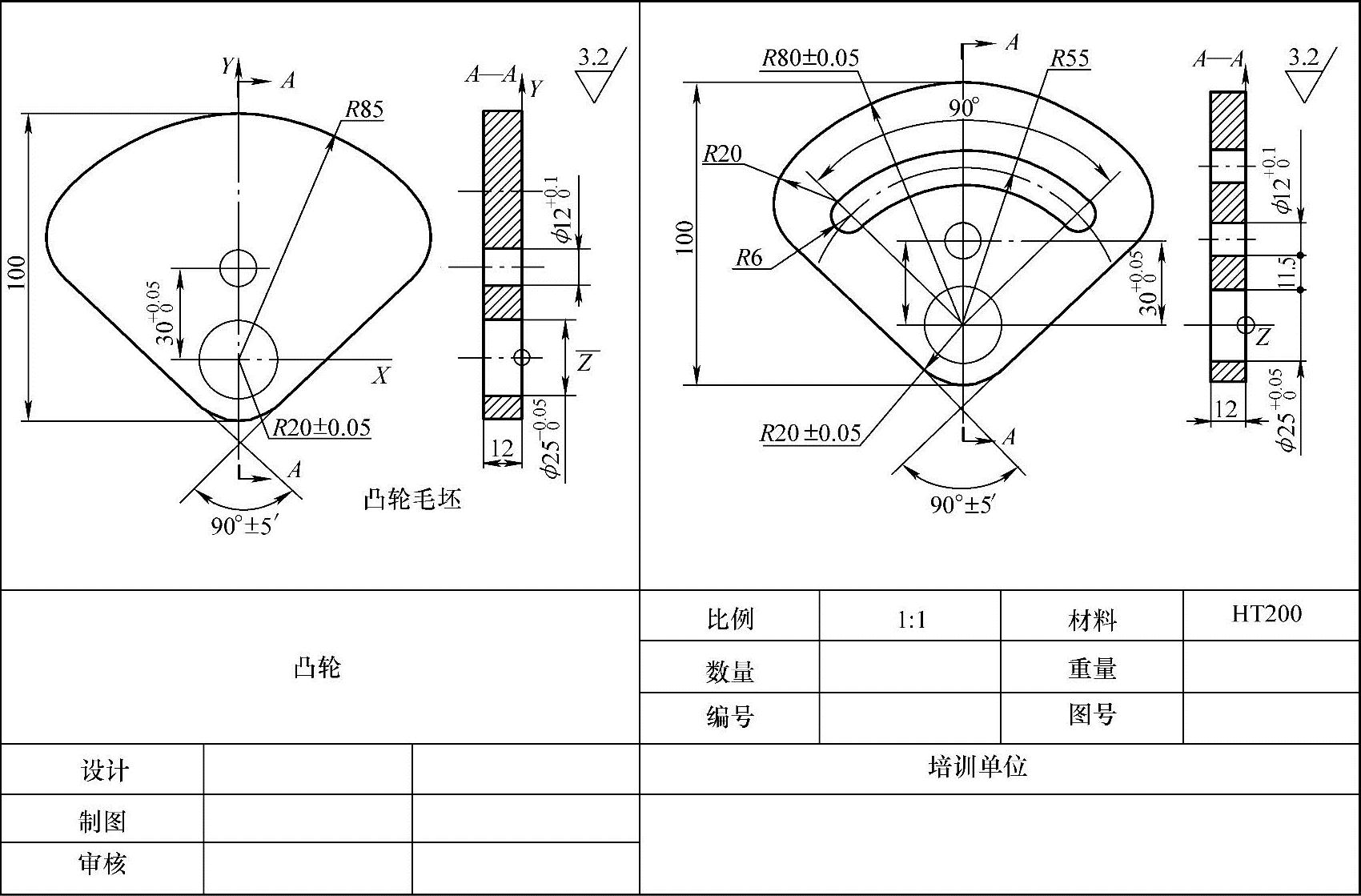
图9-1 凸轮
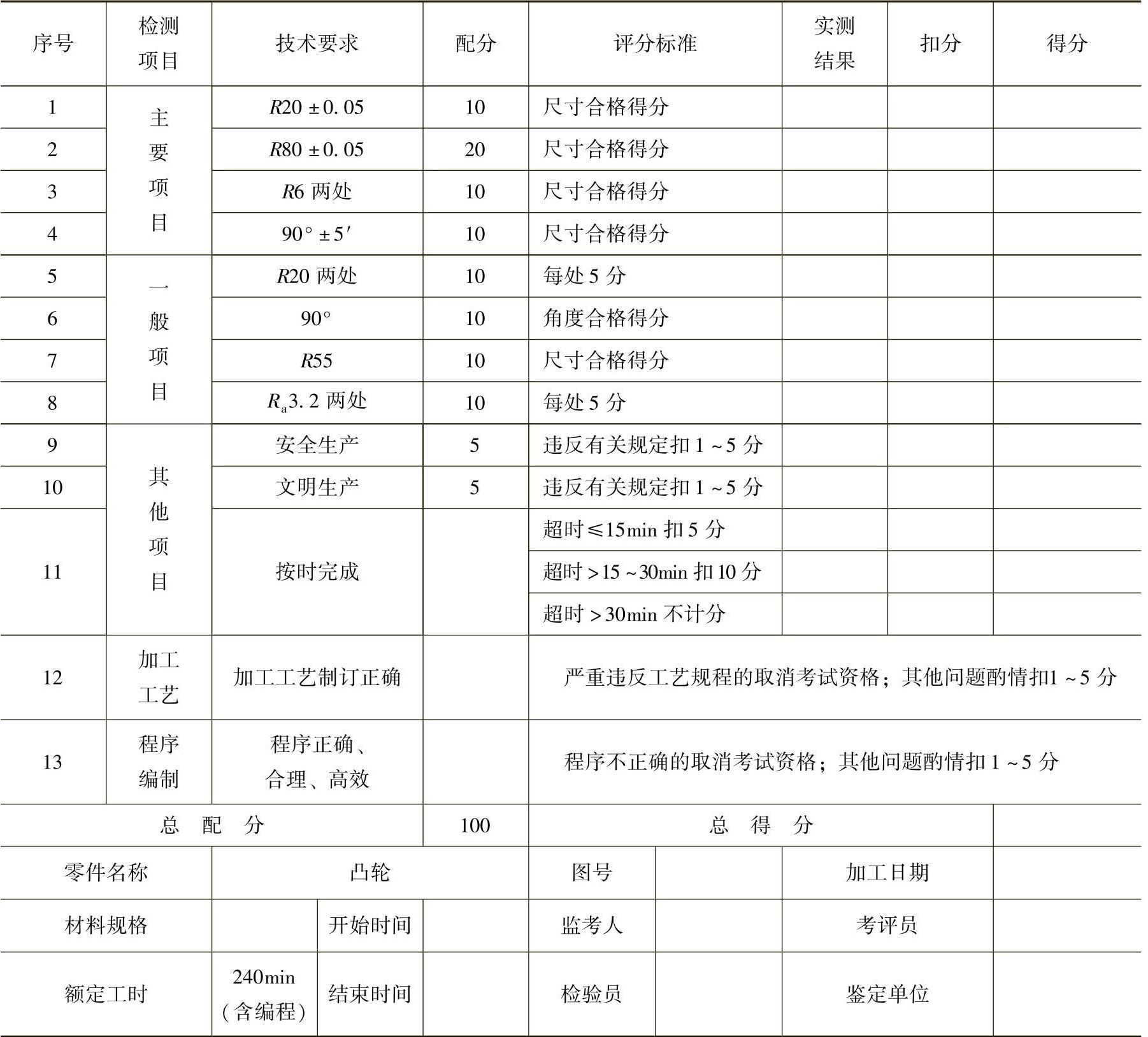
2)评分表
零件编号:____单位:____姓名:____准考证号:____
3.加工工艺
(1)零件图分析 该零件由直线、圆弧轮廓和圆弧槽组成,可分为粗加工、精加工两个阶段完成零件加工。
(2)加工路线的确定
1)先加工凸轮外轮廓
铣刀应切向切入、切向切出,如图9-2所示,从S→A→B→C→D→E→F→G→A→N为宜。
2)再加工圆弧槽
(3)装夹方案的确定 本工件装夹较困难,最好能用专用夹具,以ϕ25和ϕ12两孔定位。也可使用通用夹具进行装夹,但装夹麻烦,需要找正以保证两圆连心线与X轴方向平行。
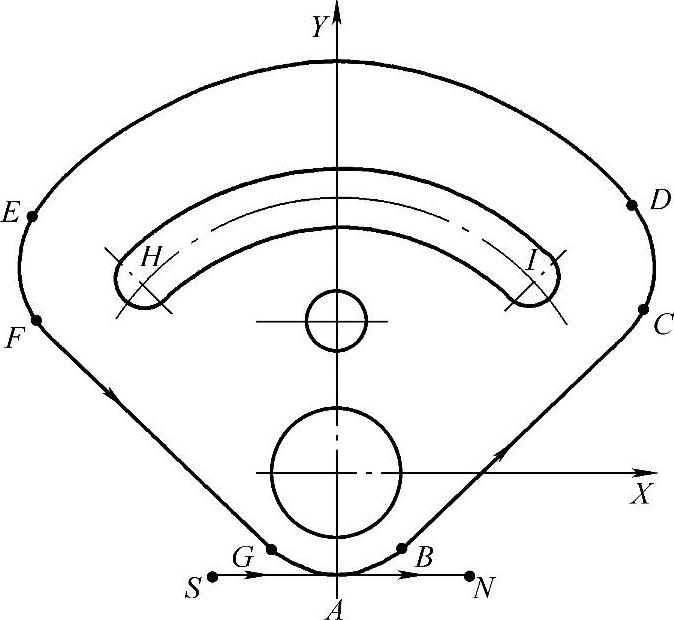
图9-2 加工路线图
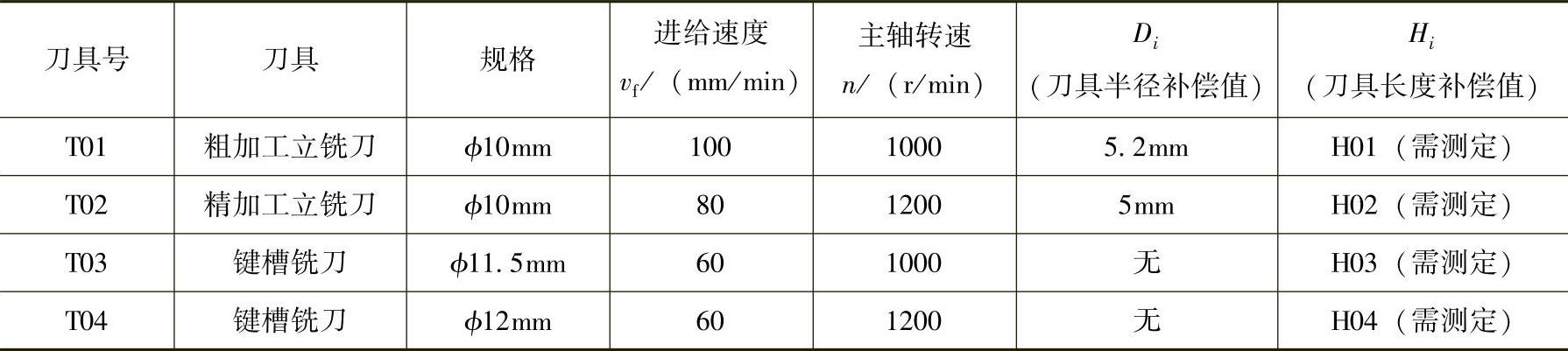
(4)刀具的选择 用4把铣刀,铣削外轮廓时用ϕ10mm粗、精加工立铣刀;粗、精铣键槽时分别用ϕ11.5mm、ϕ12mm的键槽铣刀。
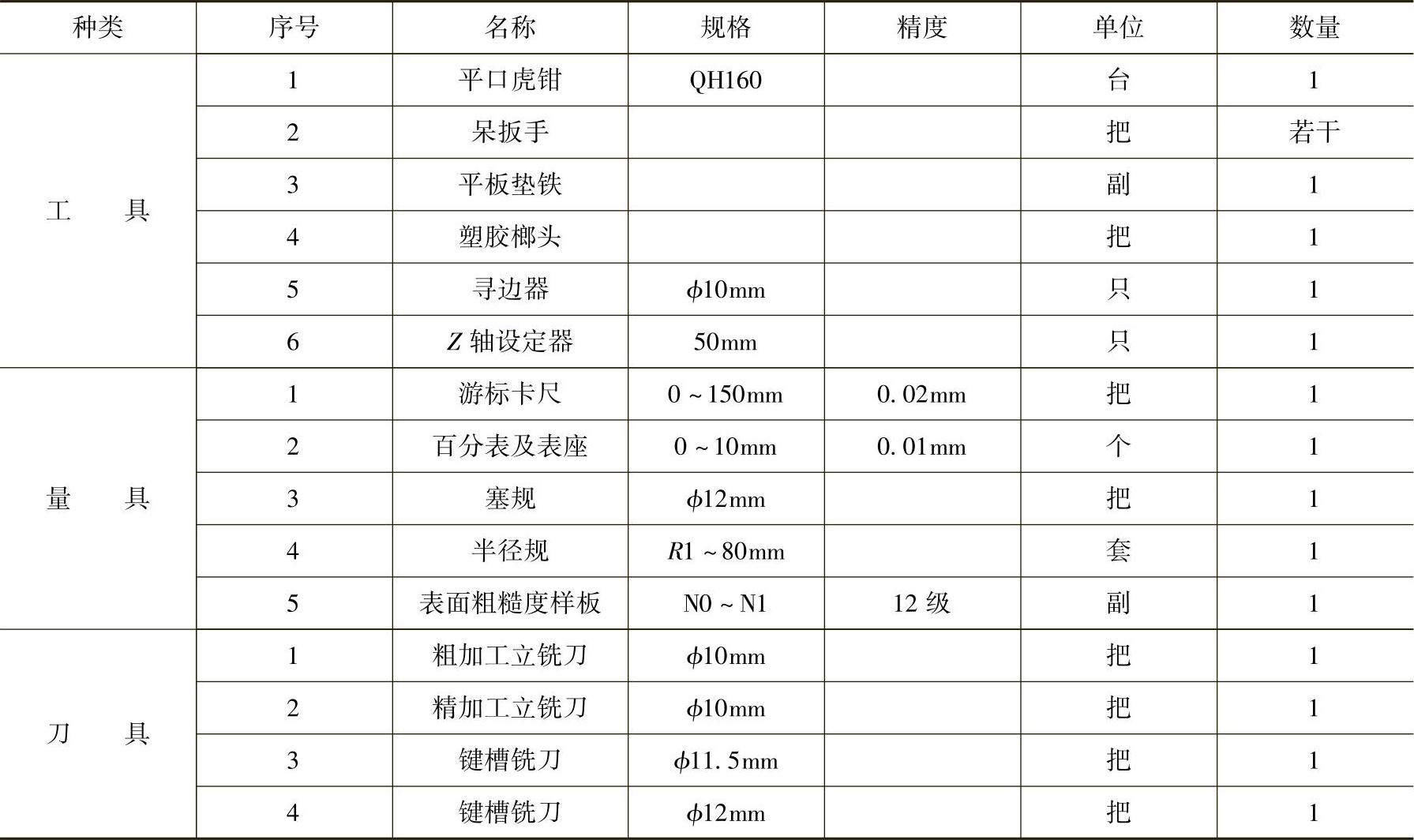
工具、量具、刀具清单见表9-1。
表9-1 工具、量具、刀具清单
(5)切削用量的选择 根据被加工零件质量要求、工件材料、刀具材料以及加工的不同阶段等选取合适的切削用量。该工件材料为HT200,可选择较高的主轴转速,但垂直下刀的进给速度较低。切削用量的选择具体见表9-2。
表9-2 切削用量的选择
(6)工件坐标系原点 工件坐标系原点设在工件上表面ϕ25mm圆的圆心处。
(7)数值计算 如图9-2所示,根据图形几何关系,计算出A、B、C、D、E、F、G、H、I各点在XY平面上的坐标值。A(0,-20)、B(14.14,-14.14)、C(56.57,28.28)、D(56.57,56.57)、E(-56.57,56.57)、F(-56.57,28.28)、G(-14.14,-14.14)、H(-38.89,38.89)、I(38.89,38.89)。
4.程序编制
FANUC 0i系统加工程序及其说明见表9-3。
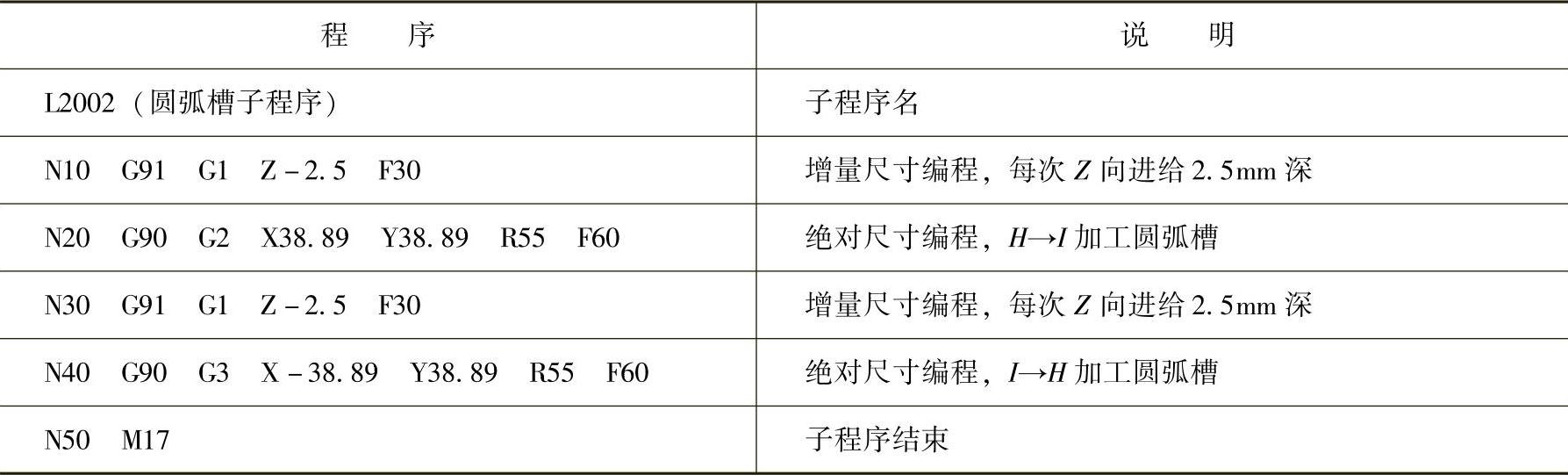
SINUMERIK 802D系统加工程序及其说明见表9-4~表9-6。(www.daowen.com)
表9-3 加工程序及其说明(FANUC 0i系统)
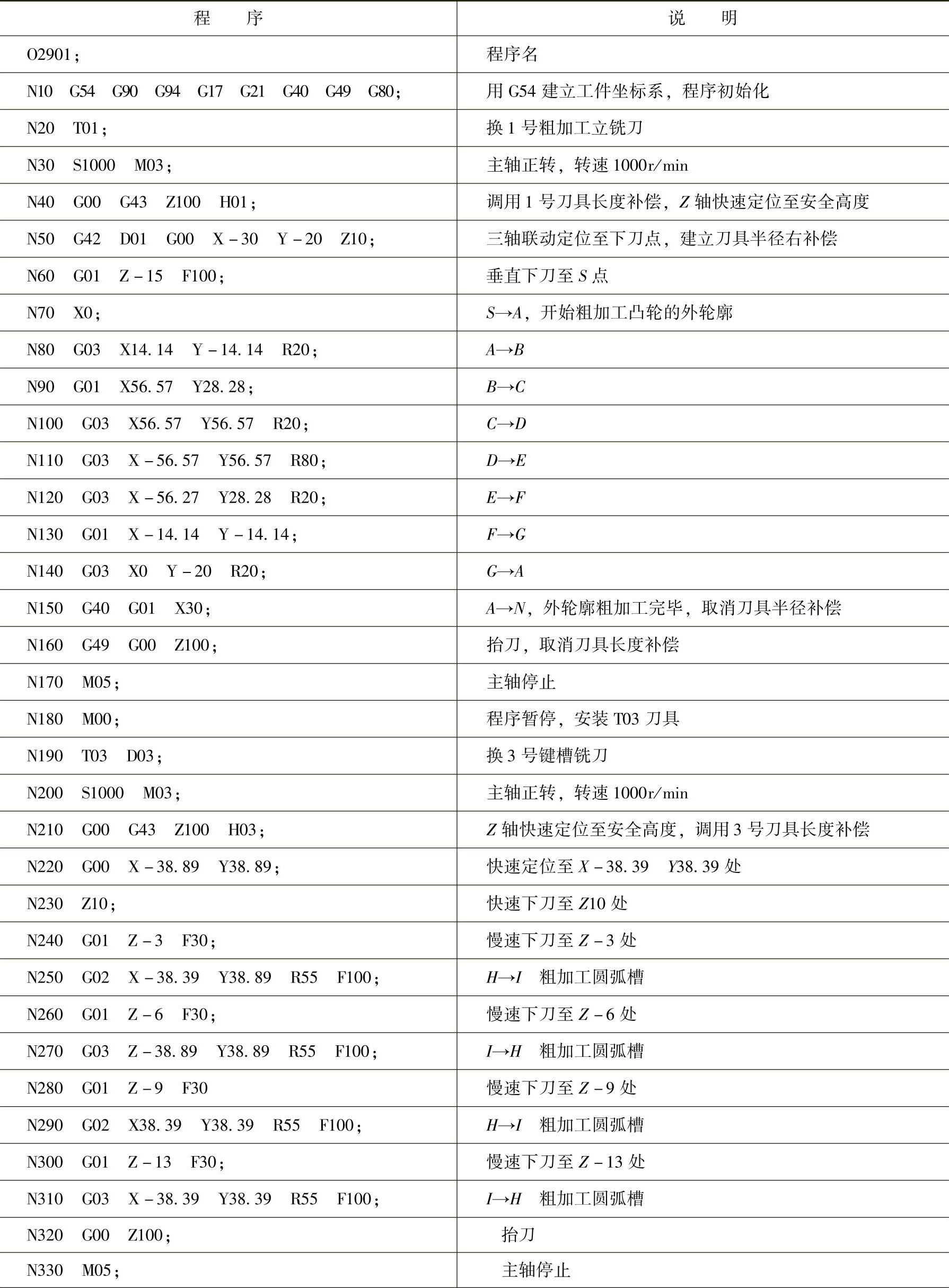
(续)
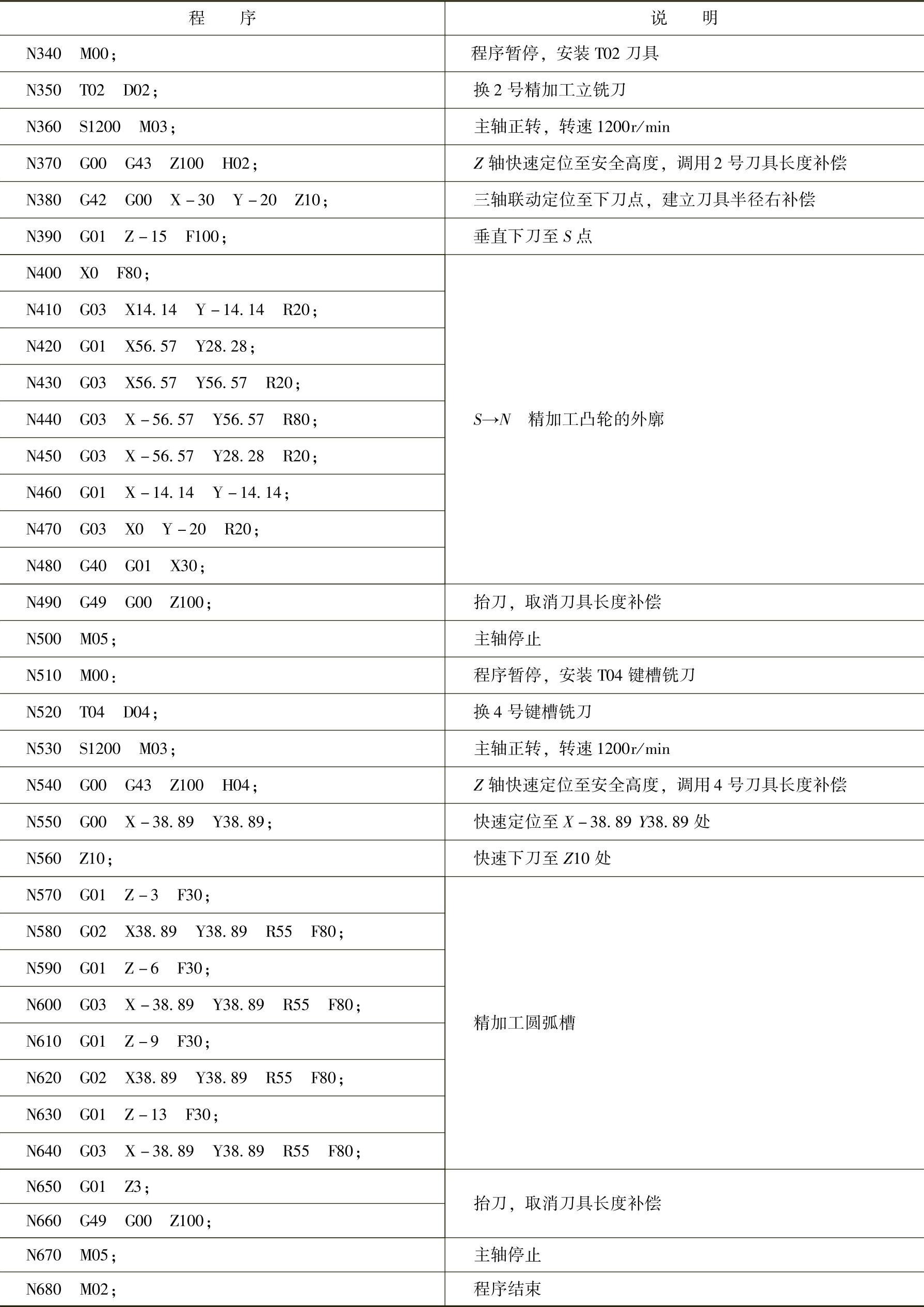
表9-4 加工程序及其说明(SINUMERIK 802D系统)
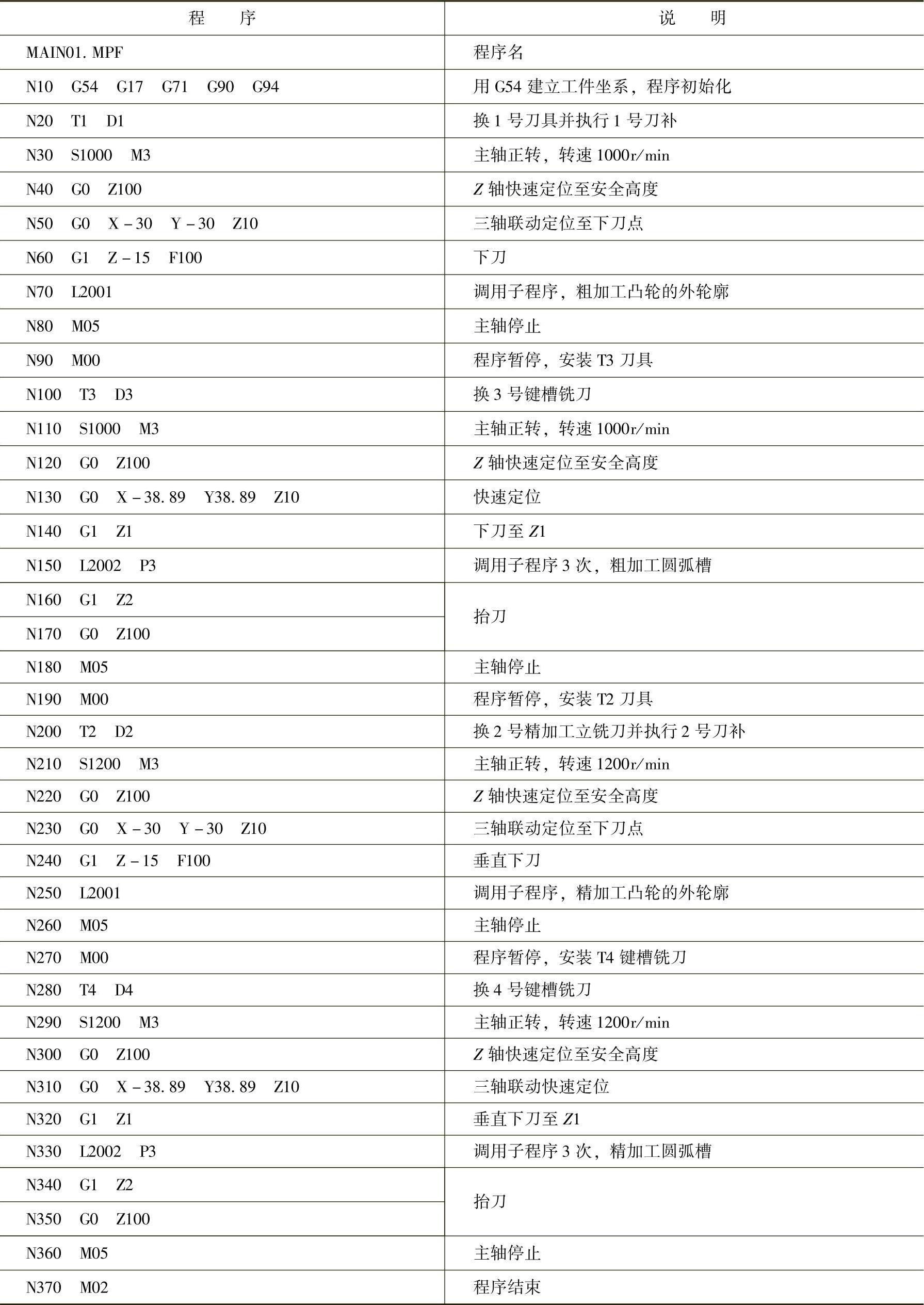
表9-5 加工程序及其说明(SINUMERIK 802D系统)
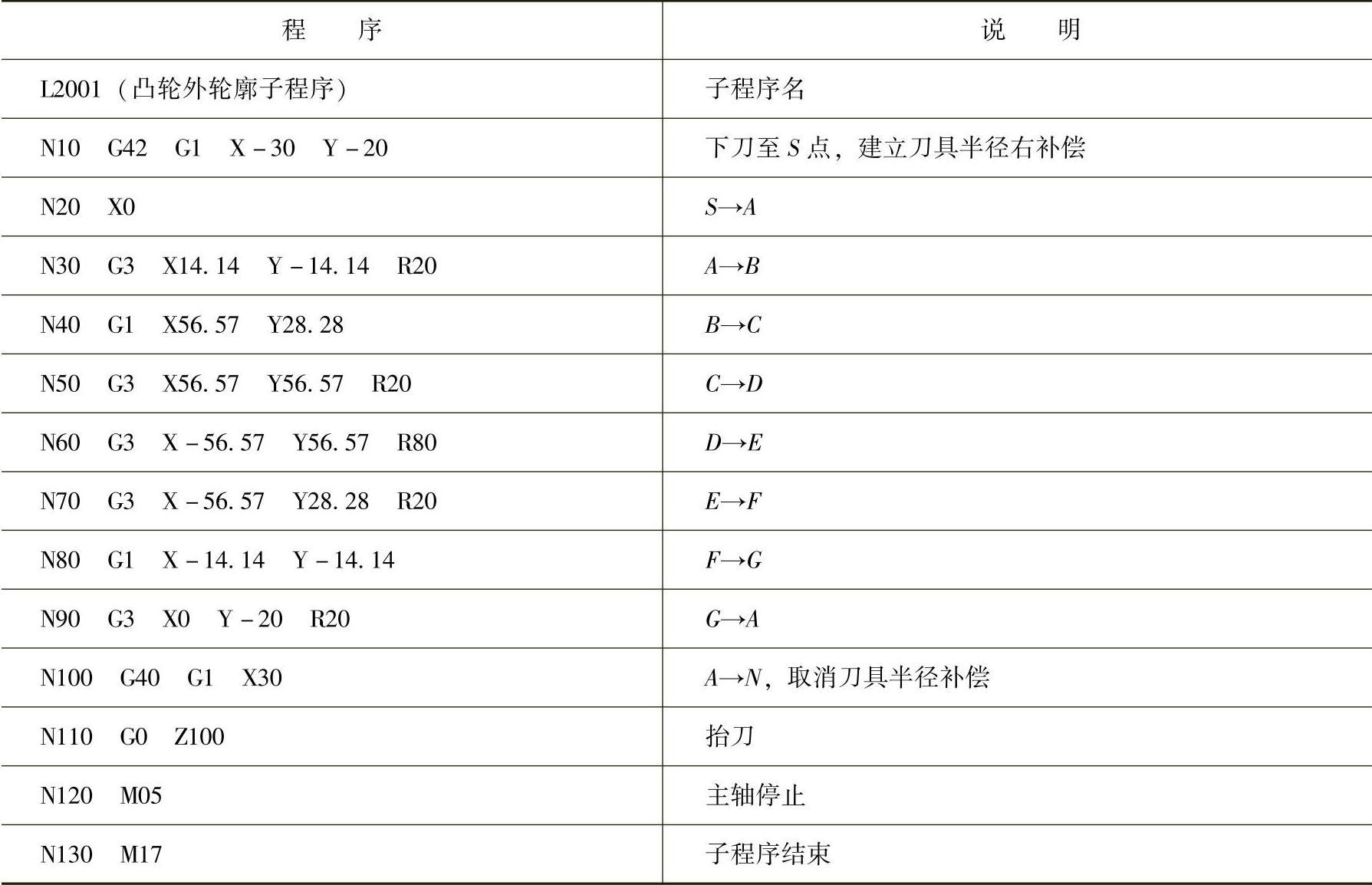
表9-6 加工程序及其说明(SINUMERIK 802D系统)
如果用加工中心加工,只需把手动换刀用自动换刀指令替代即可,即把程序中手动换刀程序段改成自动换刀指令T02 M06,由机械手实现自动换刀。
5.数控加工操作步骤
(1)机床的开机 机床在开机前,应先进行机床的开机前检查。确认没有问题之后,先接通机床总电源,然后接通控制系统电源。此时,在显示屏上应出现机床的初始位置坐标。检查操作面板上的各指示灯是否正常,各按钮、开关是否处于正确位置;显示屏上是否有报警显示;液压装置的压力表是否在正常的范围内等。若有问题应及时处理;若一切正常,就可以进行下面的操作。
(2)回参考点操作 开机正常后,首选应进行手动回参考点(回零)操作。选择“回参考点”方式,先按下 键,再按下
键,再按下 、
、 键,使各坐标轴回到参考点。
键,使各坐标轴回到参考点。
(3)程序的输入与编辑 将编好的加工程序输入数控系统,程序的输入与编辑具体操作详见7.2节(FANUC 0i系统)和7.5节(SINUMERIK 802D系统)。
(4)程序的图形模拟运行 正式运行程序加工零件之前,需要进行图形模拟运行以校验程序。如有错误,则修改程序,直至程序调试正确为止。程序图形模拟运行的具体步骤详见7.2节(FANUC 0i系统)和7.5节(SINUMERIK 802D系统)。
(5)工件的装夹 最好用专用夹具,以ϕ25和ϕ12两孔定位进行装夹。也可使用通用夹具装夹,但需找正以保证两圆连心线与X轴方向平行。
(6)刀具的安装 把铣刀装夹在铣刀刀柄中,然后把铣刀柄装入铣床主轴。如果是加工中心,则要把所有刀具全部装入刀库中。
(7)对刀操作 通过对刀,建立工件坐标系。这里采用寻边器和Z轴设定器对刀。对刀操作具体步骤详见7.3节(FANUC 0i系统)和7.6节(SINUMERIK 802D系统)。
(8)空运行与仿真检验 空运行是指刀具按系统参数指定的速度运行。此时,程序中指定的进给速度无效。空运行一般用来在机床不安装工件的情况下检查刀具运动轨迹是否正确,为安全起见,常把基础坐标系中Z值提高50~100mm后运行程序。具体操作步骤可参见8.1.1节。
仿真检验:用仿真软件在计算机上进行仿真校验,观察加工过程,检验程序是否正确。
(9)零件自动加工步骤
1)FANUC 0i系统:首先在“EDIT”(编辑)方式下选择要运行的加工程序;然后将“方式选择”旋钮置于“MEM”(自动运行)方式;最后按下“循环启动”按钮运行程序。
2)SINUMERIK 802D系统:首先按“自动方式”键选择自动运行方式;其次按“程序管理器”键,用光标键把光标移动到要执行的程序上;然后按软键“执行”来选择要运行的加工程序;最后按下“数控启动”键执行程序,开始零件自动加工。
注意:按“循环启动”键前,应先调整各倍率开关到较小状态,机床正常加工过程中适当调整倍率以保证加工顺利进行。
(10)零件检测 零件加工完后,按图样要求进行检测。首件试切如有误差,应分析产生的原因并加以修改。
(11)加工完毕,清理机床 加工完毕,收好工、量具,清理机床并做好相关收尾工作。
6.安全操作和注意事项
1)应正确安装工件,工件按要求找正后并夹紧。
2)对刀操作要准确熟练,注意手动移动方向及修调进给倍率以免发生撞刀。
3)FANUC 0i系统,本例亦可用子程序编程以简化程序编制,读者可自行一试。
4)当程序执行到M00时,不要手动移动机床,应在停止位置手动换刀,然后继续执行程序。
5)注意观察加工过程,如有意外请及时按下“急停”开关或复位键。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





