键槽铣削
1.零件图样及加工要求
【例8-3】 在数控铣床上加工如图8-10所示零件,毛坯尺寸为160mm×160mm×20mm,材料为45钢。请编写零件加工程序并上机床操作,加工出该零件。
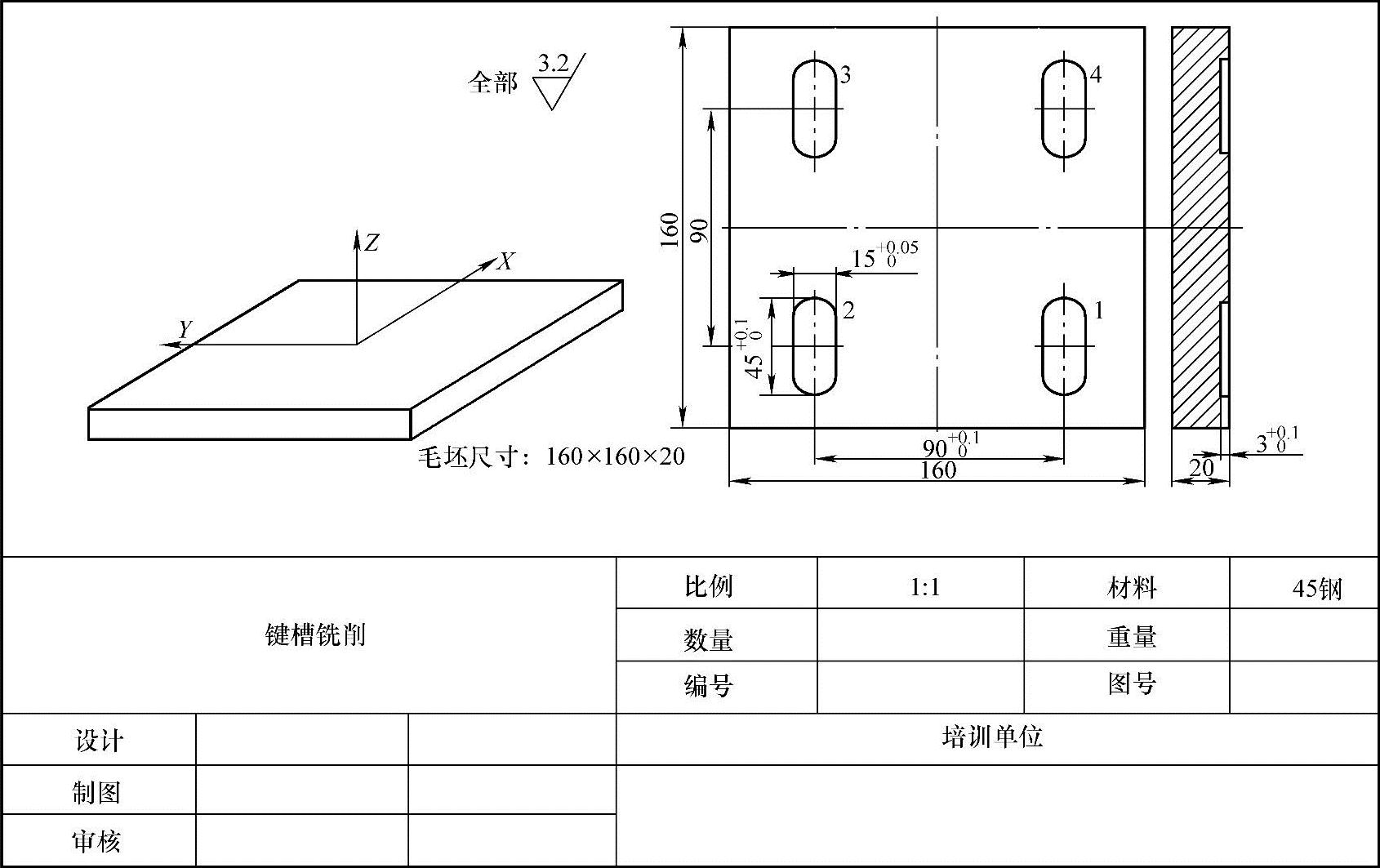
图8-10 键槽铣削零件图
2.工艺分析
(1)零件图分析 该零件铣削4个尺寸完全一样的键槽,可编写成子程序进行调用。分粗、精加工两个阶段。粗加工时调用4次子程序,精加工时调用4次子程序,完成键槽加工。工件坐标系原点设在工件上表面的中心位置,子程序坐标系(局部坐标系)原点设在各槽的几何中心上,Z轴零点在工件的上表面。若用坐标系偏移指令(如可设定的零点偏置G54~G59,可编程的零点偏置G52、TRANS/ATRANS),可将工件坐标系原点偏移到局部坐标系原点上再调用子程序,加工各槽。
(2)加工路线的确定
1)铣削方向的确定 一般采用顺铣以提高表面加工质量。当铣刀沿内轮廓逆时针方向铣削时,刀具旋转方向与工件进给方向一致为顺铣。
2)进给路线 铣削凹槽时仍采用行切和环切相结合的方式进行铣削。本例题由于键槽宽度较小,铣刀沿内轮廓加工一圈即可把槽中余量全部切除,故不需采用行切方式切除槽中多余余量。根据槽尺寸精度、表面粗糙度要求,每个槽分为粗、精加工两个阶段,粗加工时留约0.3mm的精加工余量,然后精加工至尺寸要求。
(3)装夹方案的确定 工件采用平口钳装夹,下用垫铁支承,高出钳口5~10mm,并校平上表面。
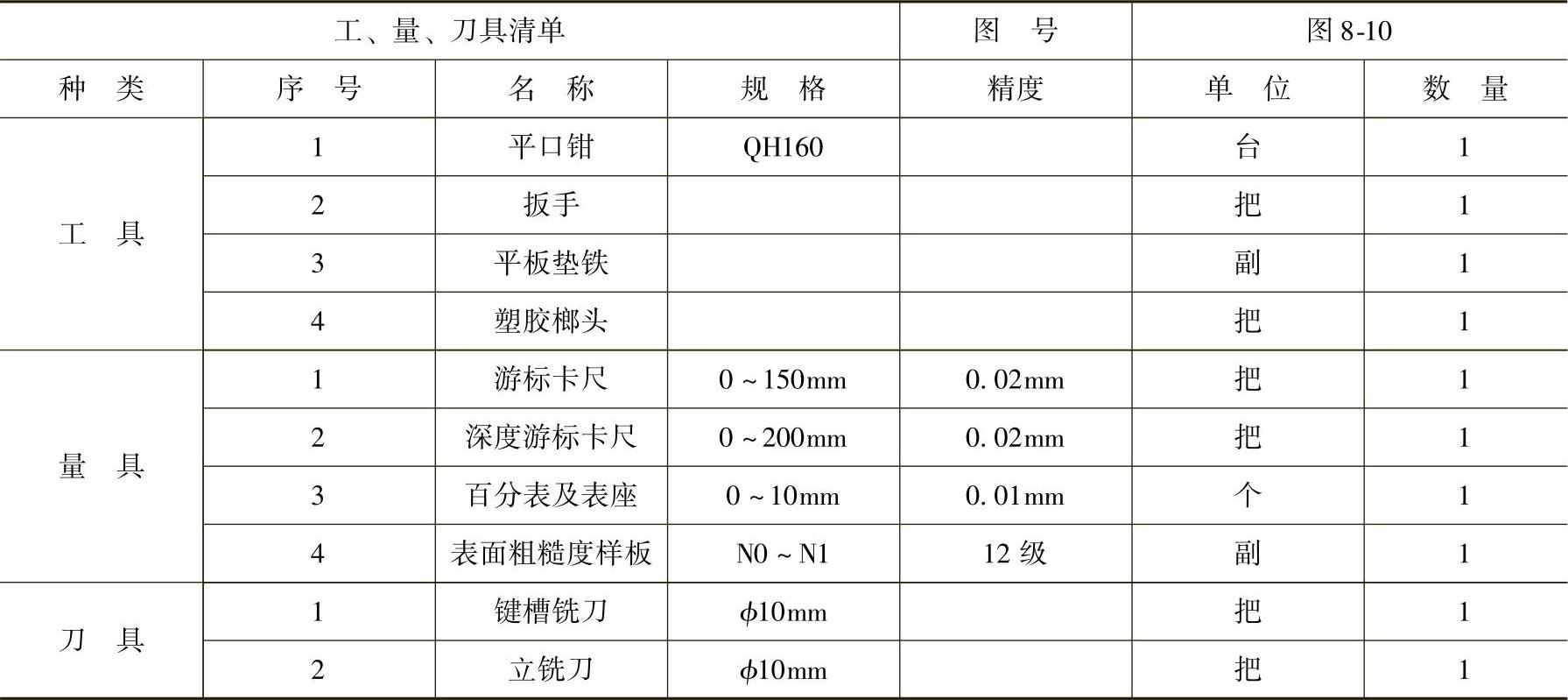
键槽铣削的工具、量具、刀具见表8-11。
(4)刀具的选择 刀具直径选择主要考虑凹槽最小圆弧半径值大小,本例题最小圆弧半径为7.5mm,所选铣刀直径应小于等于ϕ15mm,这里选用ϕ10mm铣刀。粗加工用键槽铣刀,精加工时用能垂直下刀的立铣刀或用键槽铣刀代替。工件材料为45钢,铣刀材料用高速钢铣刀。
表8-11 键槽铣削的工、量、刀具
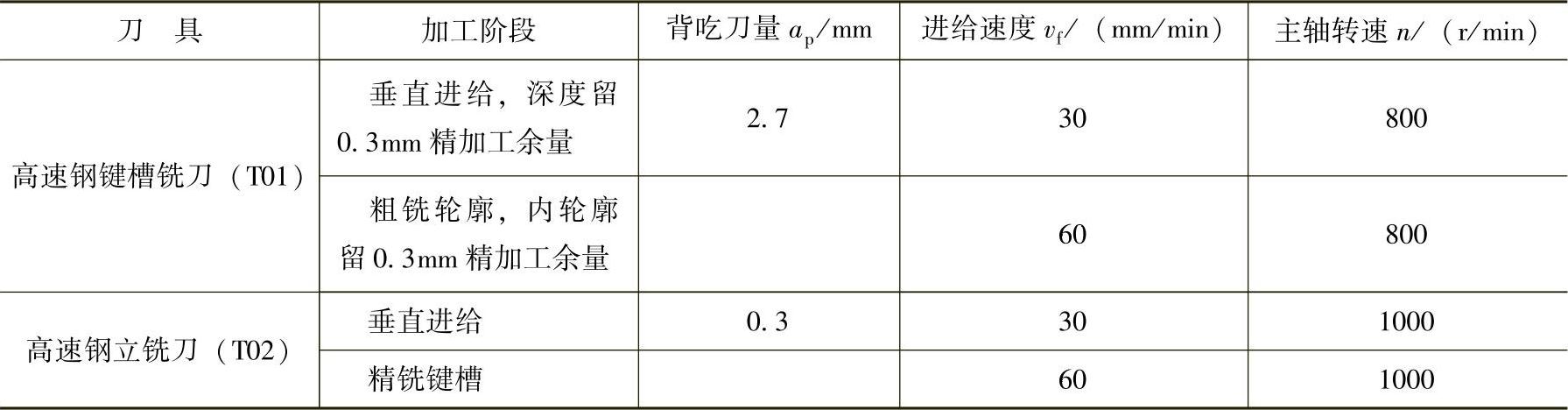
(5)切削用量的选择 根据被加工零件质量要求、工件材料、刀具材料以及加工的不同阶段等选取合适的切削用量。该工件材料为45钢,粗铣背吃刀量除留0.3mm精加工余量外,其余一刀切除;切削速度(主轴转速)可适当高些,进给速度30~100mm/min,垂直进给速度相应要选择小些。切削用量选择具体见表8-12。
表8-12 粗、精铣平面内轮廓的切削用量
(6)工件坐标系原点的选择 根据工件坐标系原点选择原则,工件坐标系X、Y零点应建立在工件几何中心上,Z轴零点设置在工件的上表面;子程序坐标系(局部坐标系)X、Y零点建立在键槽几何中心上,Z轴零点仍设置在工件的上表面。
(7)数值计算 各键槽几何中心在工件坐标系中的坐标见表8-13,亦即坐标系偏移指令所设定的偏移值。
表8-13 各键槽几何中心点坐标

子程序中局部坐标系原点为键槽几何中心,局部坐标系中各基点A、B、C、D(见图8-11)在局部坐标系中的坐标值见表8-14。
表8-14 子程序中各基点在局部坐标系中的坐标

3.程序编制
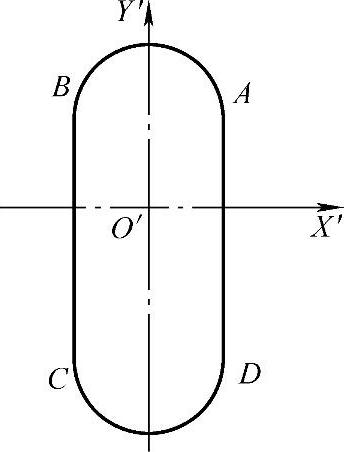
图8-11 键槽各基点
零件加工程序及其说明见表8-15~表8-18。本例题主程序用了多种编程方法。表8-15中的主程序1是不用坐标系偏移指令直接编程的,表8-16中的主程序2是FANUC 0i-MB/MC系统采用坐标系偏移指令编程的,表8-17中的主程序3是SINUMERIK 802D系统采用坐标系偏移指令编程的,表8-18是子程序。
表8-15 主程序1及其说明
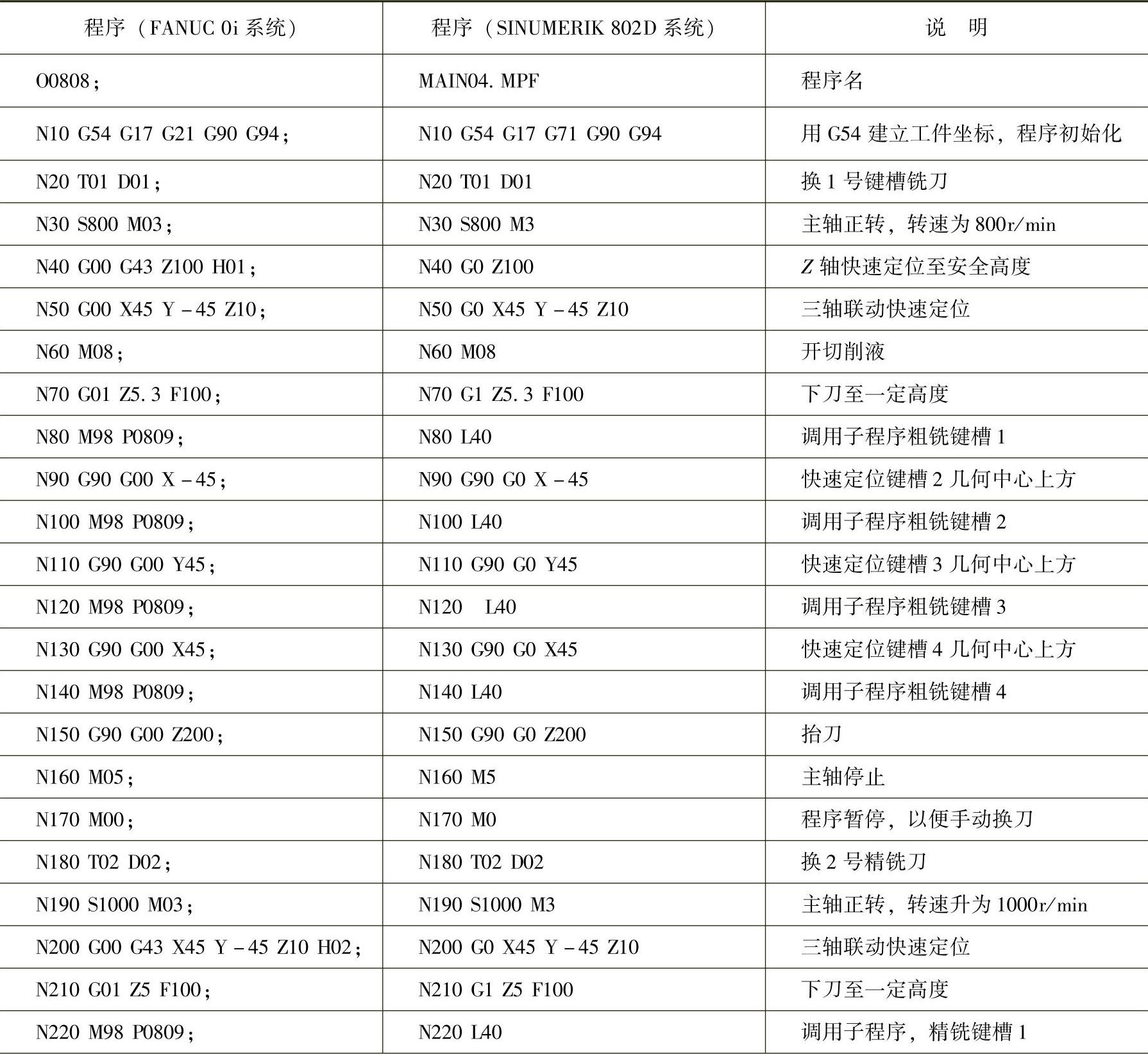
(续)

表8-16 主程序2及其说明
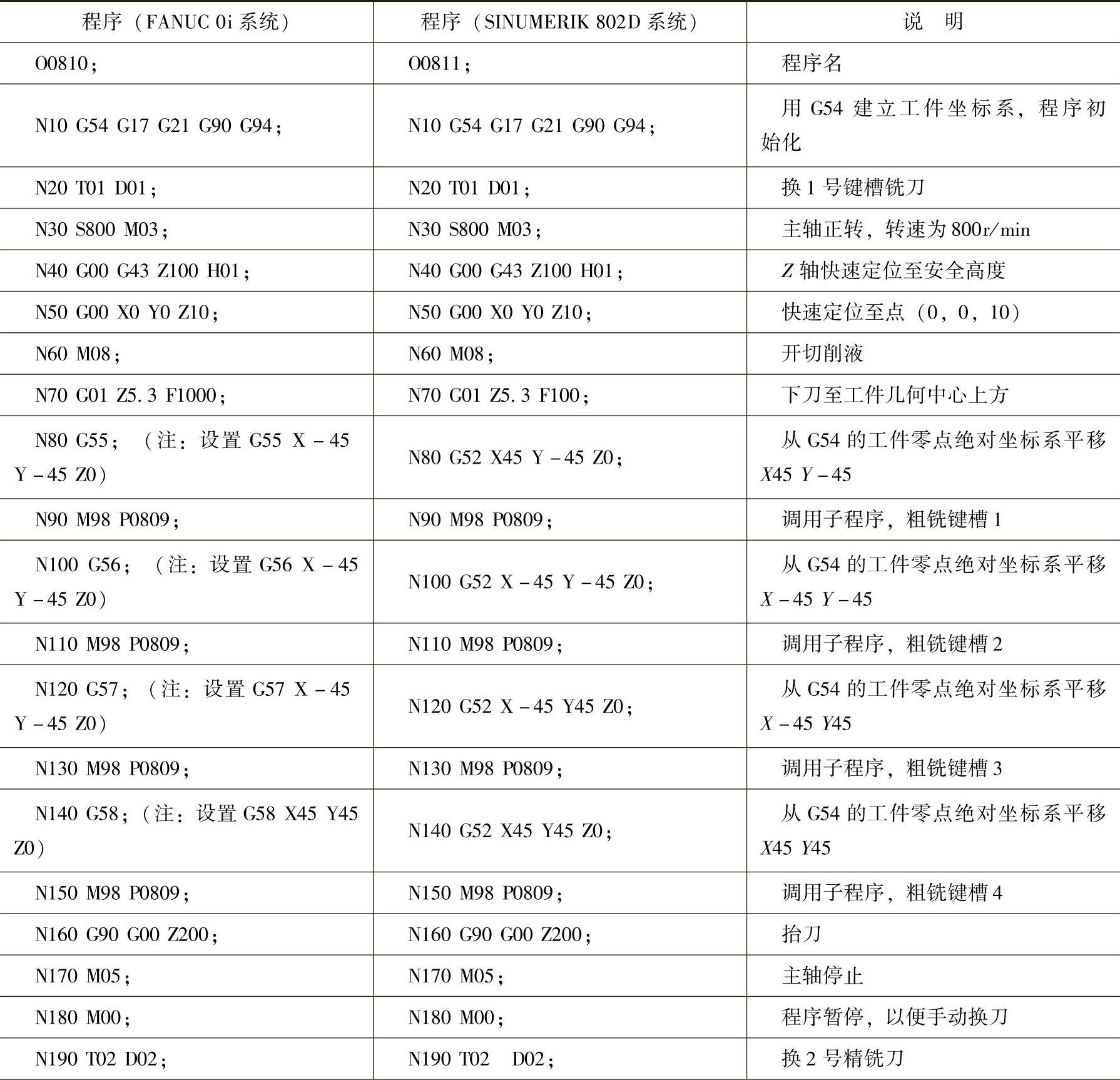
(续)
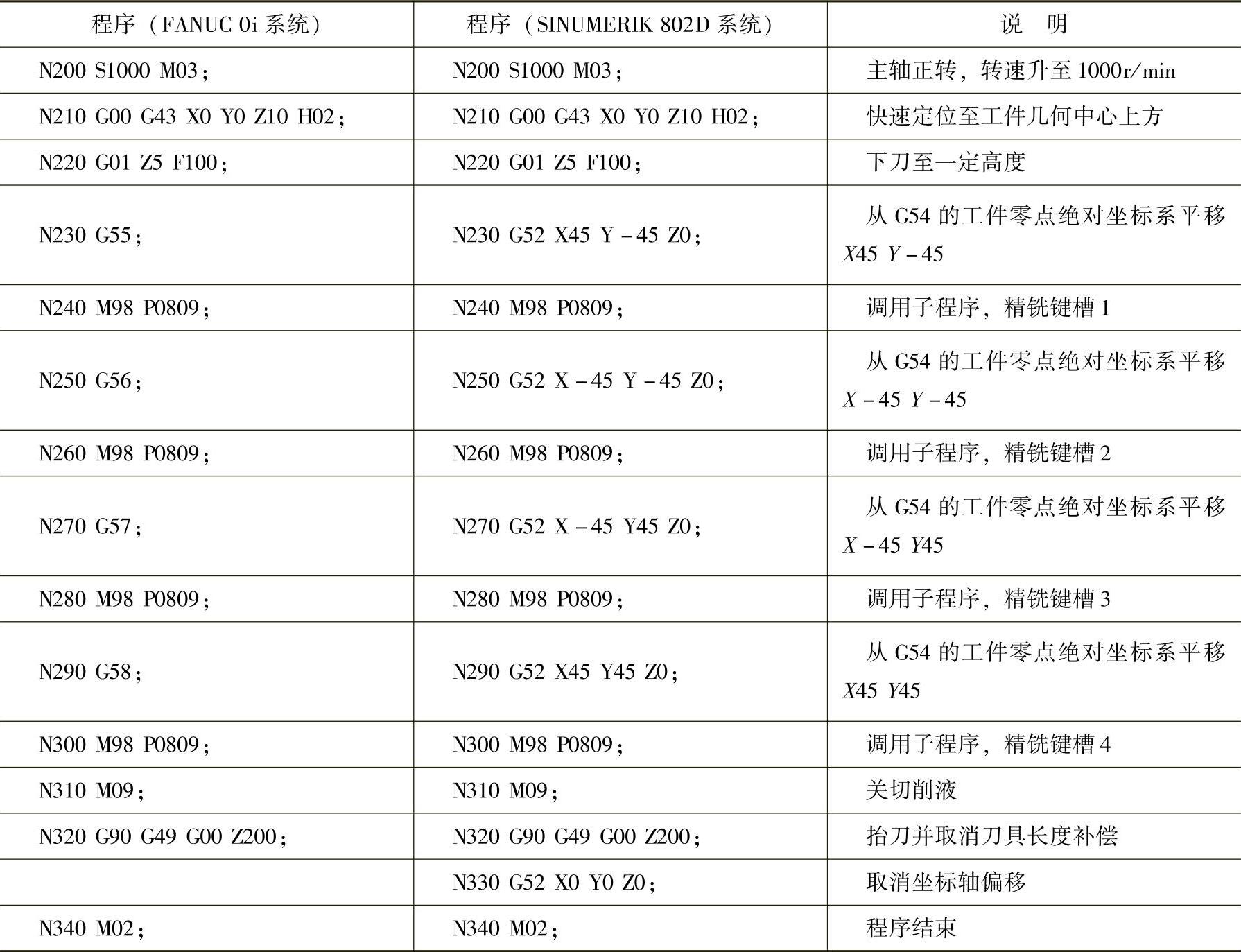
表8-17 主程序3及其说明
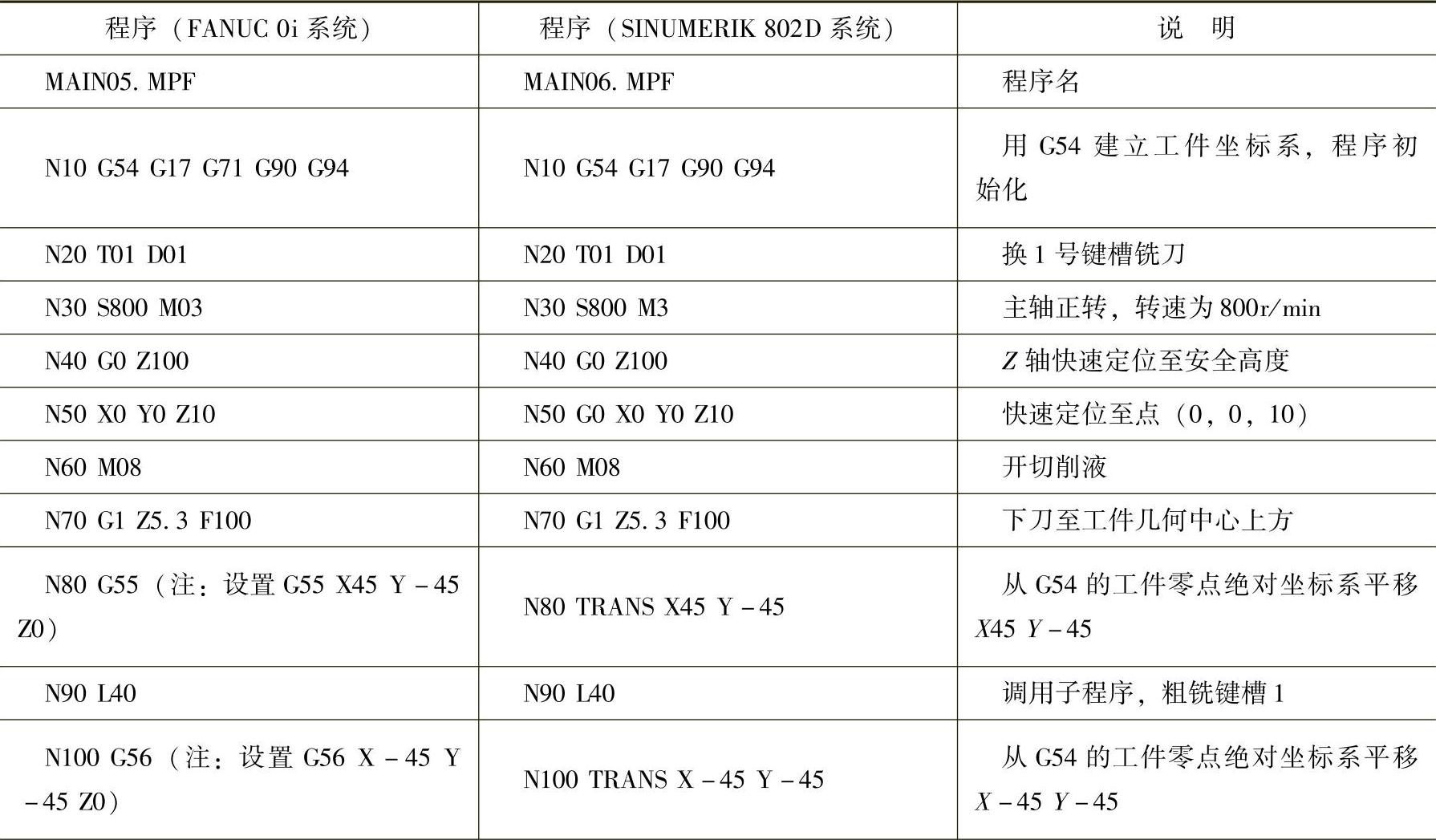
(续)
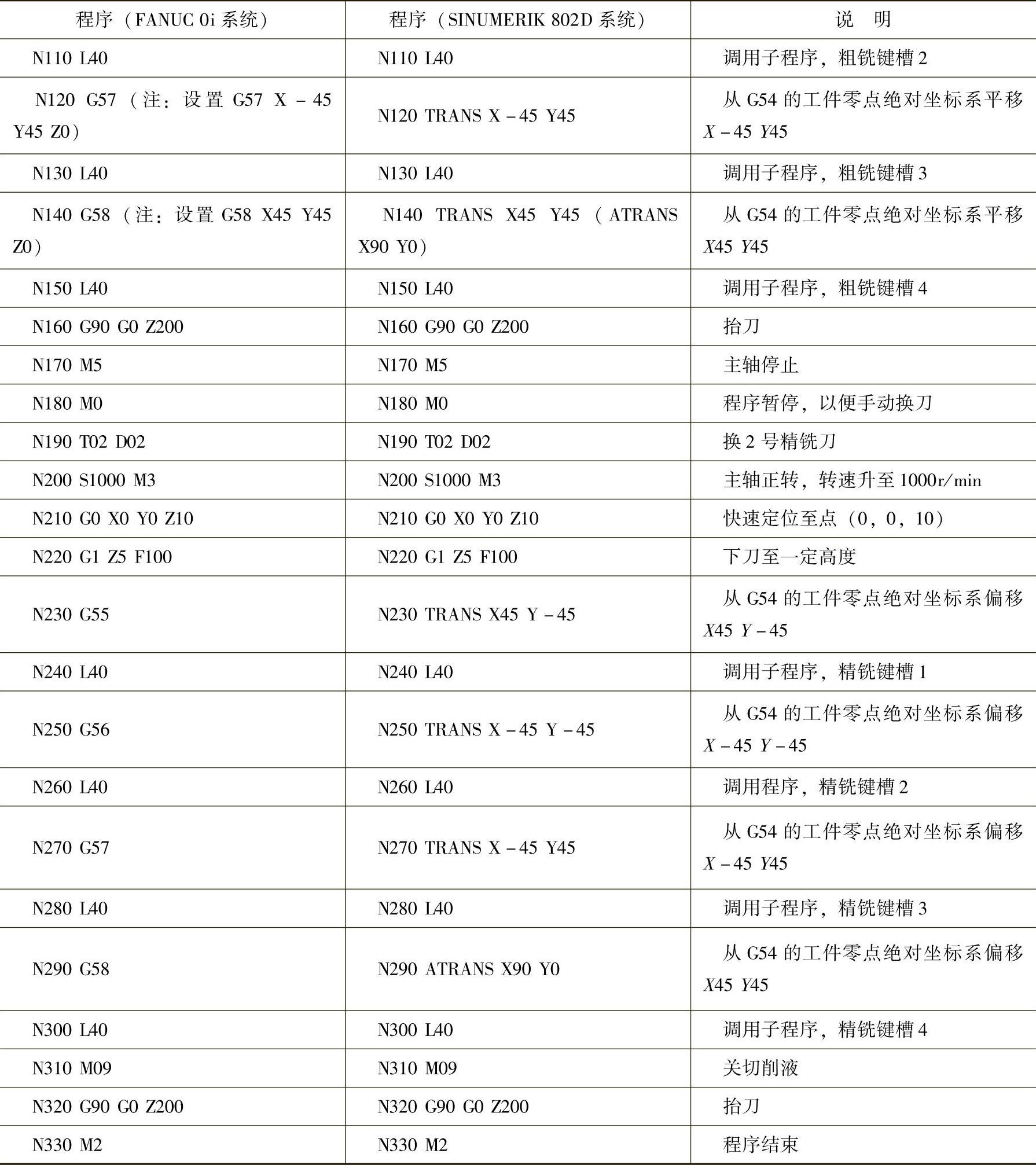
表8-18 子程序及其说明(https://www.daowen.com)

(续)

如果用加工中心加工,只需把手动换刀用自动换刀指令替代即可,即把主程序中手动换刀程序段改成自动换刀指令T02 M06,由机械手实现自动换刀。
4.数控加工操作步骤
(1)机床的开机 机床在开机前,应先进行机床检查,确认没有问题之后,先接通机床总电源,然后接通控制系统电源,此时在显示屏上应出现机床的初始位置坐标;检查操作面板上的各指示灯是否正常,各按钮、开关是否处于正确位置;显示屏上是否有报警显示;液压装置的压力表是否在正常的范围内等。若有问题应及时处理;若一切正常,就可以进行下面的操作。
(2)回参考点操作 开机正常后,首先应进行手动回参考点(回零)操作。选择“回参考点”方式,先按下键,再按下、键,使各坐标轴回到参考点。
(3)程序的输入与编辑 将编好的加工程序输入数控系统,程序的输入与编辑具体操作详见7.2节(FANUC 0i系统)和7.5节(SINUMERIK 802D系统)。
(4)程序的图形模拟运行 正式运行程序加工零件之前,需要进行图形模拟运行以校验程序。如有错误,则修改程序,直至程序调试正确为止。程序图形模拟运行的具体步骤详见7.2节(FANUC 0i系统)和7.5节(SINUMERIK 802D系统)。
(5)工件的装夹 采用平口钳进行装夹。平口钳装夹在铣床工作台上,用百分表校正其位置;工件装夹在平口钳上,底部用垫铁垫起,使工件伸出钳口5~10mm,用百分表校平上表面并夹紧。
(6)刀具的安装 采用两把铣刀,一把粗加工键槽铣刀,一把为精加工立铣刀(可垂直下刀)或精加工键槽铣刀,通过弹簧夹头把铣刀装夹在铣刀刀柄中,然后分别把粗、精加工铣刀柄装入铣床主轴;如果是加工中心,则要把粗、精铣刀全部装入刀库中。
(7)对刀操作 通过对刀,建立工件坐标系。
1)X、Y向对刀。X、Y方向采用试切法对刀,将机床坐标系原点偏置到工件坐标系原点上。通过对刀操作得到X、Y零偏值,并输入到G54中。
2)Z向对刀。测量各把刀的刀位点从参考点到工件上表面的机床坐标系Z值,分别输入到对应的刀具长度补偿中,供加工时调用。注意:此时G54中的Z值为“0”。
(8)空运行与仿真检验 空运行是指刀具按系统参数指定的速度运行,此时,程序中指定的进给速度无效。空运行一般用来在机床不安装工件的情况下检查刀具运动轨迹是否正确。为安全起见,常把基础坐标系中Z值提高50~100mm后运行程序。
1)法那科系统空运行。设置好机床中刀具半径补偿值,把基础坐标系中Z方向值变为“+50”,打开程序,选择“MEM”(自动运行)工作方式,按下“空运行”按钮,按“循环启动”按钮执行程序,适当调小进给倍率以降低进给速度,检查刀具运动轨迹是否正确。
若用机床锁住功能空运行,刀具不再移动,但显示器上各轴坐标在变化,就像刀具在运动一样。如果再使辅助功能锁住有效,则M、S、T功能代码被禁止输出并且不能执行,仅运行一遍程序而已,一般用于程序的图形模拟运行。
空运行结束后,应取消空运行并使机床解锁、辅助功能锁住无效,基础坐标系中Z值恢复为“0”。
2)西门子系统空运行。设置好机床中刀具半径补偿值,打开程序选择“AUTO”(自动运行)方式,按下软键“程序控制”,设置“空运行进给”和“程序测试”有效,按下“数控启动”键,观察程序运行情况。
注意:空运行时也可使机床机械锁定或向所选工件坐标系如G54中的Z坐标中输入“+50”,在自动运行方式下启动程序,适当降低进给速度,检查刀具运动轨迹是否正确。若在机床机械锁住状态下,空运行结束后必须重新回参考点;若在更改G54的Z坐标状态下,空运行结束后应将Z坐标恢复为“0”,机床不需重新回参考点。
3)仿真检验 用仿真软件在计算机上进行仿真检验,观察加工过程,检验程序是否正确。
(9)零件自动加工与精度控制
1)零件自动加工具体步骤
①FANUC 0i系统:首先在“EDIT”(编辑)方式下选择要运行的加工程序;然后将“方式选择”旋钮置于“MEM”(自动运行)方式;最后按下“循环启动”按钮运行程序。
②SINUMERIK 802D系统:首先按“自动方式”键选择自动运行方式;按“程序管理器”键;用光标键把光标移动到要执行的程序上;按软键“执行”来选择要运行的加工程序;最后按下“数控启动”键执行程序,开始零件自动加工。
2)零件精度控制的具体做法。加工时先安装粗加工铣刀进行粗加工,然后换成精加工铣刀进行精加工。
①精加工时,精加工余量由设置刀具半径补偿控制,即用ϕ10mm键槽铣刀粗铣时,机床中刀具半径补偿值T01 D01输入5.3mm,轮廓留0.3mm精加工余量。深度方向精加工余量由程序控制,例如在程序中,深度方向通过设定Z值为-2.7mm,即可留0.3mm深度方向精加工余量。
②精加工时,刀具半径补偿值应设置合理,深度方向的长度补偿值或长度磨损量设置也应合理。本例题精加工时刀具T02 D02半径补偿值可设为5.1mm,运行完精加工程序后,测量轮廓实际尺寸,根据测量结果重新修调刀具半径补偿值。其具体做法如下:例如测槽宽15+0.050mm实际尺寸为14.80mm,比图样尺寸小了0.2~0.25mm,单边小0.1~0.125mm,取中间值为0.113mm,则要把T02D02刀具半径补偿值修改为5.1mm-0.113mm=4.987mm,然后重新运行精加工程序即可控制轮廓尺寸精度。同理,深度尺寸也是根据实测结果重新修改长度补偿值或长度磨损量来控制深度尺寸精度。
(10)零件检测 零件加工完后,按图样要求进行检测。首件试切如有误差,应分析产生的原因并加以修改。
(11)加工完毕,清理机床 加工完毕,收好工具、量具,清理机床并做好相关收尾工作。
5.安全操作和注意事项
1)两种系统坐标系偏移指令有多种,注意它们之间的异同。
2)在粗、精加工不同阶段应注意对刀具半径补偿、长度补偿的设定与修改。
3)槽宽尺寸过小无法采用圆弧切入、切出时,则采用沿轮廓法向进刀方法切入,切出、切入、切出点选择在轮廓交点上较好。
4)工件装夹在平口钳上应用百分表校平上表面,否则深度尺寸难以控制。当然,也可在对刀前手动或编程用面铣刀铣平上表面。
5)安装铰刀时要用百分表校正铰刀,否则影响铰孔直径。
6)铰孔时应加润滑液以保证铰孔质量。
7)用铣刀铣孔时,应选择垂直下刀的螺旋下刀方式。
8)铣孔时应采用顺铣以保证加工质量。
9)铣孔试切对刀时应准确找出铣孔的中心位置,保证试切一周切削均匀。
10)铣孔刀对刀时,工件零点偏置可以直按借用前道工序中应用麻花钻或铣刀测量得到的X、Y值,Z值通过试切对刀获得。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






