1.概述
(1)进入自动加工操作步骤
1)按“自动方式”键 选择自动运行方式。
选择自动运行方式。
2)屏幕上显示“自动方式”状态图,显示位置、主轴值、刀具值以及当前的程序段,如图7-41所示。
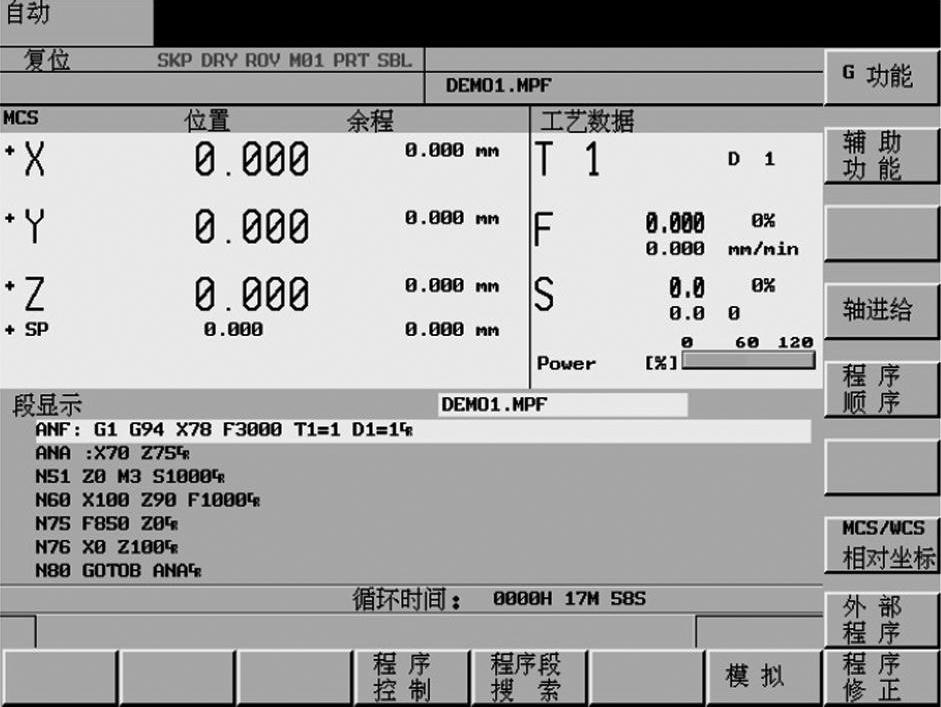
图7-41 自动方式“程序控制”窗口
(2)软键含义
 :按此键显示所有用于选择程序控制方式的软键(如程序段跳跃,程序测试)。
:按此键显示所有用于选择程序控制方式的软键(如程序段跳跃,程序测试)。
 :在程序测试方式下,所有到进给轴和主轴的给定值被禁止输出,此时给定值区域显示当前运行数值。
:在程序测试方式下,所有到进给轴和主轴的给定值被禁止输出,此时给定值区域显示当前运行数值。
 :进给轴以空运行设定数据中的设定参数运行。执行空运行时,进给速度编程指令无效。
:进给轴以空运行设定数据中的设定参数运行。执行空运行时,进给速度编程指令无效。
 :程序在执行到有MO1指令的程序段时,停止运行。
:程序在执行到有MO1指令的程序段时,停止运行。
 :程序运行到前面有斜线标志的程序段时,跳过不予执行(比如:“/N160”)。
:程序运行到前面有斜线标志的程序段时,跳过不予执行(比如:“/N160”)。
 :此功能生效时,零件程序逐段运行。每个程序段逐段解码,在程序段结束时有一暂停。但是,没有空运行进给的螺纹程序段为例外,螺纹程序段运行结束后才会产生一暂停。单段功能只有处于程序复位状态时才可以选择。
:此功能生效时,零件程序逐段运行。每个程序段逐段解码,在程序段结束时有一暂停。但是,没有空运行进给的螺纹程序段为例外,螺纹程序段运行结束后才会产生一暂停。单段功能只有处于程序复位状态时才可以选择。
 :按“快速修调”键,修调开关对于快速进给也生效。
:按“快速修调”键,修调开关对于快速进给也生效。
 :按“退出”键,退出当前正在执行的窗口。
:按“退出”键,退出当前正在执行的窗口。
 :使用“程序段搜索”功能可以找到程序中任意一个程序段。
:使用“程序段搜索”功能可以找到程序中任意一个程序段。
 :程序段搜索,计算照常进行。在程序段搜索时,与正常程序方式下一样计算照常进行,但坐标轴不移动。
:程序段搜索,计算照常进行。在程序段搜索时,与正常程序方式下一样计算照常进行,但坐标轴不移动。
 :程序段搜索,直至程序段终点位置。在程序段搜索时,与正常程序方式下一样计算照常进行,但坐标轴不移动。
:程序段搜索,直至程序段终点位置。在程序段搜索时,与正常程序方式下一样计算照常进行,但坐标轴不移动。
 :程序段搜索,不进行计算。在程序段搜索期间不执行计算功能。
:程序段搜索,不进行计算。在程序段搜索期间不执行计算功能。
 :光标定位到中断点所在的主程序段,在子程序中自动设定搜索目标。
:光标定位到中断点所在的主程序段,在子程序中自动设定搜索目标。
 :搜索键,提供“行查找”和“文本查找”功能。
:搜索键,提供“行查找”和“文本查找”功能。
 :利用线图可以显示编程的刀具轨迹。(www.daowen.com)
:利用线图可以显示编程的刀具轨迹。(www.daowen.com)
 :在此可以修改错误的程序,所有修改会立即被存储。
:在此可以修改错误的程序,所有修改会立即被存储。
 :打开G功能窗口,显示所有有效的G功能。每个G功能分配在一个功能组下,并在窗口中占有一固定位置。通过操作“向上翻页”键或“向下翻页”键,可以显示其他的G功能,如图7-42所示。
:打开G功能窗口,显示所有有效的G功能。每个G功能分配在一个功能组下,并在窗口中占有一固定位置。通过操作“向上翻页”键或“向下翻页”键,可以显示其他的G功能,如图7-42所示。
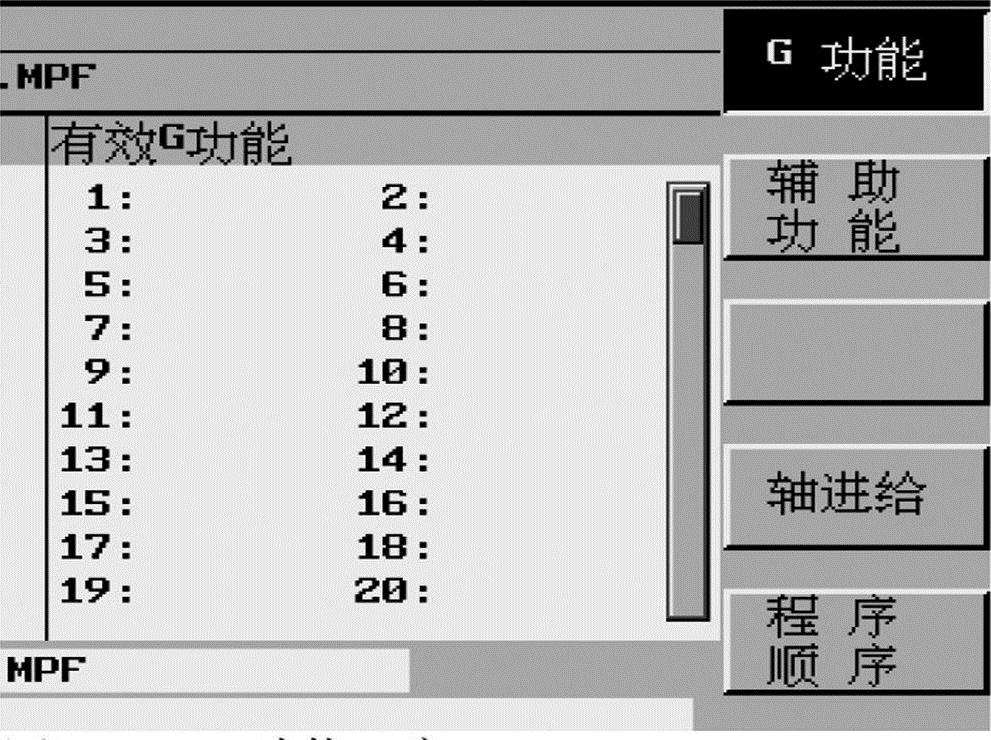
图7-42 “G功能”窗口
 :在此窗口显示所有有效的辅助功能和M功能。再按此键,关闭窗口。
:在此窗口显示所有有效的辅助功能和M功能。再按此键,关闭窗口。
 :按此键显示轴进给窗口。再按此键,关闭窗口。
:按此键显示轴进给窗口。再按此键,关闭窗口。
 :从7段程序转换到3段程序。
:从7段程序转换到3段程序。
 :操作此键可以分别选择机床坐标系、工件坐标系或相对坐标系中的实际值。
:操作此键可以分别选择机床坐标系、工件坐标系或相对坐标系中的实际值。
 :外部程序可以通过RS232接口传送到控制系统,然后按NC启动键后立即执行。
:外部程序可以通过RS232接口传送到控制系统,然后按NC启动键后立即执行。
2.选择并启动零件程序——“加工”操作区
在启动程序之前必须调整好系统和机床,安装好工件和刀具,同时必须注意安全操作机床。
操作步骤:
1)按“自动方式”键选择自动运行方式。
2)按“程序管理器”键,显示出系统中所有的程序。
3)用光标键把光标移动到要执行的程序上。
4)用“执行”软键选择待运行的加工程序,被选择的程序名显示在屏幕区“程序名”下。
5)如果有必要,你可以用“程序控制”软键确定程序的运行状态,如图7-43所示。
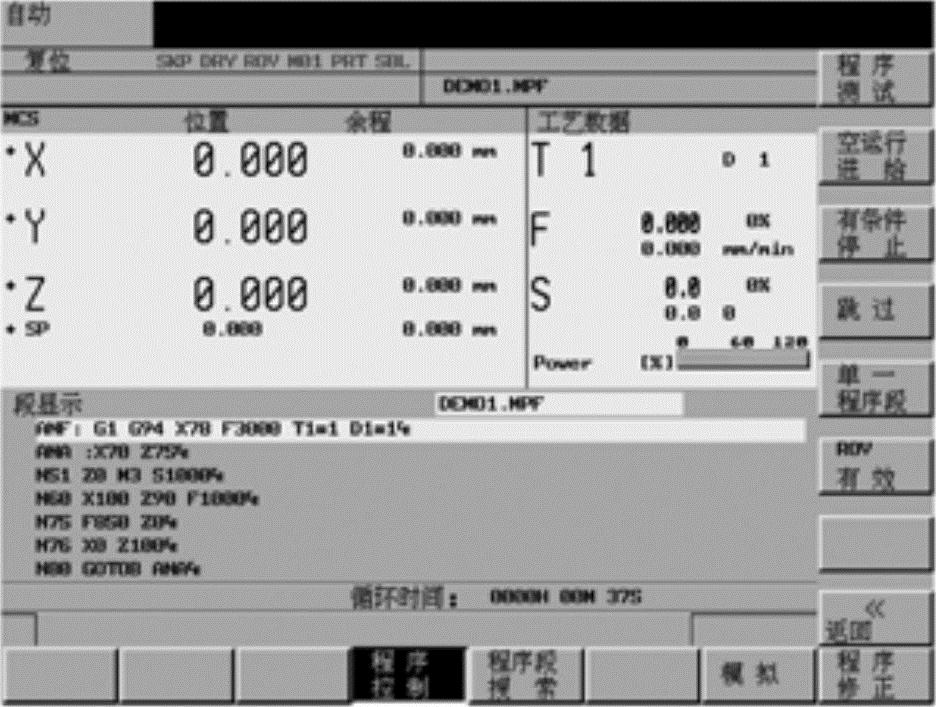
图7-43 “程序控制”窗口
6)按下“数控启动”键 执行零件程序。
执行零件程序。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





