NC程序在运行时,是按照程序段的输入顺序来运行的,与所写程序段号的大小无关。有时零件的加工程序比较复杂,涉及一些逻辑关系,这时可以通过输入程序跳转指令来改变程序执行顺序,以实行程序的分支运行。
程序跳转指令有两种:一种是绝对跳转,另一种是有条件跳转。经常用到的是有条件跳转指令。5.11.1 绝对跳转
1.指令格式
GOTOF Label; 无条件向前跳转(向程序结束的方向跳转)到标记符Label处执行程序
GOTOB Label; 无条件向后跳转(向程序开始的方向跳转)到标记符Label处执行程序
2.绝对跳转编程举例
【例5-35】 绝对跳转编程举例,如图5-64所示。
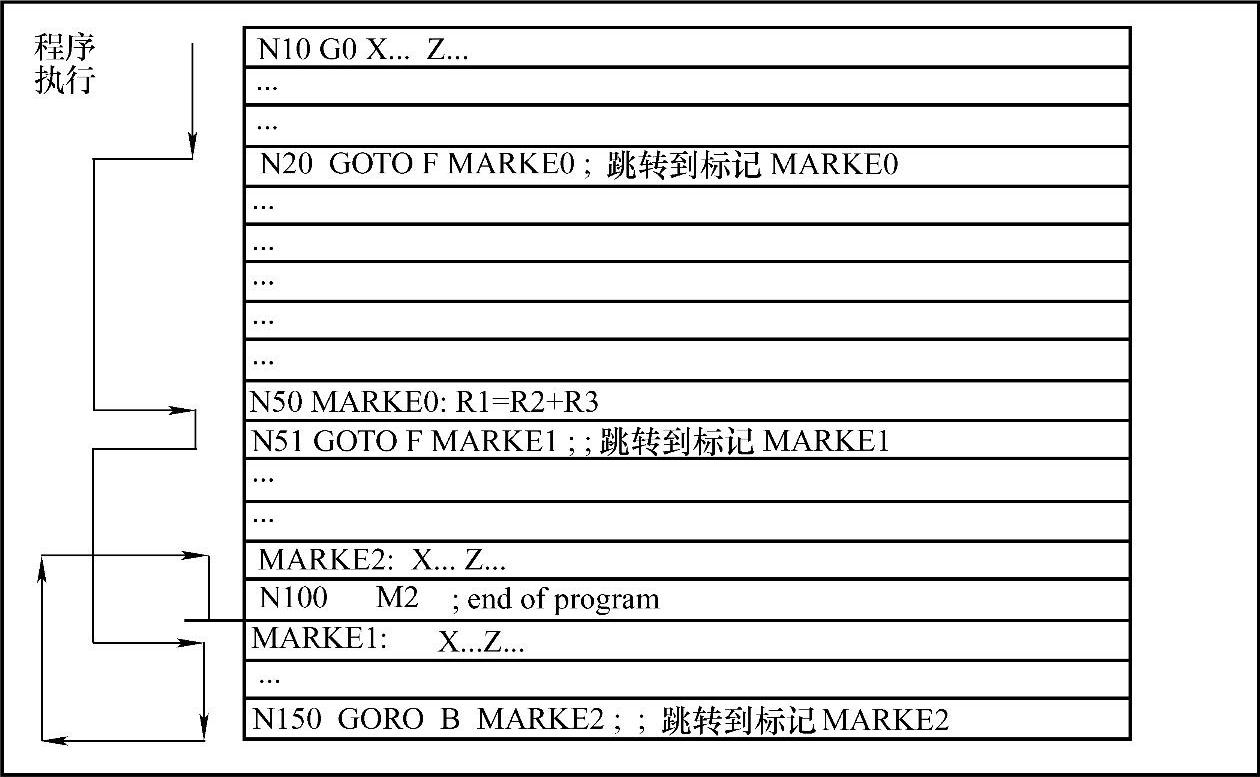
图5-64 绝对跳转编程举例
5.11.2 有条件跳转
1.指令格式
IF条件GOTOF Label;如果程序运行到满足程序段中所列条件,则向前跳转(向程序结束的方向跳转)到标记符Label处执行程序。
IF条件GOTOB Label;如果程序运行到满足程序段中所列条件,则向后跳转(向程序开始的方向跳转)到标记符Label处执行程序。
标记要确定跳转到的程序段(即跳转目标)位置;此节有标记符的程序段必须位于该程序之内。标记符可以自由选取,但必须由2~8个字母或数字组成,其中开始两个符号必须是字母或下划线;跳转目标程序段中的标记符后面必须为冒号;标记符位于程序段段首;如果程序段有程序,则标记符紧跟着段号。
在条件表达式中经常用到的逻辑关系符号见表5-41。
表5-41 逻辑关系符号

2.程序跳转举例(https://www.daowen.com)
【例5-36】 圆弧上点的移动,如图5-65所示。
已知:起始角: 30° R1
圆弧半径: 32mm R2
位置间隔: 10° R3
点数: 11 R4
圆心位置,Z轴方向: 50mm R5
圆心位置,X轴方向: 20mm R6
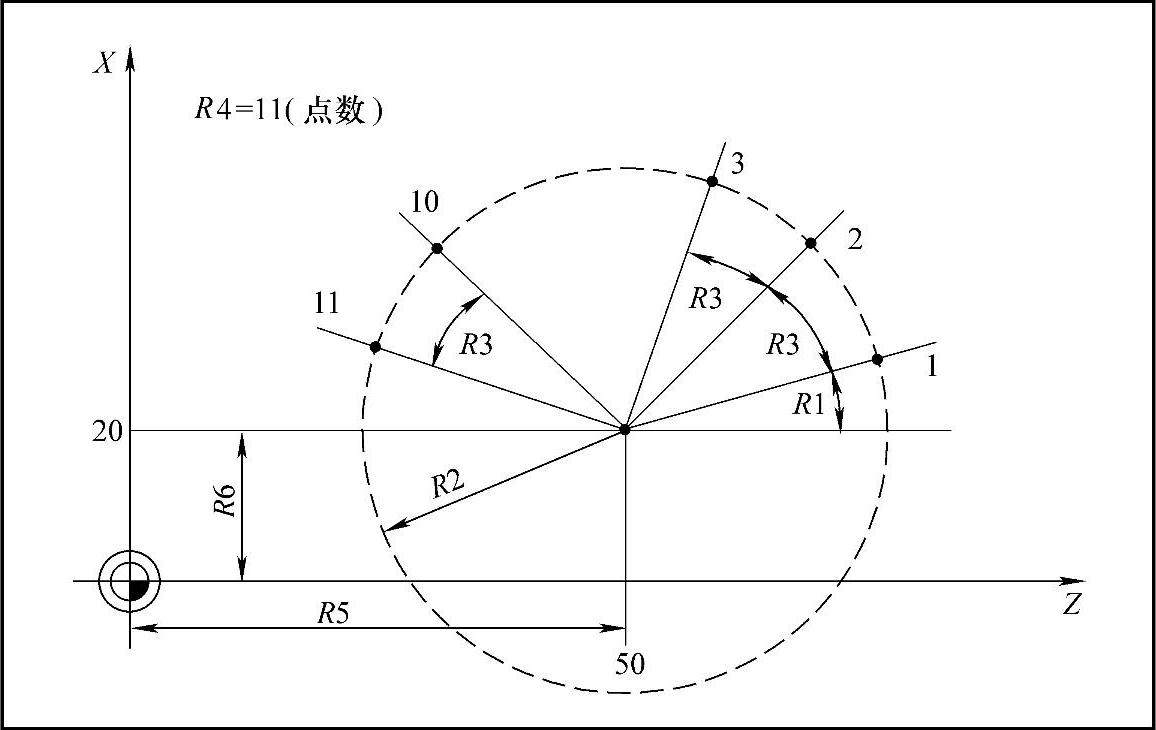
图5-65 圆弧上点的移动
加工程序及其说明如下:
N10 R1=30 R2=32 R3=10 R4=11 R5=50 R6=20;赋初始值
N20 MA1:G0 Z-R2*COS(R1)+R5
X=R2*SIN(R1)+R6; 坐标轴X和Z的数值计算并进行赋值
N30 R1=R1+R3 R4=R4-1; R1增加R3角度,R4减小数值1
N40 IF R4>0 GOTOB MA1; 如果R4>0,则重新执行N20,否则运行N50
N50 M2; 程序结束
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





