1.铰孔(镗孔1循环)指令CYCLE85
(1)编程格式
CYCLE85(RTP,RFP,SDIS,DP,DPR,DTB,FFR,RFF)
(2)参数说明 CYCLE85参数及其说明见表5-33。
表5-33CYCLE85参数及其说明

(3)CYCLE85铰孔1的运动顺序(图5-52)
CYCLE85的运动顺序同CYCLE82,其区别仅在于返回时CYCLE85以进给速度返回。
1)Z轴快速(G0)到达安全间隙之前的平面即安全平面。
2)Z轴以G1并且按参数FFR所编程的进给速度钻削至最终的钻孔深度。
3)最后钻孔深度时的停顿时间。
4)Z轴以G1插补RFF所编程的进给速度退回至安全间隙之前的平面,即安全平面。
5)Z轴快速(G0)返回至返回平面RTP。
(4)指令功能 刀具按编程的主轴速度和进给率钻孔,直至到达定义的最后钻孔深度。向内和向外移动的进给率分别是参数FFR和RFF的值。
(5)编程举例

图5-52 在CYCLE85循环中的运动顺序和参数
【例5-29】 CYCLE85编程举例,如图5-53所示。程序及其说明见表5-34。
表5-34CYCLE85铰孔举例

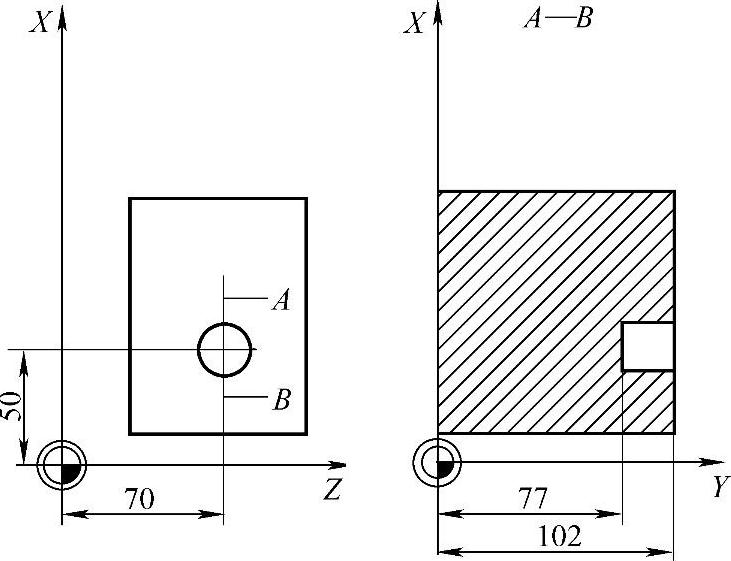
图5-53 CYCLE85编程举例
2.镗孔2循环指令CYCLE86
(1)编程格式
CYCLE86(RTP,RFP,SDIS,DP,DPR,DTB,SDIR,RPA,RPO,RPAP,POSS)
(2)参数说明 CYCLE86参数及其说明见表5-35。
表5-35CYCLE86参数及其说明

(3)CYCLE86镗孔循环的运动顺序(图5-54)
1)使用G0回到安全间隙前的参考平面。
2)循环调用前使用G1及所编程的进给率移到最终钻孔深度处。
3)最后钻孔深度处的停顿时间。
4)定位主轴停止在POSS下编程的位置。
5)使用G0在三个轴方向上返回。
6)使用G0在镗孔轴方向返回到安全间隙前的参考平面。
7)使用G0退回到退回平面(平面的两个轴方向上的初始钻孔位置)。
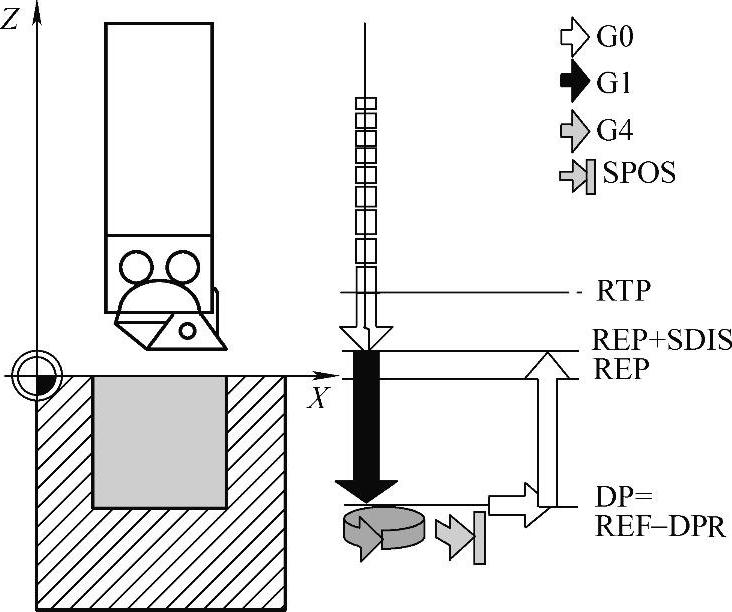
图5-54 在CYCLE86循环中的运动顺序和参数
(4)指令功能 刀具按照编程的主轴速度和进给率进行钻孔,直至到达最后钻孔深度。镗孔时,一旦到达钻孔深度,便激活了定位主轴停止功能。然后,主轴从返回平面快速回到编程的返回位置。
(5)编程举例
【例5-30】 CYCLE86镗孔2循环举例,加工尺寸如图5-45所示。程序见表5-36。(www.daowen.com)
表5-36CYCLE86镗孔2循环举例

3.带停止镗孔(镗孔3)循环指令CYCLE87
(1)编程格式
CYCLE87(RTP,RFP,SDIS,DP,DPR,SDIR)
(2)参数说明 CYCLE87参数及其说明见表5-37。
表5-37CYCLE87参数及其说明

(3)CYCLE87镗孔的运动顺序(图5-55)
1)Z轴快速(G0)到达安全间隙之前的平面即安全平面。
2)Z轴以G1插补及所编程进给速度进给至最终的钻孔深度。
3)最后钻孔深度处的停顿时间。
4)主轴停止和程序停止(M5、M0)。程序停止后,按NCSTART键继续。
5)Z轴快速(G0)返回至返回平面RTP。
(4)指令功能 刀具按编程的主轴速度和进给率钻孔,直至到达定义的最后钻孔深度。带停止钻孔循环指令时,到达最后钻孔深度会产生无方向M5的主轴停止和已编程的停止。按NCSTART键快速移动退回,直至到达返回平面。
(5)编程举例
【例5-31】 CYCLE87镗孔3循环举例,加工尺寸如图5-45所示。程序见表5-38。
表5-38CYCLE87镗孔3循环举例


图5-55 在CYCLE87循环中的运动顺序和参数
4.带停止镗孔(镗孔4)循环指令CYCLE88
(1)编程格式
CYCLE88(RTP,RFP,SDIS,DP,DPR,DTB,SDIR)
(2)参数说明 CYCLE88参数及其说明见表5-39。
表5-39CYCLE88参数及其说明

(3)CYCLE88钻孔的运动顺序(图5-56)
1)Z轴快速(G0)到达安全间隙之前的平面即安全平面。
2)Z轴以G1插补及所编程进给速度进给至最终的钻孔深度。
3)最后钻孔深度处的停顿时间。
4)主轴停止和程序停止(M5、M0)。程序停止后,按NC START键继续。
5)Z轴快速(G0)返回至返回平面RTP。
(4)指令功能 刀具按编程的主轴速度和进给率进行钻孔,直至到达所定义的最后钻孔深度。带停止钻孔指令时,到达最后钻孔深度会产生无方向M5的主轴停止和已编程的停止。按NCSTART键快速移动退回,直至到达返回平面。
(5)编程举例
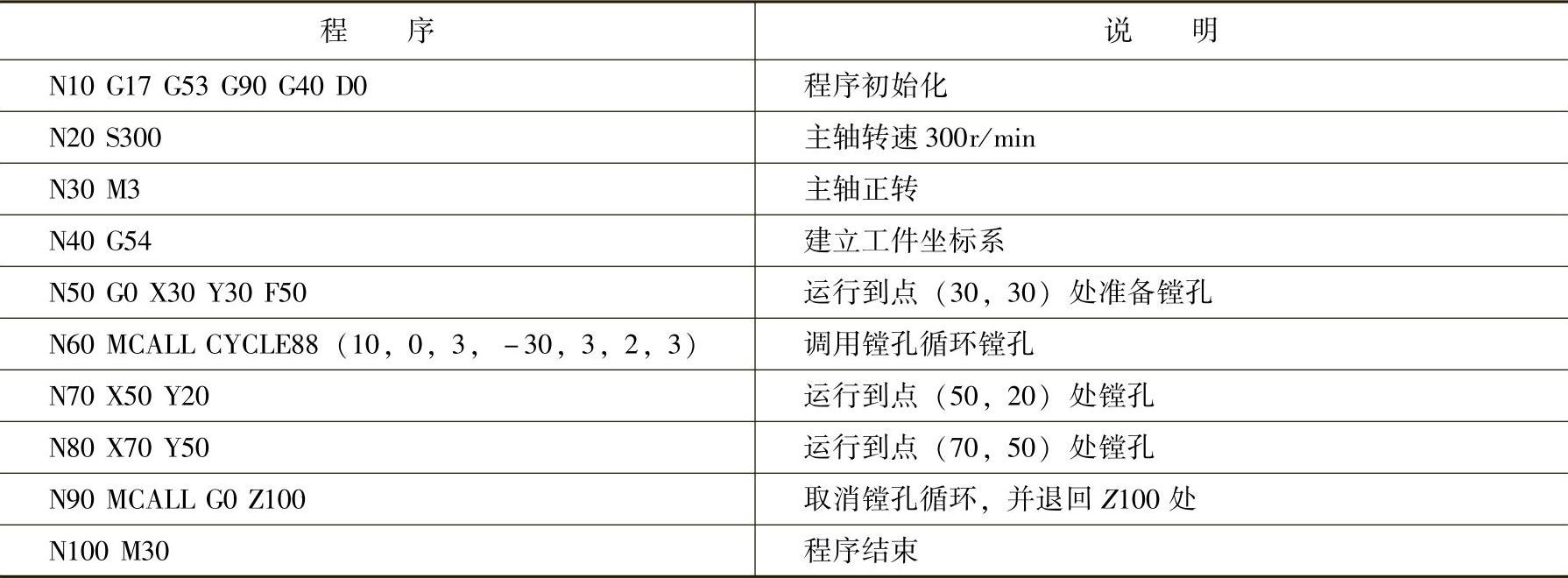
【例5-32】 CYCLE88镗孔4循环举例,加工尺寸如图5-45所示。程序及其说明见表5-40。
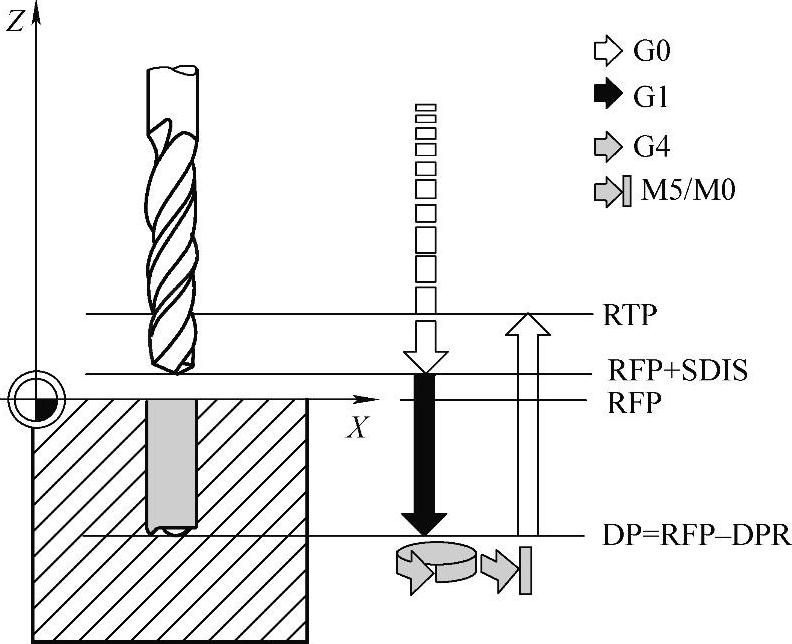
图5-56 在CYCLE88循环中的运动顺序和参数
表5-40CYCLE88镗孔4循环举例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





