1.刚性攻螺纹循环指令CYCLE84
(1)编程格式
CYCLE84(RTP,RFP,SDIS,DP,DPR,DTB,SDAC,MPIT,PIT,POSS,SST,SST1)
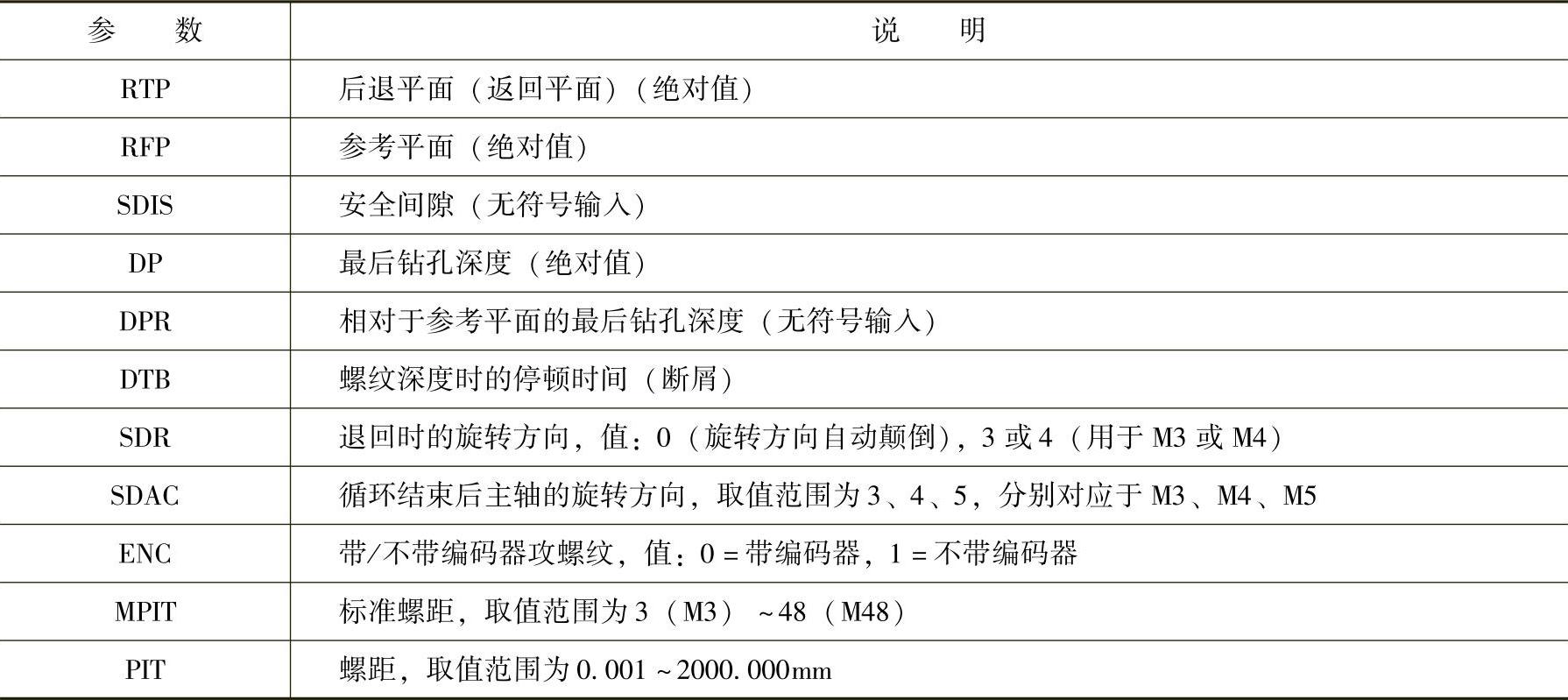
(2)参数说明 CYCLE84参数及其说明见表5-30。
(3)CYCLE84刚性攻螺纹的运动顺序(图5-50)
①Z轴快速(G0)到达安全间隙之前的平面即安全平面。
②定位主轴停止(值在参数POSS中)以及将主轴转换为进给模式。
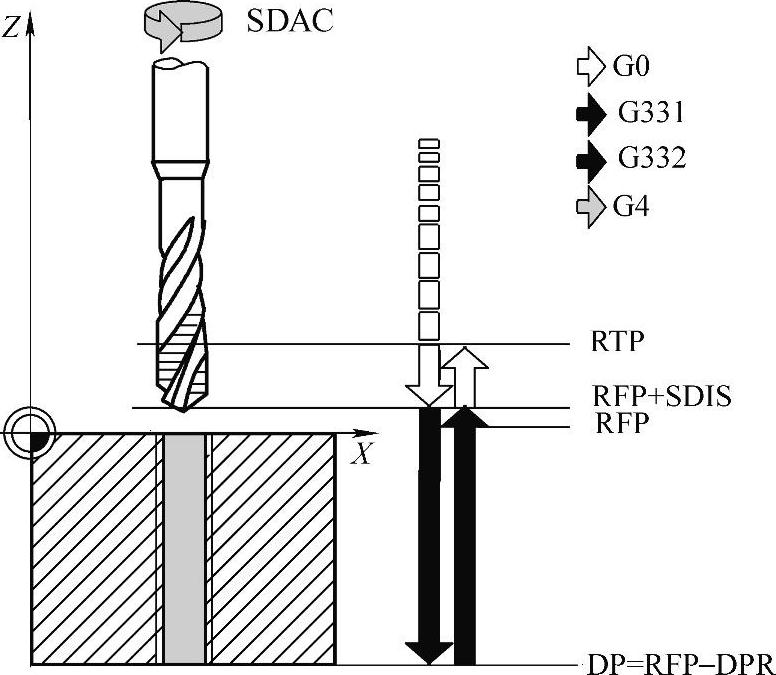
图5-50 在刚性攻螺纹(CYCLE84)循环中的运动顺序和参数
③Z轴以攻螺纹进给速度SST进给至底平面DP。
④底面暂停DTB确定的时间。
⑤Z轴以返回速度SST1到达安全间隙之前的平面即安全平面。
⑥Z轴以G0速度和SDAC确定的主轴旋转方向返回至返回平面RTP。
表5-30CYCLE84参数及其说明

(4)指令功能 刀具以编程的主轴速度和进给率进行钻削直至定义的最终螺纹深度。CY- CLE84可以用于刚性攻螺纹。
(5)编程举例
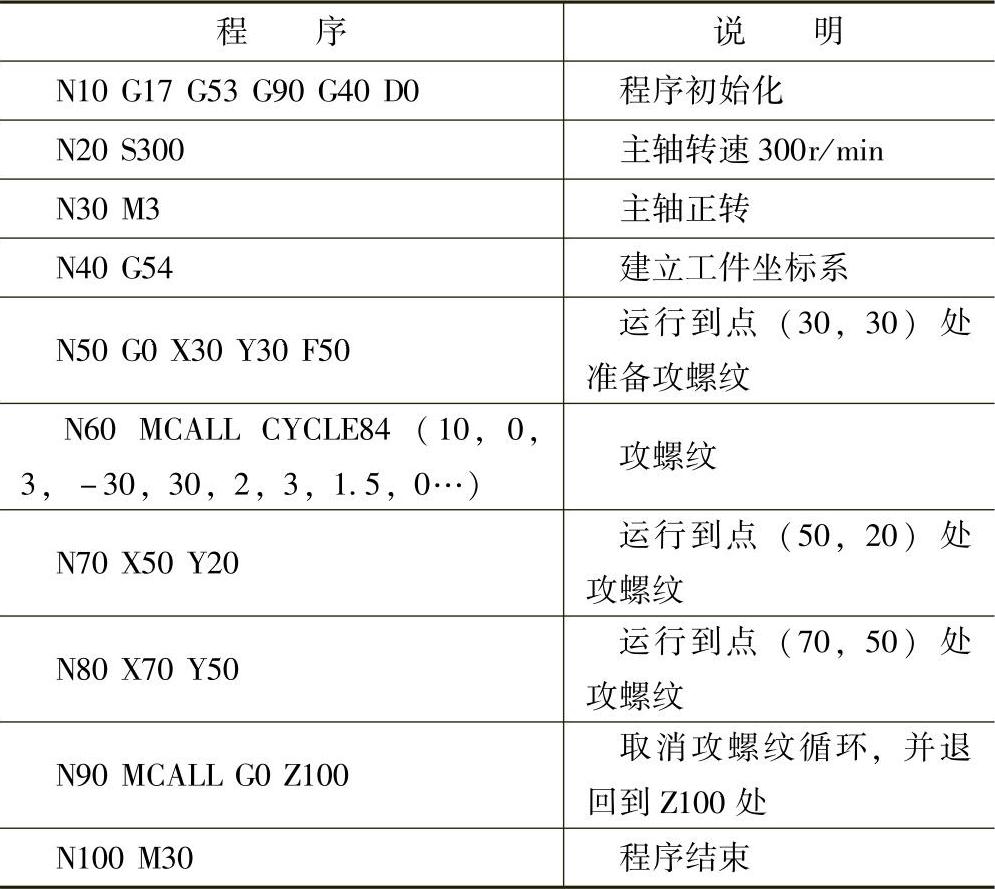
【例5-27】 CYCLE84刚性攻螺纹循环举例。对于图5-51的刚性攻螺纹,其程序见表5-31。
表5-31CYCLE84刚性攻螺纹循环举例
 (www.daowen.com)
(www.daowen.com)
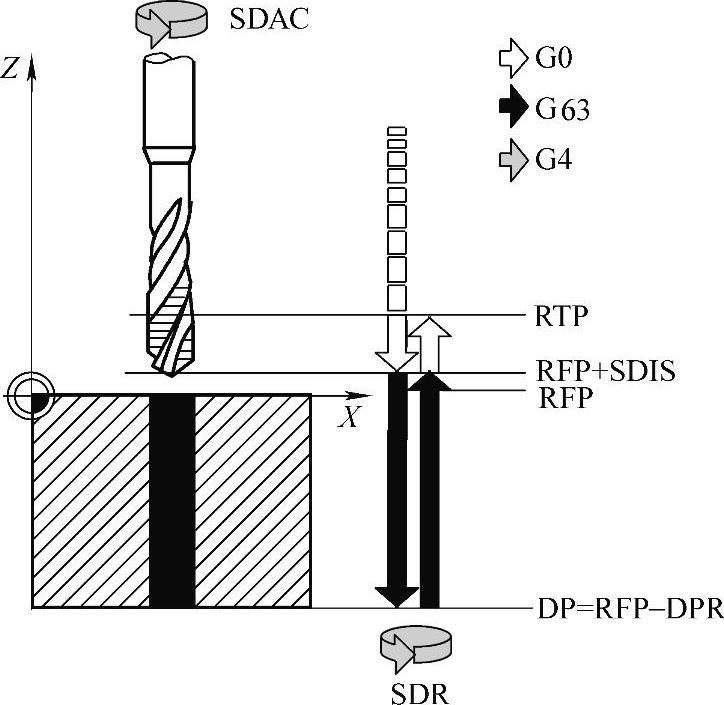
图5-51 在带补偿夹具攻螺纹(CYCLE840)循环中的运动顺序和参数
2.带补偿夹具的攻螺纹循环指令CYCLE840
(1)编程格式
CYCLE840(RTP,RFP,SDIS,DP,DPR,DTB,SDR,SDAC,ENC,MPIT,PIT)
(2)参数说明 CYCLE840参数及其说明见表5-32。
(3)CYCLE840带补偿夹具攻螺纹的运动顺序(图5-51)
表5-32CYCLE840参数
1)Z轴快速(G0)到达安全间隙之前的平面即安全平面。
2)Z轴以攻螺纹进给速度SST进给至底平面DP。
3)底面暂停DTB确定的时间。
4)Z轴以返回速度SST1到达安全间隙之前的平面即安全平面。
5)Z轴快速以G0速度返回至返回平面RTP。
(4)指令功能 刀具以编程的主轴速度和进给率钻孔,直至到达所定义的最终螺纹深度。使用CYCLE840可以进行带补偿夹具的攻螺纹。
(5)编程举例
【例5-28】 CYCLE840带补偿夹具攻螺纹循环举例。
对于图5-51的带补偿夹具的攻螺纹,程序中只要把MCALL CYCLE84(10,0,3,-30,30,3,2,3,1.5,,0,,,)改为MCALL CYCLE840(10,0,3,-30,30,2,4,3,0,1,5)即可。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






