1.功能
刀具在所选择的G17~G19平面中带刀具半径补偿工作,刀具必须有相应的D号才能有效。刀具半径补偿通过G41/G42生效。控制器自动计算出当前刀具运行所产生的与编程轮廓等距离的刀具轨迹,如图5-22所示。
刀具半径补偿功能由G41、G42与G40指令实现。G41为刀具半径左补偿,即沿刀具运动方向看(假设工件不动),刀具位于工件左侧时的刀具半径补偿;G42为刀具半径右补偿,即沿刀具运动方向看(假设工件不动),刀具位于工件右侧时的刀具半径补偿,如图5-23所示;G40为刀具半径补偿取消,即使用该指令后,会使G41、G42指令无效。G40必须和G41或G42成对使用。
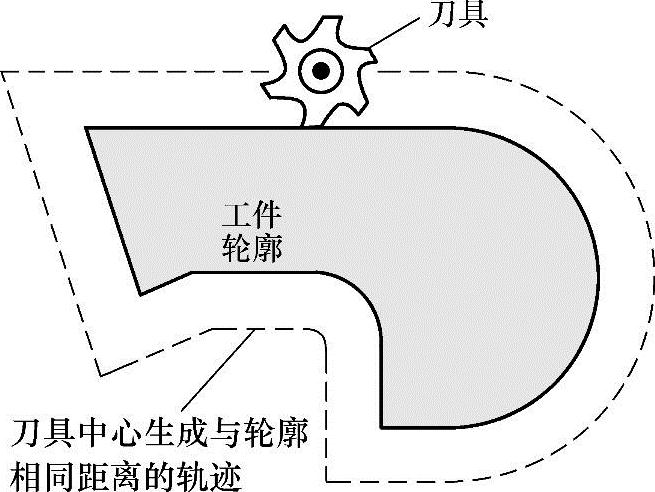
图5-22 G41/G42刀尖半径补偿(切削刃半径补偿)
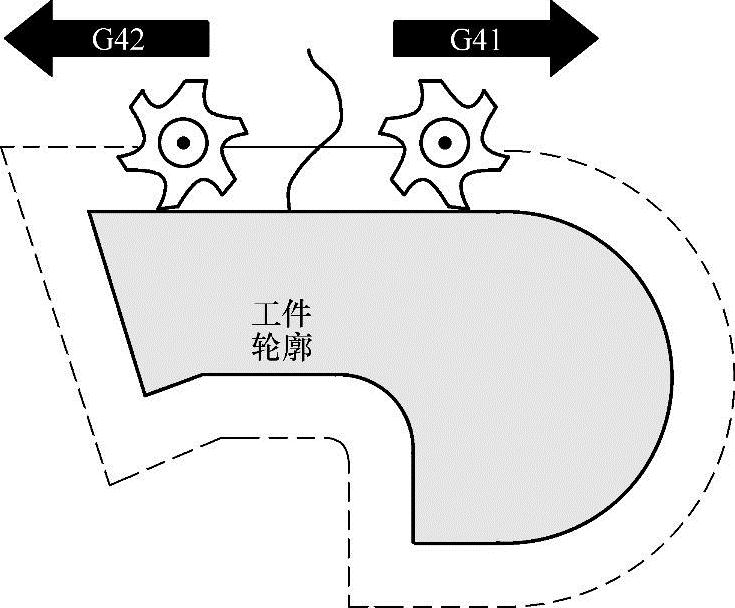
图5-23 工件轮廓左边/右边补偿
2.指令格式
G41 G00/G01 X_Y_ ;在工件轮廓左边刀补有效
G42 G00/G01 X_Y_ ;在工件轮廓右边刀补有效
G40 G00/G01 X_Y_ ;刀具半径补偿取消
3.说明
1)G41/G42/G40指令只能和线性插补G00/G01指令结合编程。编程两个坐标轴(比如G17:X_Y_),如果只给出一个坐标轴的尺寸,则第二个坐标轴自动地以最后编程的尺寸赋值。(www.daowen.com)
2)用G40取消刀具半径补偿,G40指令之前的程序段刀具以正常方式结束,结束时补偿向量垂直于轨迹终点切线处。在运行G40程序段后,刀具中心到达编程终点。选择G40程序段编制终点时,要确保运行不会发生碰撞,撤消刀补的距离必须大于刀具半径。
刀具半径补偿除方便编程外,还可以用改变刀补大小的方法实现同一程序的粗、精加工。图5-24为G42,刀尖位置3时进行刀尖半径补偿举例。
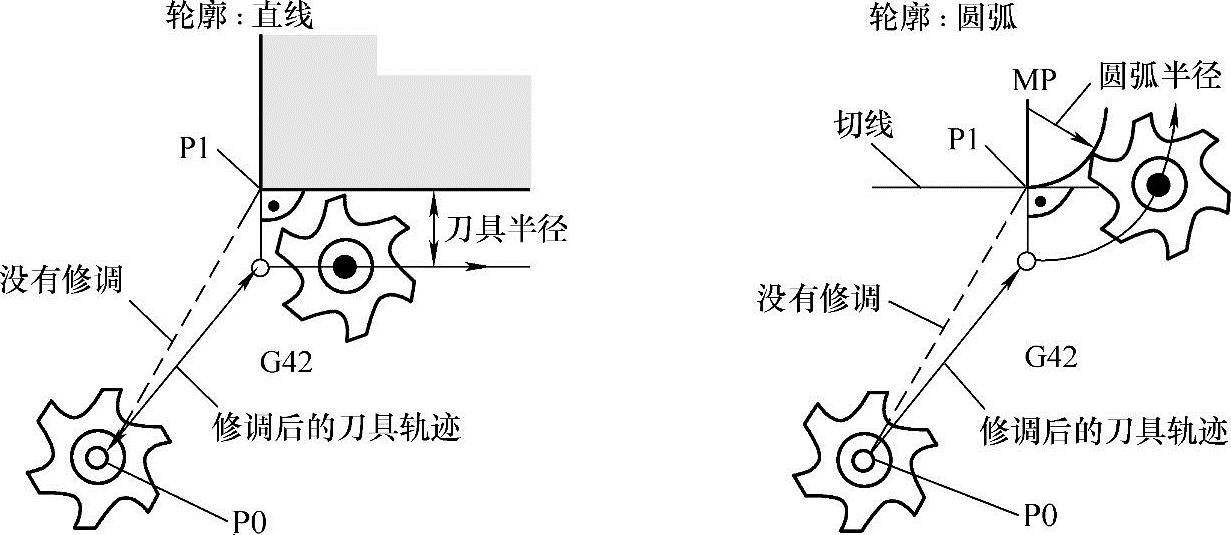
图5-24 举例G42,刀尖位置3时进行刀尖半径补偿
P1—轮廓起始点 P0—刀具起始点
4.编程举例
【例5-17】 用刀具补偿功能(T_D_,G41/G42/G40)编程举例,如图5-25所示。
加工程序及其说明见表5-18。
表5-18 用刀具补偿功能(T_D_,G41/G42/G40)编程举例
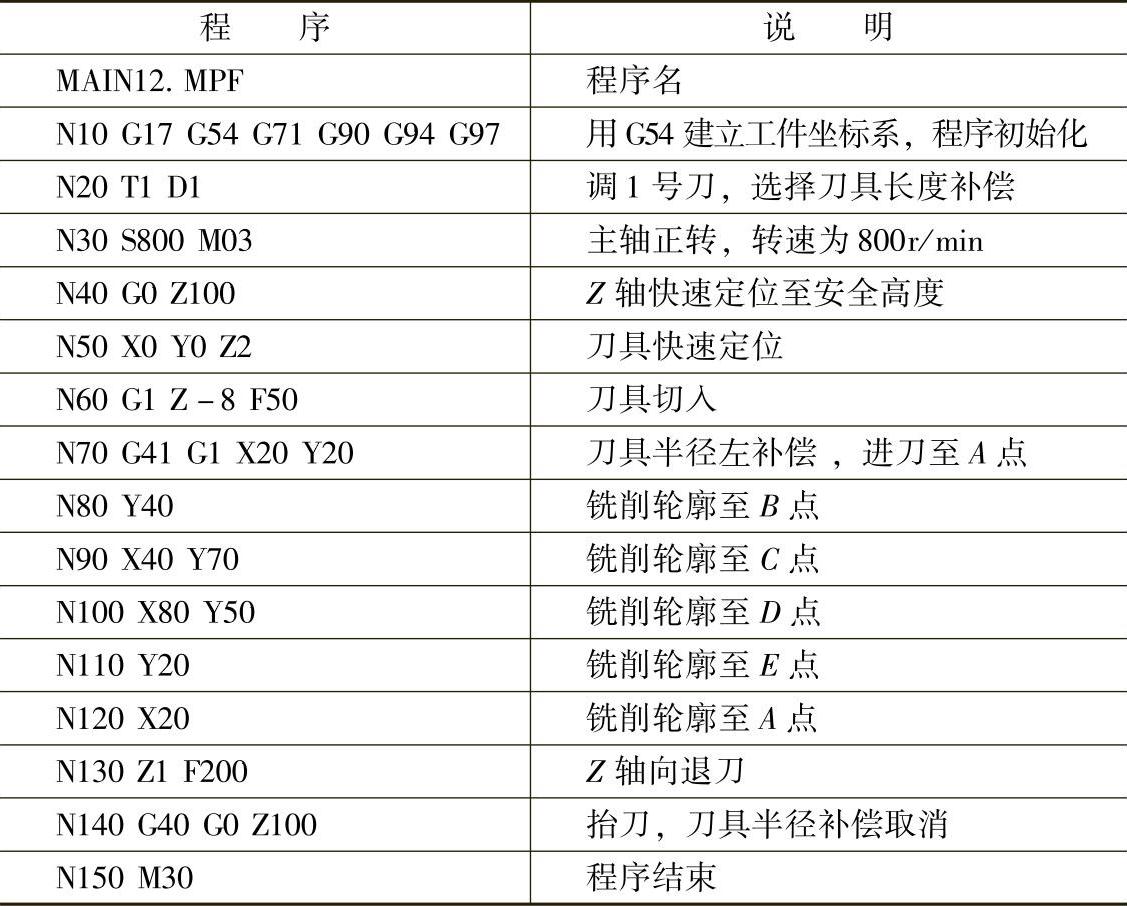
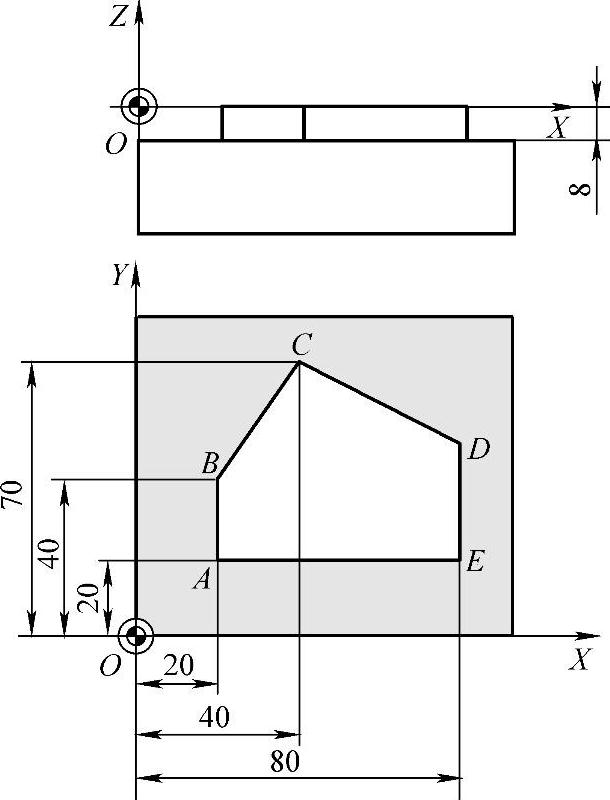
图5-25 用刀具补偿功能编程举例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






