1.功能
G331/G332指令用于刚性攻螺纹(亦称为刚性攻丝)。所谓刚性攻螺纹就是数控铣床的主轴是位置控制的主轴且带有位置检测装置,在攻螺纹时,主轴能根据螺纹的螺距和主轴转速自动确定Z轴方向的进给速度。用G331加工螺纹,用G332退刀。在G332中编程的螺距与在G331中编程的螺距一样,主轴自动反向。攻螺纹深度由一个轴指令X、Y或Z轴定义,螺距则由相应的I、J或K指令定义。
2.指令格式
G331 X_Y_Z_I_J_K_
G332 X_Y_Z_I_J_K_
式中,G331:攻螺纹;
G331:反向退刀,主轴自动改变转向;
X_Y_Z_:螺纹终点;
I_J_K_:螺距。
3.说明
1)螺距的符号确定主轴方向。正螺距(如K4)为右旋螺纹,相当于M3;负螺距(如K-4)为左旋螺纹,相当于M4。
2)在攻螺纹之前,必须用SPOS=_指令使主轴处于位置控制运行状态。主轴转速用S编程,不带M3/M4。
3)G331/G332指令在加工螺纹时坐标轴速度由主轴转速和螺距确定,而与进给率F没有关系,进给率F处于存储状态。在此,机床数据中规定的最大轴速度(快速移动速度)不允许超过,否则会产生报警。(www.daowen.com)
4)CYCLE84标准循环提供了一个完整的带螺纹插补的攻螺纹循环。
4.编程举例
【例5-14】 用G331/G332指令刚性攻螺纹。米制螺纹M5,螺距0.8mm,孔已预先加工好,如图5-18所示。
加工程序及其说明如下:
N10 G54 G90 G0 X10 Y10 Z5 ;到达起始点
N20 SPOS=0 ;主轴定位,准备攻螺纹
N30 G331 Z-25 K0.8 S200 ;攻螺纹,深度25mm,K为正,表示主轴右旋
N40 G332 Z5 K0.8 ;退刀
N50 G0 Z100 ;抬刀
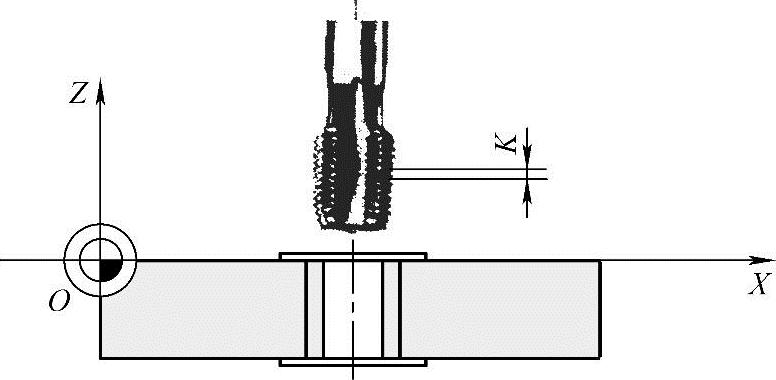
图5-18 用G331/G332指令刚性攻螺纹
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



