【摘要】:也用G63反向退出,但主轴运行方向相反。2)G63以程序段方式有效,在G63之后的程序段中,以前的插补G指令(G0、G1、G2…3)对G63来说,进给速度修调开关和主轴速度修调开关都放到100%。图5-17 用G63指令柔性攻螺纹表5-17 用G63指令柔性攻螺纹编程实例

1.功能
G63为柔性攻螺纹指令,即用于带补偿夹具的螺纹加工。为实现这一功能,需用补偿夹具补偿在一定的范围之内所出现的位移差值,主轴不需要脉冲编码器。也用G63反向退出,但主轴运行方向相反。
2.指令格式
G63 X_Y_Z_F_
式中,X_、Y_、Z_为在直角坐标系里的钻孔深度(终点)。
3.说明
1)编程的进给率F必须与主轴转速和导程相匹配,即F(mm/min,进给速度)=S(r/min主轴转速)L(mm/r,导程)。
2)G63以程序段方式有效,在G63之后的程序段中,以前的插补G指令(G0、G1、G2…)再次生效。
3)对G63来说,进给速度修调开关和主轴速度修调开关都放到100%。
4)右旋或左旋螺纹由主轴的旋转方向确定,右旋同M3,左旋同M4。(www.daowen.com)
5)标准循环CYCLE840提供了一个完整的带补偿夹具的攻螺纹循环。
4.编程举例
【例5-13】 用G63指令柔性攻螺纹实例。螺纹M5,导程L=0.8mm/r,主轴转速S=300r/min,F=240mm/min,如图5-17所示。
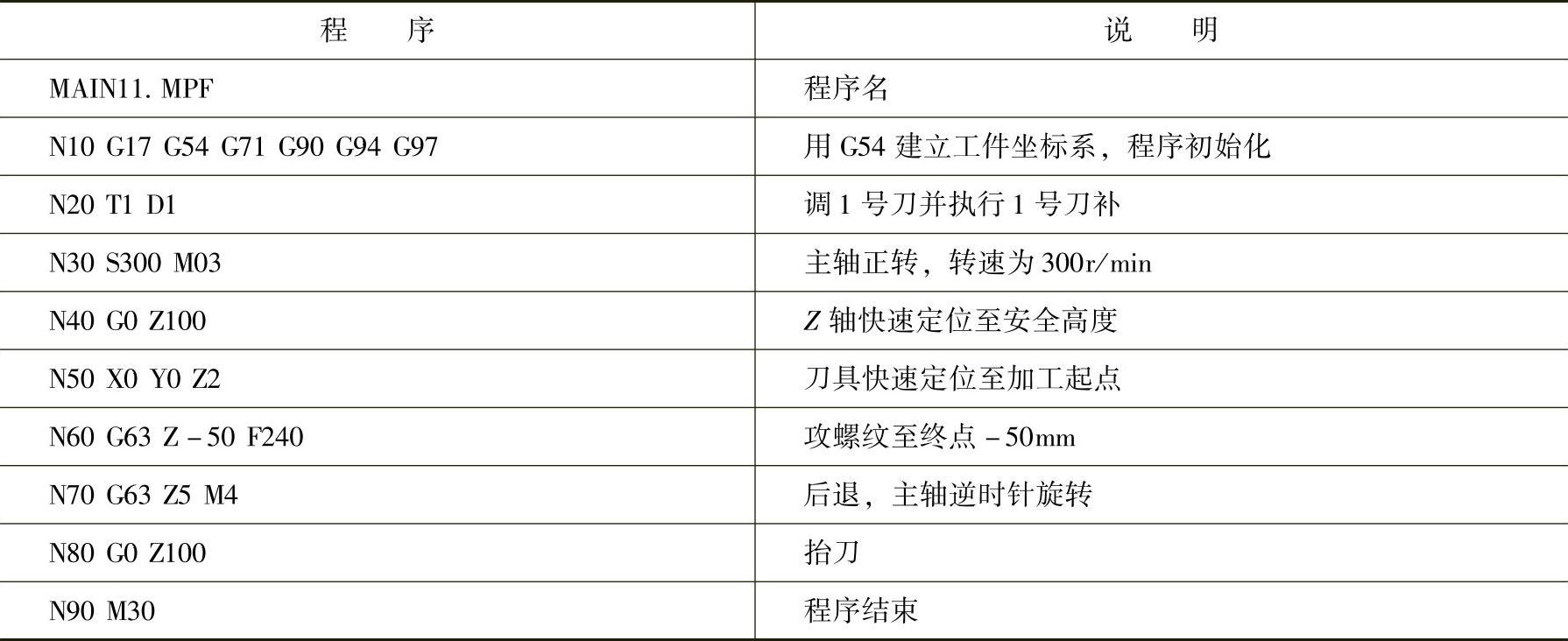
加工程序及其说明见表5-17。
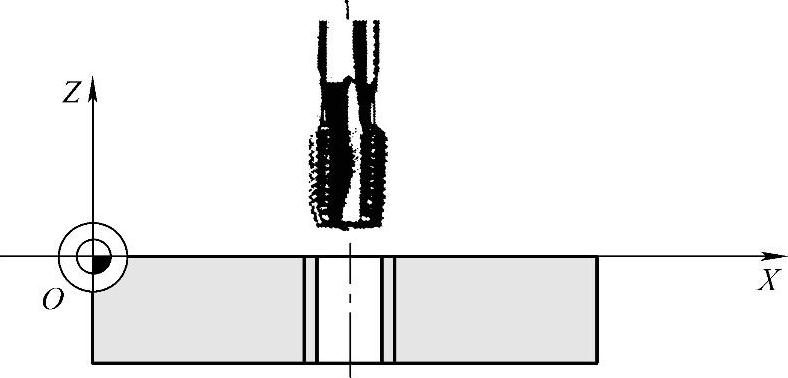
图5-17 用G63指令柔性攻螺纹
表5-17 用G63指令柔性攻螺纹编程实例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






