【摘要】:机床出厂前一般设定为G71状态。SIEMENS和FAGOR系统采用G71/G70指令,而FANUC系统则采用G21/G20指令。图5-4 G71/G70指令应用示意图注:1in=0.0254m。表5-9G71/G70应用举例程序及其说明
1.功能
工件标注的尺寸系统可能不同于系统设定的尺寸系统(米制或寸制),但这些尺寸可以直接输入到程序中,系统会完成尺寸的转换工作。
2.指令格式
G70;寸制尺寸
G71;米制尺寸
G700;寸制尺寸,也适用于进给率F
G710;米制尺寸,也适用于进给率F
3.说明
1)系统根据所设定的状态把所有的几何值转换为米制尺寸或寸制尺寸(这里刀具补偿值和可设定零点偏置值也作为几何尺寸)。同样,进给率F的单位分别为mm/min或in/min。
2)基本状态可以通过机床数据设定。机床出厂前一般设定为G71(米制尺寸)状态。
3)用G70或G71指令可编程所有与工件直接相关的几何数据,比如:
①在G0、G1、G2、G3、G33、CIP、CT功能下的位置数据X、Y、Z。
②插补参数I、J、K(也包括螺距)。
③圆弧半径CR。(www.daowen.com)
④可编程的零点偏置(TRANS,ATRANS)。
⑤极坐标半径RP。
所有其他与工件没有直接关系的几何数值,诸如进给率、刀具补偿、可设定的零点偏置,它们与G71/G70的编程无关。
4)G710/G700用于设定进给率F的尺寸系统(mm/min、mm/r或者in/min、in/r)。
注意:数控系统不同,米制尺寸/寸制尺寸指令不同。SIEMENS和FAGOR系统采用G71/G70指令,而FANUC系统则采用G21/G20指令。
4.编程举例
【例5-3】 G71/G70指令编程举例,如图5-4所示。
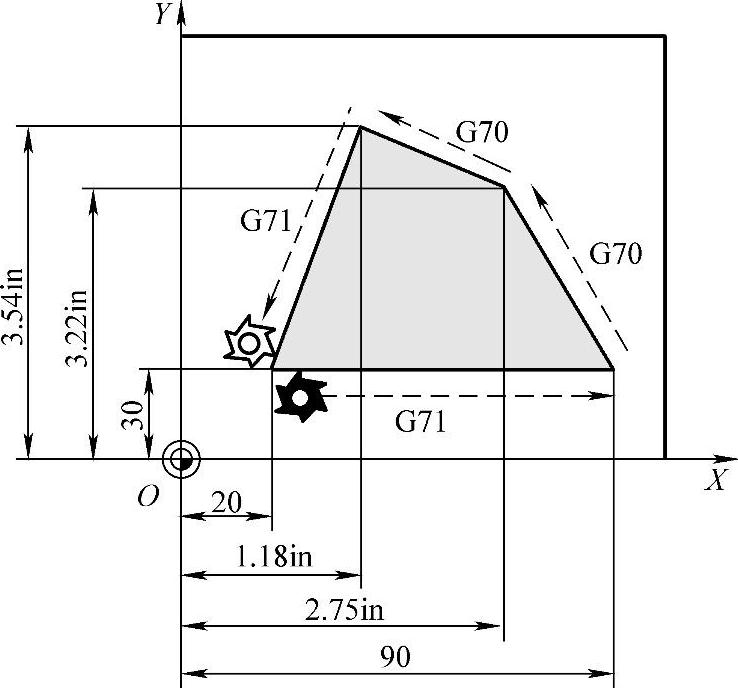
图5-4 G71/G70指令应用示意图
注:1in=0.0254m。
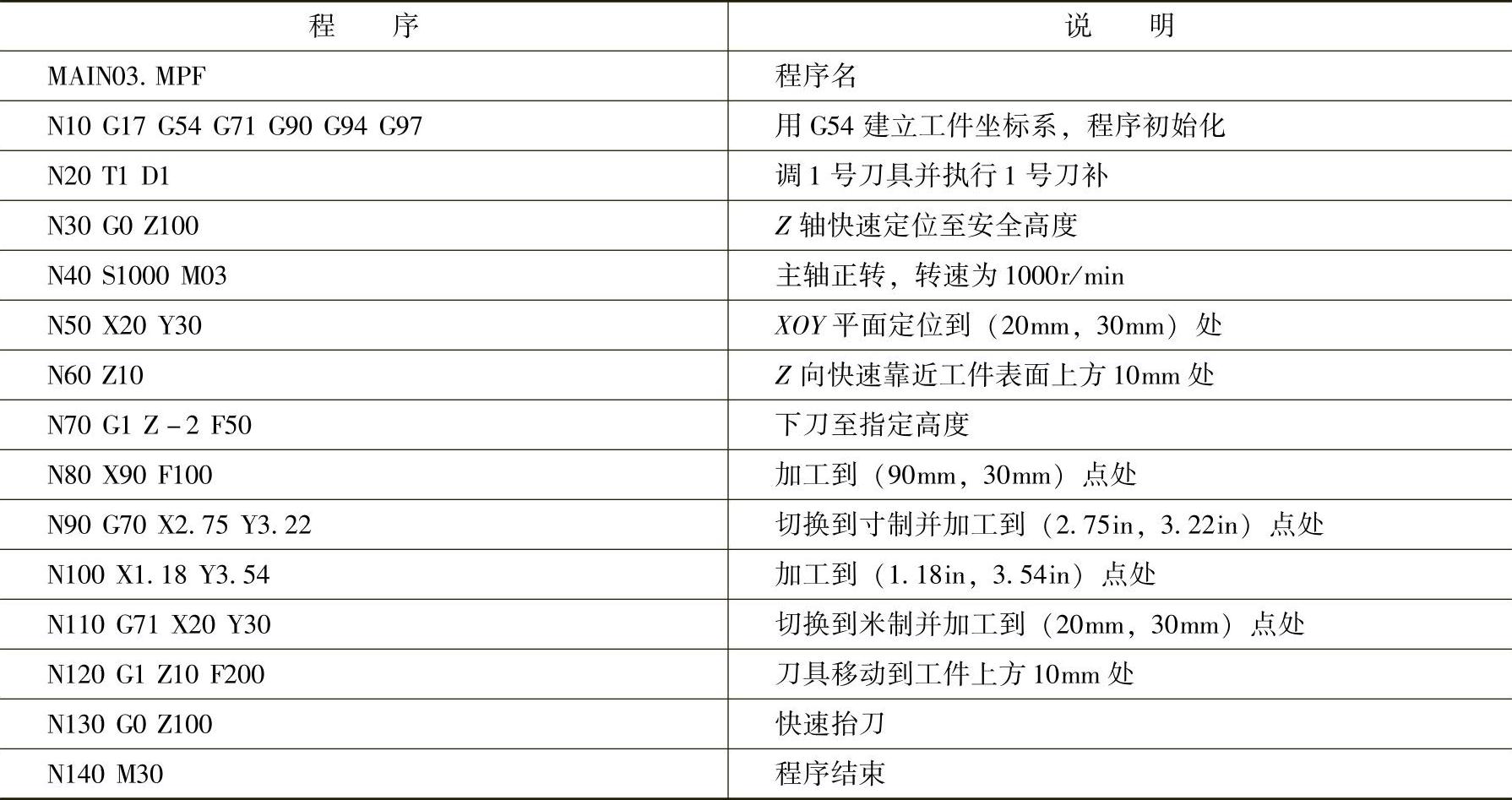
初始状态是米制,然后在米制和寸制之间切换,加工程序及其说明见表5-9。
表5-9G71/G70应用举例程序及其说明
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







