【摘要】:G90/G91适用于所有坐标轴。图5-3 图样中不同的数据尺寸2.指令格式G90 ;绝对尺寸G91 ;增量尺寸X=AC;某轴以绝对尺寸输入,程序段方式X=IC;某轴以增量尺寸输入,程序段方式3.说明1)G90编入程序中,其后所有输入的坐标值都是以编程原点为基准的绝对坐标值。

1.功能
G90和G91指令分别对应着绝对位置数据输入和增量位置数据输入(图5-3)。其中,G90表示工件坐标系中目标点的绝对坐标尺寸,即从工件原点开始的坐标值;而G91表示的为增量坐标尺寸,即目标点相对于起点的增量坐标值,也就是待运行的位移量。G90/G91适用于所有坐标轴。
在位置数据不同于G90/G91的设定时,可以在程序段中通过AC/IC以绝对尺寸/相对尺寸方式进行设定。
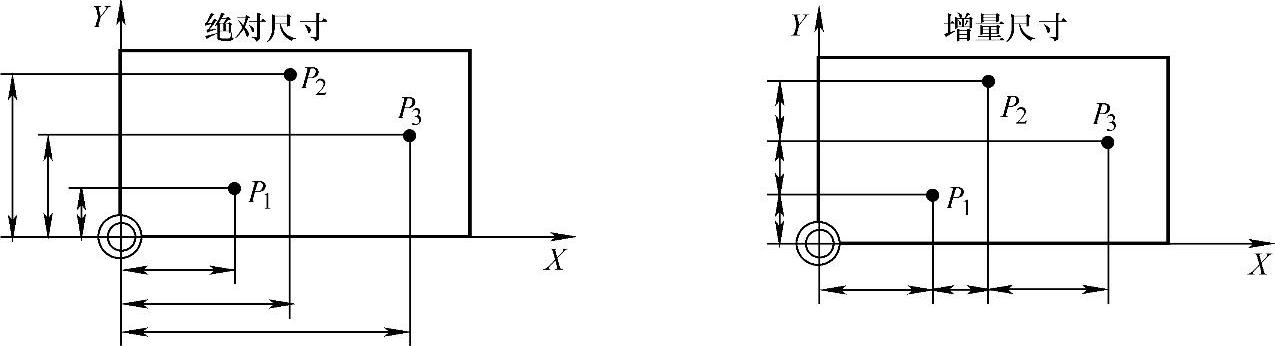
图5-3 图样中不同的数据尺寸
2.指令格式
G90 ;绝对尺寸(模态指令)
G91 ;增量尺寸(模态指令)
X=AC(____);某轴以绝对尺寸输入,程序段方式
X=IC(____);某轴以增量尺寸输入,程序段方式(www.daowen.com)
3.说明
1)G90编入程序中,其后所有输入的坐标值都是以编程原点为基准的绝对坐标值。G90适用于所有坐标轴,并且一直有效,直到在后面的程序段中由G91(增量位置数据输入)替代为止,即模态有效。
2)在增量位置数据输入中,尺寸表示待运行的轴位移。移动的方向由符号决定。G91适用于所有坐标轴,并且一直有效,直到在后面的程序段中由G90(绝对位置数据输入)替代为止,即模态有效。
4.编程举例
【例5-2】 G90/G91和AC/IC指令编程举例。
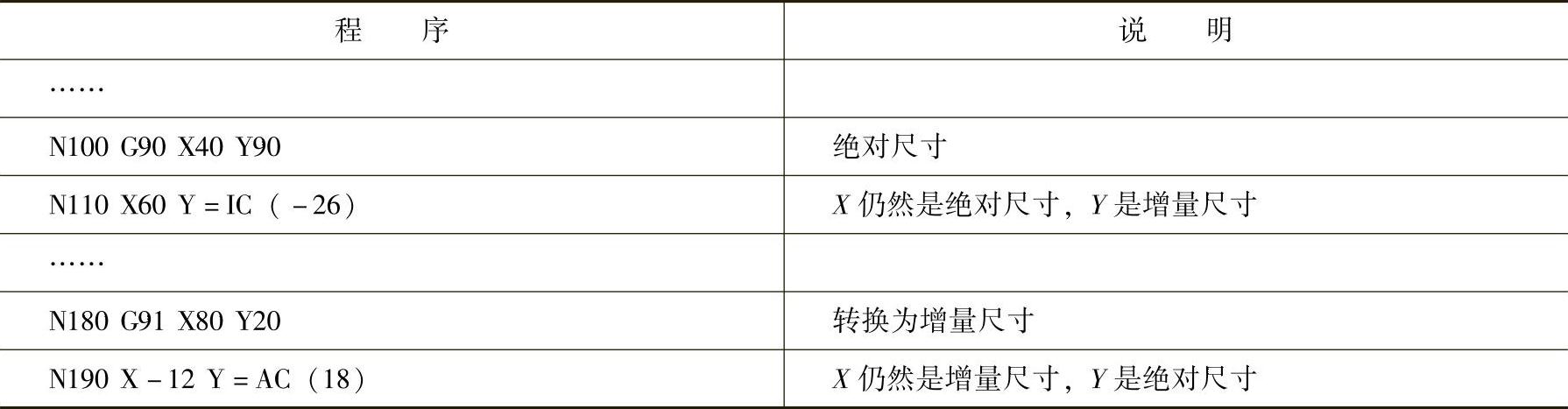
加工程序及其说明见表5-8。
表5-8 加工程序及其说明
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






