【摘要】:图5-1 可设定的零点偏置设置零点偏移,建立工件坐标系指令有G54~G59、G500、G53和G153。2)当工件装夹到机床上后,通过对刀求出偏移量并输入到零点偏置数据区,然后在程序中通过G54~G59调用此值,确定工件坐标系。
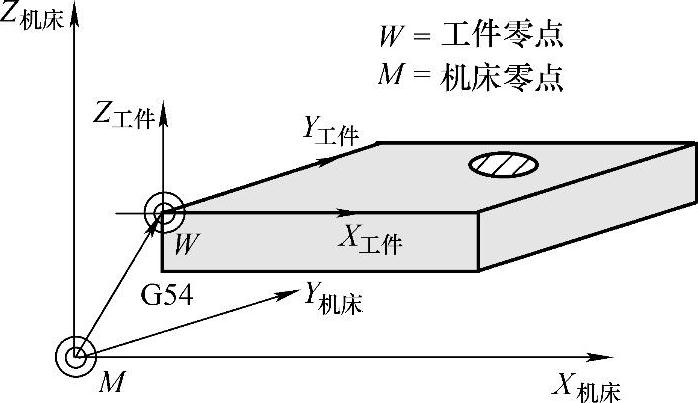
图5-1 可设定的零点偏置
设置零点偏移,建立工件坐标系指令有G54~G59、G500、G53和G153。
1.功能
在数控加工程序中,通过执行G54~G59指令可使零点从机床坐标系转移到工件坐标系。可设定的零点偏置给出工件零点在机床坐标系中的位置(工件零点以机床零点为基准偏移),如图5-1所示。当工件装夹到机床上后,通过对刀求出偏移量,并通过面板输入到零点偏置数据区。程序可以通过选择相应G功能G54~G59调用此值,也可以通过对某机床轴设定一个旋转角,使工件成一角度装夹。该旋转角可以在G54~G59调用时同时有效。
2.指令格式
G54;第一可设定零点偏置
G55;第二可设定零点偏置
G56;第三可设定零点偏置
G57;第四可设定零点偏置
G58;第五可设定零点偏置
G59;第六可设定零点偏置
G500;取消可设定零点偏置(模态有效)
G53;取消可设定零点偏置(程序段方式有效),可编程的零点偏置也一起取消(www.daowen.com)
G153;同G53,取消附加的基本偏置
3.说明
1)G54~G59指令设置的工件原点在机床坐标系中的位置是不变的,即使在系统断电后也不破坏,再次开机后仍然有效。G54~G59指令设置的工件原点与刀具的当前位置无关。
2)当工件装夹到机床上后,通过对刀求出偏移量并输入到零点偏置数据区,然后在程序中通过G54~G59调用此值,确定工件坐标系。
4.编程举例
【例5-1】 可设定零点偏置指令G53~G57应用举例,如图5-2所示,加工程序及其说明见表5-7。
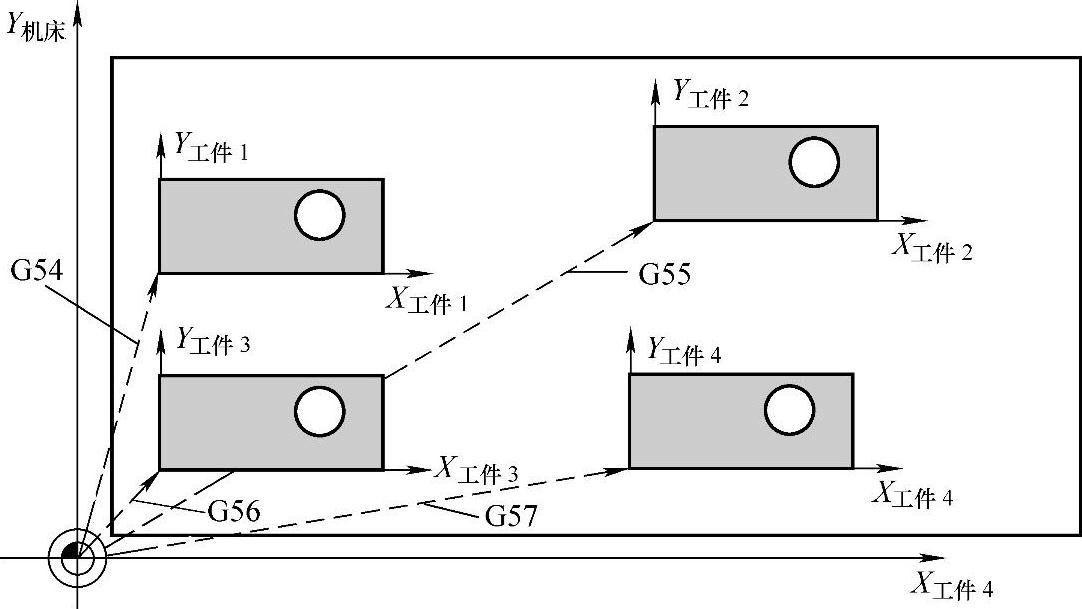
图5-2 用零点偏置指令建立工件坐标系
表5-7G53~G57指令应用举例程序及其说明

(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





