1.高速深孔钻孔循环(G73)
(1)指令功能 加工孔深大于5倍于直径的孔,循环执行高速深孔钻。它执行间歇切削进给直到孔的底部,同时从孔中排除切屑。该指令的动作顺序如图4-43所示。
(2)指令格式
G98(G99)G73X_Y_Z_R_Q_D_F_K_;
其中,X_、Y_为孔位置数据;
Z_为指定孔底平面位置(与工件坐标系Z轴零点位置及G90/G91方式选择有关);绝对编程时是孔底Z点的坐标值;增量编程时是孔底Z点相对于R点的增量值;
R_为指定R平面位置(与工件坐标系Z轴零点位置及G90/G91方式选择有关):绝对编程时是R点的坐标值;增量编程时是R点相对于初始点的增量值;
Q_为每次切削进给的深度(增量值,取正);
D_为每次向上的退刀量(增量值,取正);
F_为切削进给速度;
K_为重复次数(一般用于多孔加工的简化编程)。
(3)说明 高速深孔钻循环沿着Z轴执行间歇进给。当使用这个循环时切屑容易从孔中排出,并且能够通过修改系统参数设定较小的回退值。在指定G73之前用辅助功能旋转主轴(M代码),当G73代码和M代码在同一程序段中指定时,在第一个定位动作的同时执行M代码,然后系统处理下一个钻孔动作;当指定重复次数时,只在第一个孔执行M代码,对第二个和以后的孔,不执行M代码;当在固定循环中指定刀具长度偏置(G43、G44或G49)时,在定位到R点的同时加偏置。
(4)动作过程
①钻头快速定位到孔加工循环起始点(X,Y)。
②钻头沿Z方向快速运动到参考平面R。
③钻孔加工,进给深度为Q。
④退刀,退刀量为d。
⑤重复步骤③、④直至要求的加工深度。
⑥钻头快速返回到参考平面R或快速退回到初始平面。
【例4-10】 对如图4-44所示的5×ϕ8mm深为50mm的孔进行加工。
显然,这属于深孔加工,可利用G73进行深孔钻加工的程序编制。
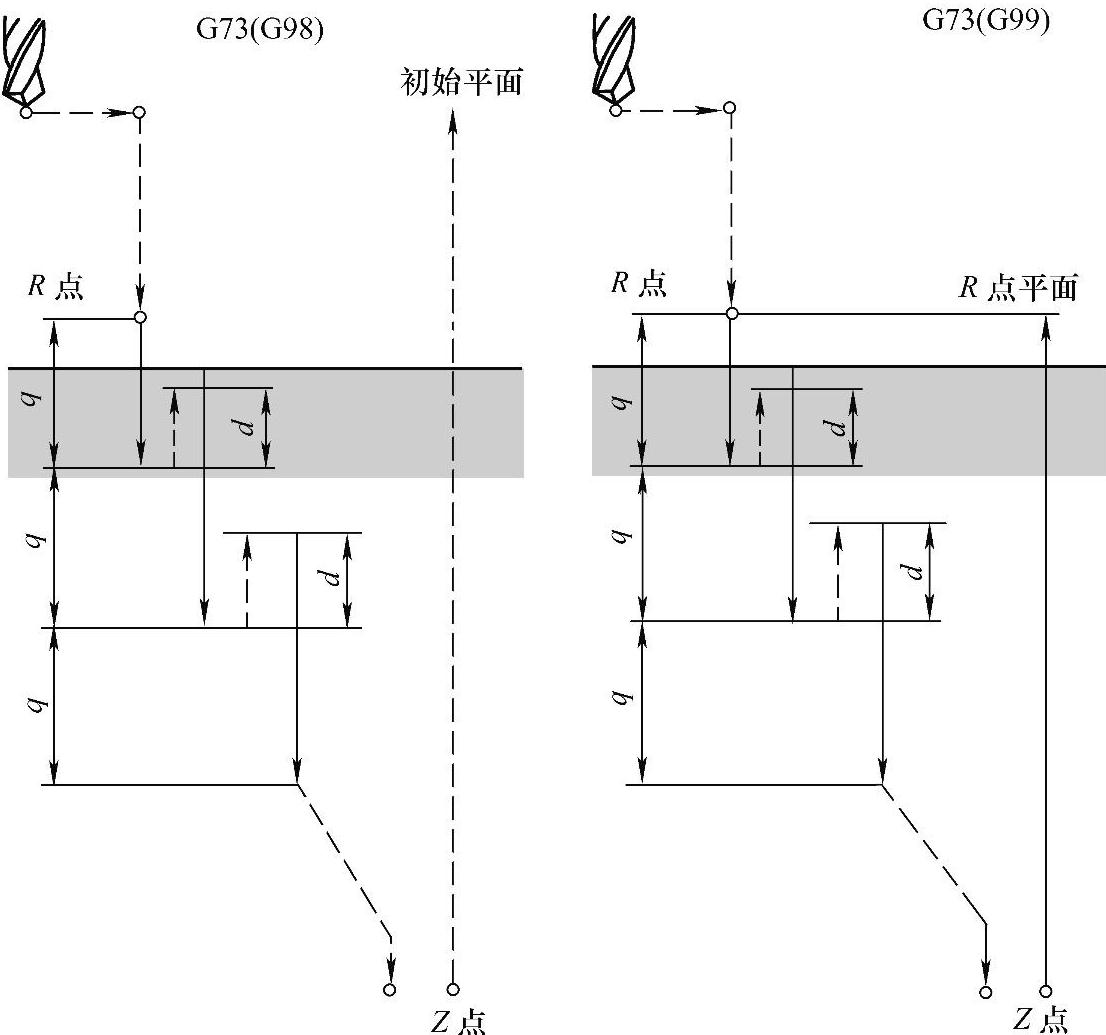
图4-43 高速深孔钻孔循环(G73)
O4026;
N10 G56 G90 G1 Z60 F2000; 选择2号加工坐标系,到Z向起始点
N20 M03 S600; 主轴启动
N30 G99 G73 X0 Y0 Z-50 R30 Q-5 F50; 选择高速深孔钻方式加工1号孔
N40 G73 X40 Y0 Z-50 R30 Q-5 F50; 选择高速深孔钻方式加工2号孔
N50 G73 X0 Y40 Z-50 R30 Q-5 F50; 选择高速深孔钻方式加工3号孔
N60 G73 X-40 Y0 Z-50 R30 Q-5 F50; 选择高速深孔钻方式加工4号孔
N70 G73 X0 Y-40 Z-50 R30 Q-5 F50; 选择高速深孔钻方式加工5号孔
N80 G01 Z60 F2000; 返回Z向起始点
N90 M05; 主轴停
N100 M30; 程序结束并返回起点
加工坐标系设置:G56 X=-400,Y=-150,Z=-50。
上述程序中,选择高速深孔钻加工方式进行孔加工,并以G99确定每一孔加工完后,回到R平面。设定孔口表面的Z向坐标为0,R平面的坐标为30,每次背吃刀量q为5,系统设定退刀排屑量d为2。
2.左旋攻螺纹循环(G74)
(1)指令功能 该循环执行左旋攻螺纹。攻反螺纹时主轴反转攻螺纹,到孔底时主轴停止旋转,主轴正转退回。攻螺纹时速度倍率不起作用。使用进给保持时,在全部动作结束前也不停止。该指令的动作顺序如图4-45所示。
(2)指令格式 G74 X_Y_Z_R_P_F_K_;
其中,X_、Y_为孔位置数据;
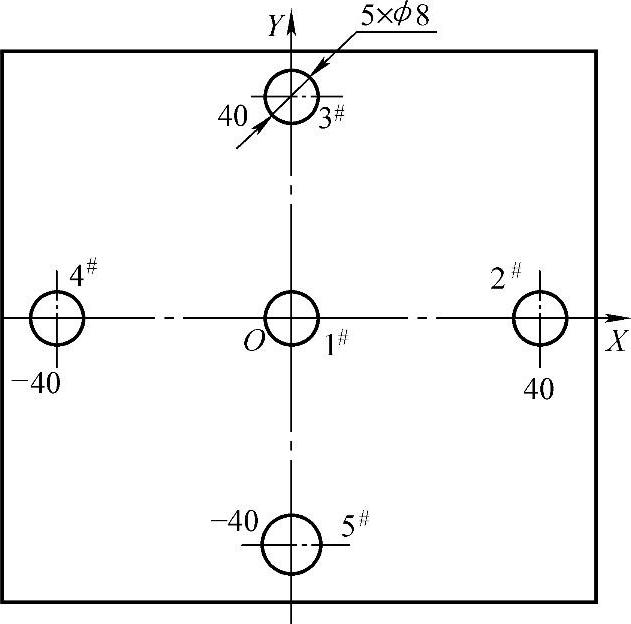
图4-44 深孔钻加工
Z_为指定孔底平面位置(与工件坐标系Z轴零点位置及G90/G91方式选择有关);绝对编程时是孔底Z点的坐标值;增量编程时是孔底Z点相对于R点的增量值;
R_为指定R平面位置(与工件坐标系Z轴零点位置及G90/G91方式选择有关);绝对编程时是R点的坐标值;增量编程时是R点相对于初始点的增量值;
P_为孔底暂停时间(ms);
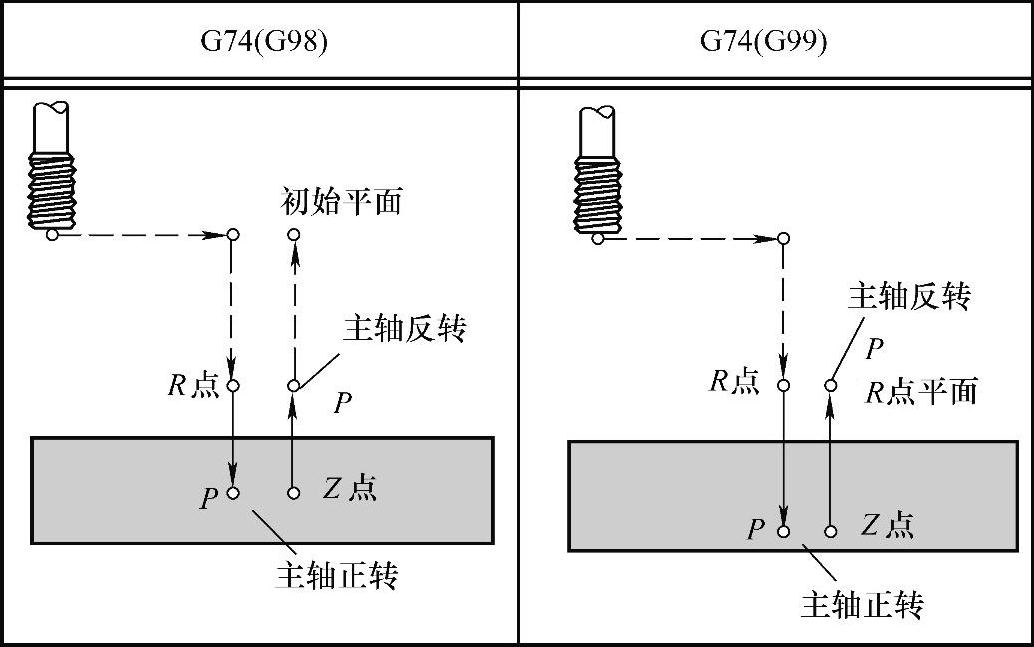
图4-45 左旋(逆时针)攻螺纹循环(G74)
F_为切削进给速度;
K_为重复次数(如果需要的话)。循环次数,一般用于多孔加工的简化编程。
(3)说明 该指令用主轴逆时针旋转执行攻螺纹。当到达孔底时,为了退回,主轴顺时针旋转,该循环加工一个左旋螺纹。
在左旋攻螺纹期间,进给倍率被忽略。进给暂停,不停止机床,直到回退动作完成。在指定G74之前,使用辅助功能M代码使主轴逆时针旋转。
当G74指令和M代码在同一程序段中指定时,在第一个定位动作的同时执行M代码,然后系统处理下一个钻孔动作。
当在固定循环中指定刀具长度偏置(G43、G44或G49)时,在定位到R点的同时加偏置。
(4)动作过程
1)主轴反转,丝锥快速定位到螺纹加工循环起始点(X,Y)。
2)丝锥沿Z方向快速运动到参考平面。
3)攻螺纹加工。
4)主轴正转,丝锥以进给速度正转退回到参考平面。
5)当使用G98时,丝锥快速退回到初始平面。
注意:如果Z的移动量为零,该指令不执行。
3.精镗循环(G76)
(1)指令功能 精镗循环用于镗削精密孔。当刀具镗削到孔底时,主轴停止切削,刀具离开工件的被加工表面并返回,该指令的动作顺序如图4-46所示。精镗时,主轴在孔底定向停止后,向刀尖反方向移动,然后快速退刀。
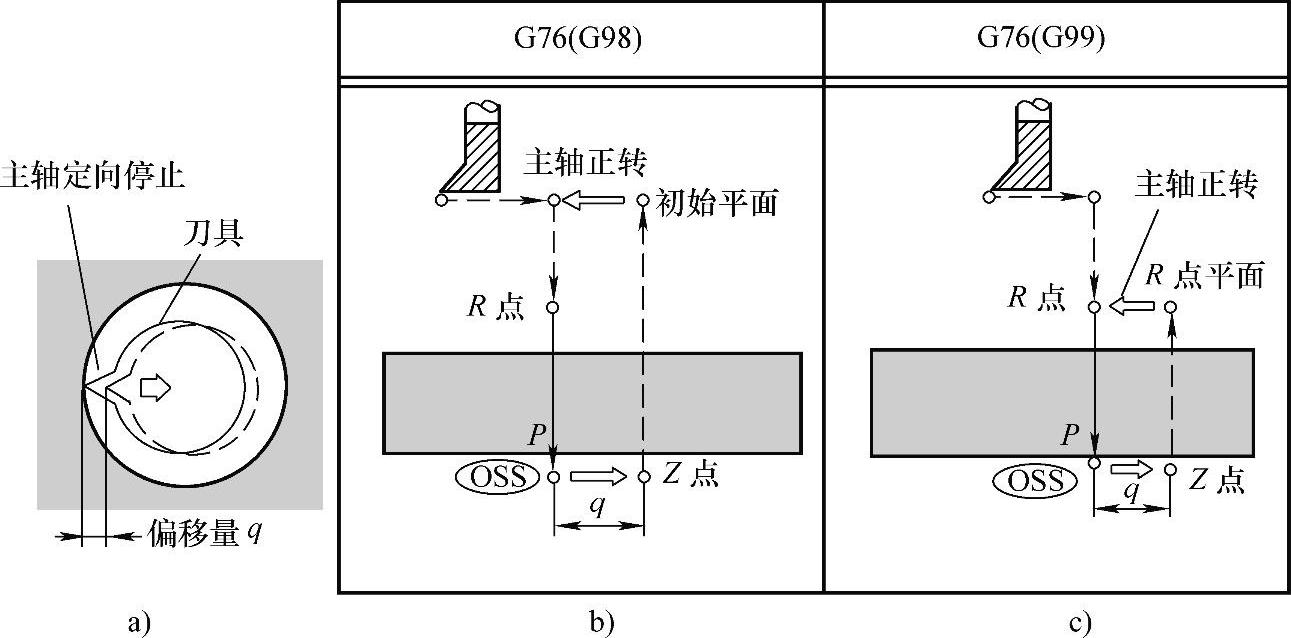
图4-46 精镗循环(G76)
a)截面图 b)G76(G98) c)G76(G99)
(2)指令格式 G76 X_Y_Z_R_Q_P_F_K_;
其中,X_、Y_为孔位置数据;
Z_为绝对编程时是孔底Z点的坐标值;增量编程时是孔底Z点相对于R点的增量值;
R_为绝对编程时是R点的坐标值;增量编程时是R点相对于初始点的增量值;
Q_为孔底的偏移量(正值,负值时负号无效);
P_为孔底停顿时间(ms);
F_为镗孔进给速度;
K_为重复次数(一般用于多孔加工的简化编程)。
(3)说明 当到达孔底时,主轴在固定的旋转位置停止,并且刀具以刀尖的相反方向移动退刀,以保证加工面不被破坏,实现精密和有效的镗削加工。
(4)注意 Q_在孔底的偏移量是在固定循环内保存的模态值,必须小心指定,因为它也用作G73和G83的切削深度。
(5)动作过程
1)镗刀快速定位到镗孔加工循环起始点(X,Y)。
2)镗刀沿Z方向快速运动到参考平面R。
3)镗孔加工。
4)进给暂停、主轴准停、刀具沿刀尖的反向偏移。
5)镗刀快速退出到参考平面R或初始平面。
例:
O4922;
N10 G92 X0 Y0 Z100;
N20 G00 S800 M03;
N30 G99 G76 G91 X100 Z-20 R-95 P2000 Q2 F50;
N40 G00 X0 Y0 Z100;
N50 M30;
注意:如果Z的移动量为零,该指令不执行。
4.钻孔循环(G81)(定点钻)
(1)指令功能 该循环用作正常钻孔。切削进给执行到孔底,然后刀具从孔底快速移动退回,该指令的动作顺序如图4-47所示。包括X、Y坐标定位、快进、工进和快速返回等动作。
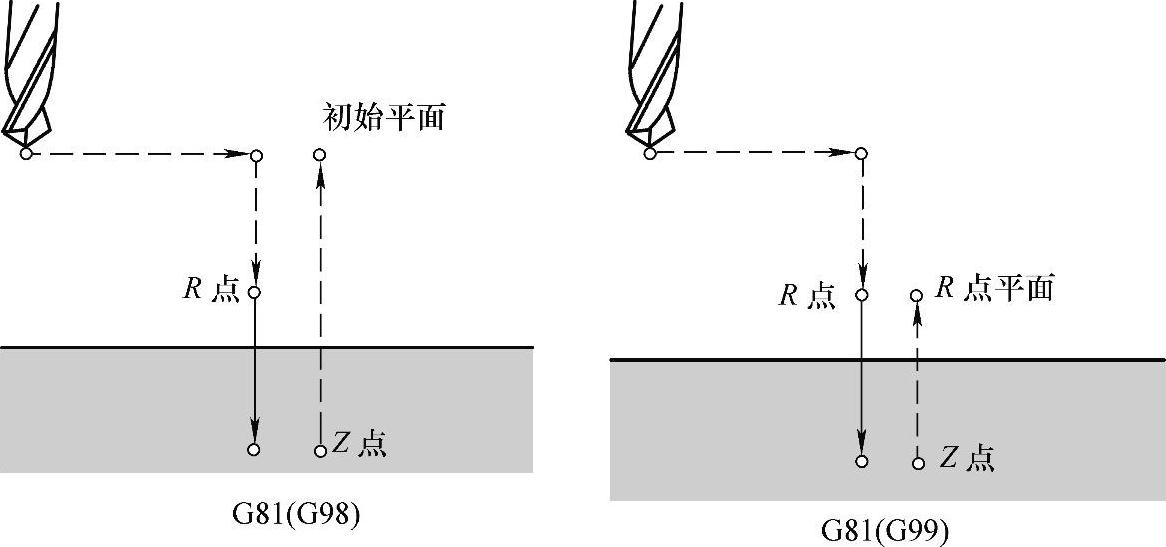
图4-47 钻孔循环(G81)
(2)指令格式 G81 X_Y_Z_R_F_K_;
其中,X_、Y_为孔位置数据;
Z_为绝对编程时是孔底Z点的坐标值;增量编程时是孔底Z点相对于R点的增量值;
R_为绝对编程时是R点的坐标值;增量编程时是R点相对初始点的增量值;
F_为钻孔进给速度;
K_为重复次数(一般用于多孔加工的简化编程)。
(3)说明 在沿着X和Y轴定位以后,快速移动到R点。从R点到Z点执行钻孔加工,然后刀具快速移动退回。
关于主轴旋转、M代码和刀具偏置等,与其他循环相同。
(4)动作过程
1)钻头快速定位到孔加工循环起始点(X,Y)。
2)钻头沿Z方向快速运动到参考平面R。
3)钻孔加工。
4)钻头快速退出到参考平面R或初始平面。
例:
O4923;
N10 G92 X0 Y0 Z100;
N20 G00 S500 M03;
N30 G99 G81 G90 X100 Z-15 R5 P2000 F50;
N40 G90 G00 X0 Y0 Z100;
N50 M30;
注意:如果Z的移动位置为零,该指令不执行。
【例4-11】 如图4-48所示,用G81加工所有孔。
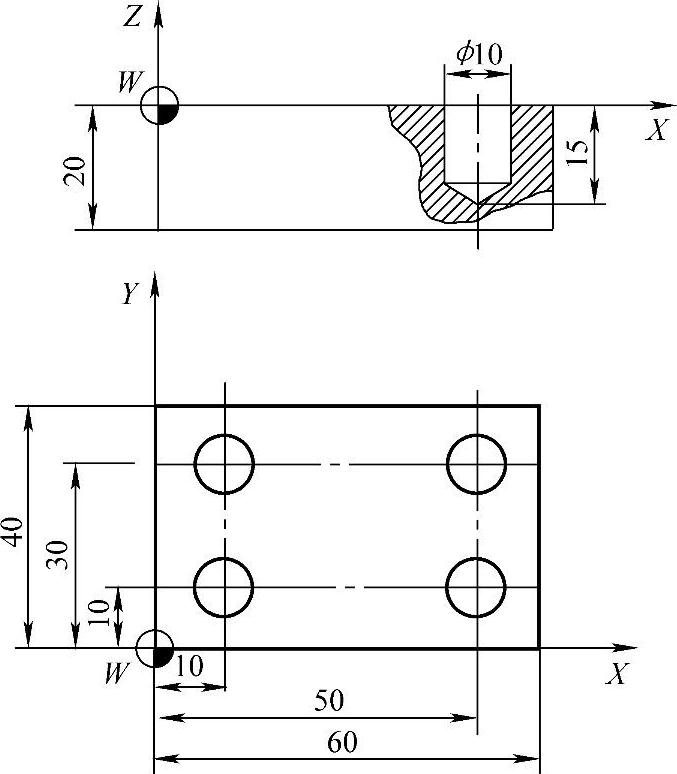
图4-48 钻孔循环(G81)
N02 T01 M06; 选用T01号刀具(ϕ10mm钻头)
N04 G90 S1000 M03; 起动主轴正转1000r/min
N06 G00 X0 Y0 Z30 M08; 快速定位,开切削液
N08 G81 G99 X10 Y10 Z-15 R5 F20; 在(10,10)位置钻孔,孔深15mm,参考平面高度5mm,钻孔加工循环结束返回参考平面
N10 X50; 在(50,10)位置钻孔(G81为模态指令,直到G80取消为止)
N12 Y30; 在(50,30)位置钻孔
N14 X10; 在(10,10)位置钻孔
N16 G80; 取消循环
N18 G00 Z30 M09; 快速抬刀,关切削液
N20 M30; 程序结束
5.钻孔循环、反镗循环(G82)
(1)指令功能 该循环用作正常钻孔。孔切削进给到孔底时执行暂停,然后刀具从孔底快速移动退回。主要用于加工沉孔、不通孔,以提高孔深精度。该指令除了要在孔底暂停外,其他动作与G81相同。该指令的动作顺序如图4-49所示。
(2)指令格式 G82 X_Y_Z_R_P_F_K_;
其中,X_、Y_为孔位置数据;
Z_为指定孔底平面位置;绝对编程时是孔底Z点的坐标值;增量编程时是孔底Z点相对于R点的增量值;
R_为指定R平面位置;绝对编程时是R点的坐标值;增量编程时是R点相对于初始点的增量值;
P_为孔底暂停时间(ms);
F_为切削进给速度;
K_为重复次数(如果需要的话,一般用于多孔加工的简化编程)。
(3)说明 该循环沿着X和Y轴定位以后,快速移动到R点,从R点到Z点执行钻孔加工,当到达孔底时执行暂停,然后刀具快速移动退回。
关于主轴旋转、M代码和刀具偏置等,与其他循环相同。
(4)动作过程
1)钻头快速定位到孔加工循环起始点(X,Y)。
2)钻头沿Z方向快速运动到参考平面R。
3)钻孔加工。
4)钻头在孔底暂停进给。
5)钻头快速退出到参考平面R或初始平面。
例:
O4904;
N10 G92 X0 Y0 Z100;
N20 G00 S1200 M03;
N30 G99 G82 G90 X100 Z-15 R5 P2000 F50;
N40 G90 G00 X0 Y0 Z100;
N50 M30;
注意:如果Z的移动量为零,该指令不执行。
6.排屑钻孔循环(G83)
(1)指令功能 该循环执行深孔钻,间歇切削进给到孔的底部,钻孔过程中从孔中排除切屑。用于Z轴的间歇进给,每向下钻一次孔后,快速退到参照R点,然后快进到距已加工孔底上方为d的位置,再钻孔。使深孔加工时更利于排屑、冷却。该指令的动作顺序如图4-50所示。
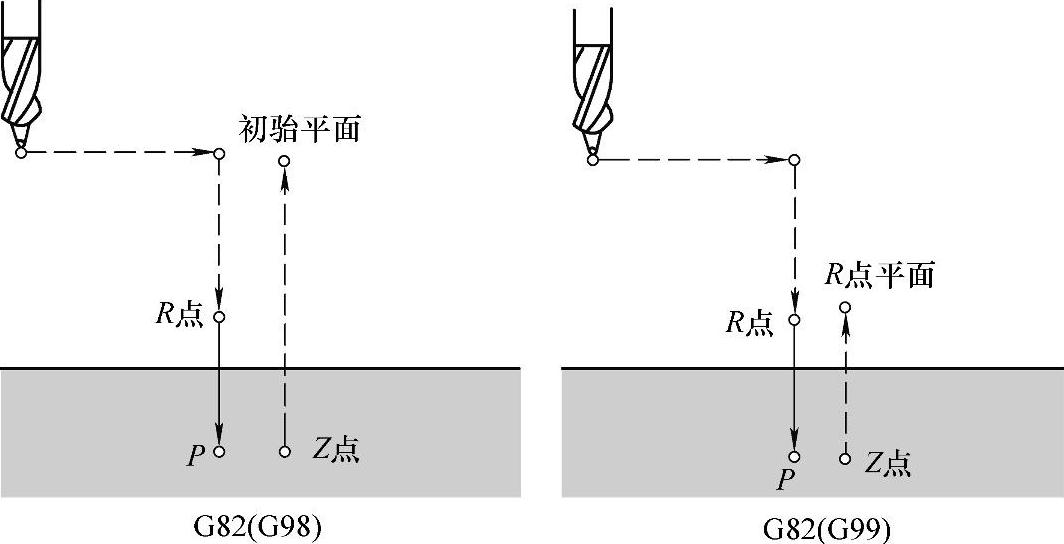
图4-49 钻孔循环、反镗循环(G82)
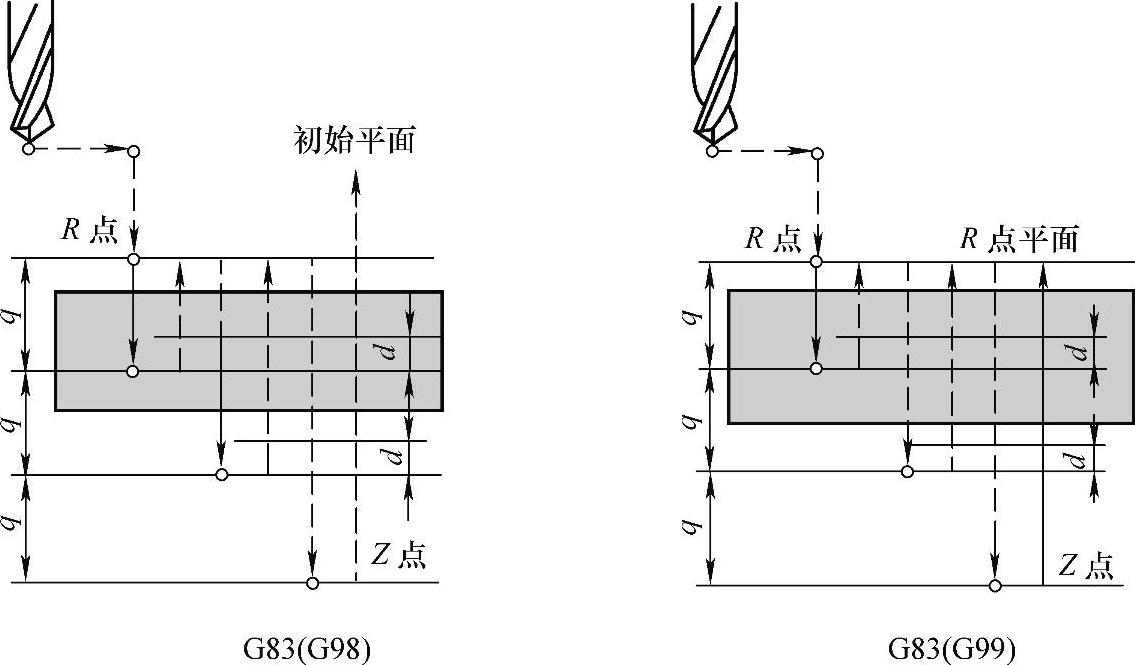
图4-50 排屑钻孔循环(G83)
(2)指令格式 G83 X_Y_Z_R_Q_D_F_K_;
其中,X_、Y_为孔位置数据;
Z_为指定孔底平面位置;绝对编程时是孔底Z点的坐标值;增量编程时是孔底Z点相对于R点的增量值;
R_为指定R平面位置;绝对编程时是R点的坐标值;增量编程时是R点相对于初始点的增量值;
Q_为每次切削进给的深度(增量值,取负);
D_为距已加工孔底上方的距离(增量值,取正);
F_为切削进给速度;
K_为重复次数(如果需要的话,一般用于多孔加工的简化编程)。
(3)说明 Q_表示每次切削进给的背吃刀量,它必须用增量值指定,在第二次和以后的切削进给中,执行快速移动到上次钻孔结束之前的点,再次执行切削进给。在Q_中必须指定负值,正值被忽略。
关于主轴旋转、M代码和刀具偏置等,与其他循环相同。
(4)动作过程
1)钻头快速定位到孔加工循环起始点(X,Y)。
2)钻头沿Z方向快速运动到参考平面R。
3)钻孔加工。
4)快速退到R点。
5)快进到距已加工孔底上方为d的位置。
6)钻孔加工。
7)重复步骤4)、5)、6)。
8)钻头快速退出到参考平面R或初始平面。
例:
O4925;
N10 G92 X0 Y0 Z100;
N20 G00 S1200 M03;
N30 G99 G83 G91 X100 Z-20 R-95 Q-5 D2 F50;
N40 G90 G00 X0 Y0 Z100;
N50 M30;(https://www.daowen.com)
注意:如果Z的移动量为零,该指令不执行。
7.攻螺纹循环(G84)
(1)指令功能 该循环执行攻螺纹加工,当到达孔底时,主轴以反方向旋转。攻右旋螺纹,主轴正转攻螺纹,到孔底时主轴停止旋转,主轴反转退回。攻螺纹时速度倍率不起作用。使用进给保持时,在全部动作结束前也不停止。该指令的动作顺序如图4-51所示。
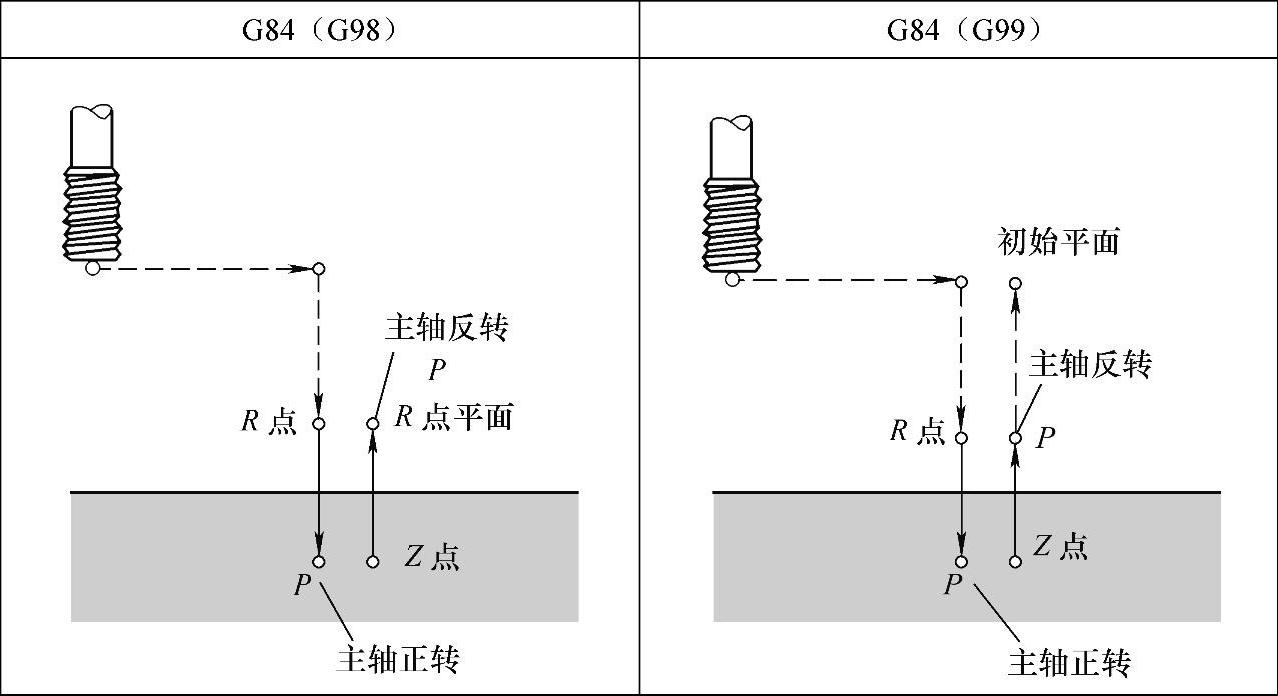
图4-51 攻螺纹循环(G84)
(2)指令格式 G84 X_Y_Z_R_P_F_K_;
其中,X_、Y_为孔位置数据;
Z_为指定孔底平面位置;绝对编程时是孔底Z点的坐标值;增量编程时是孔底Z点相对于R点的增量值;
R_为指定R平面位置;绝对编程时是R点的坐标值;增量编程时是R点相对于初始点的增量值;
P_为孔底暂停时间(ms);
F_为螺纹导程;
K_为重复次数(如果需要的话,一般用于多孔加工的简化编程)。
(3)说明 主轴顺时针旋转执行攻螺纹。当到达孔底时,为了回退主轴以相反方向旋转,这个过程生成螺纹。在攻螺纹期间进给倍率被忽略,进给暂停,不停止机床,直到返回动作完成。
攻螺纹过程要求主轴转速S与进给速度F成严格的比例关系,因此,编程时要求根据主轴转速计算进给速度,进给速度F=主轴转速×螺纹螺距。
关于主轴旋转、M代码和刀具偏置等,与其他循环相同。
(4)动作过程
1)主轴正转,丝锥快速定位到螺纹加工循环起点(X,Y)。
2)丝锥沿Z方向快速运动到参考平面R。
3)攻螺纹加工。
4)主轴反转,丝锥以进给速度反转退回到参考平面R。
5)当使用G98时,丝锥快速退出到初始平面。
例:
O4926;
N10 G92 X0 Y0 Z100 F200;
N20 G00 S200 M03;
N30 G99 G84 G91 X100 Z-20 R-95 P5000 F1;
N40 G00 X0 Y0 Z100;
N50 M30;
注意:如果Z的移动量为零,该指令不执行。
【例4-12】如图4-52所示,用G84加工所有孔的螺纹,螺纹深度10mm。
N02 T01 M06; 选用T01号刀具(ϕ10mm丝锥,螺距为2mm)
N04 G90 S150 M03; 起动主轴正转(150r/min)
N06 G00 X0 Y0 Z30 M08; 快速定位,开切削液
N08 G84 G99 X10 Y10 Z-10 R5 F300; 在(10,10)位置攻螺纹,螺纹深10mm,参考平面高度5mm,螺纹加工循环结束返回参考平面,进给速度F=(主轴转速)150×(螺距)2=300mm/min
N10 X50; 在(50,10)位置攻螺纹(G84为模态指令,直到G80取消为止)
N12 Y30; 在(50,30)位置攻螺纹
N14 X10; 在(10,10)位置攻螺纹
N16 G80; 取消循环
N18 G00 Z30; 快速抬刀
N20 M30; 程序结束
8.镗孔循环(G85)
(1)指令功能 该循环用于镗孔加工,主要用于精度要求不太高的镗孔加工,其动作为:F速度工进镗孔→孔底延时→F速度工退,全过程主轴旋转。该指令的动作顺序如图4-53所示。
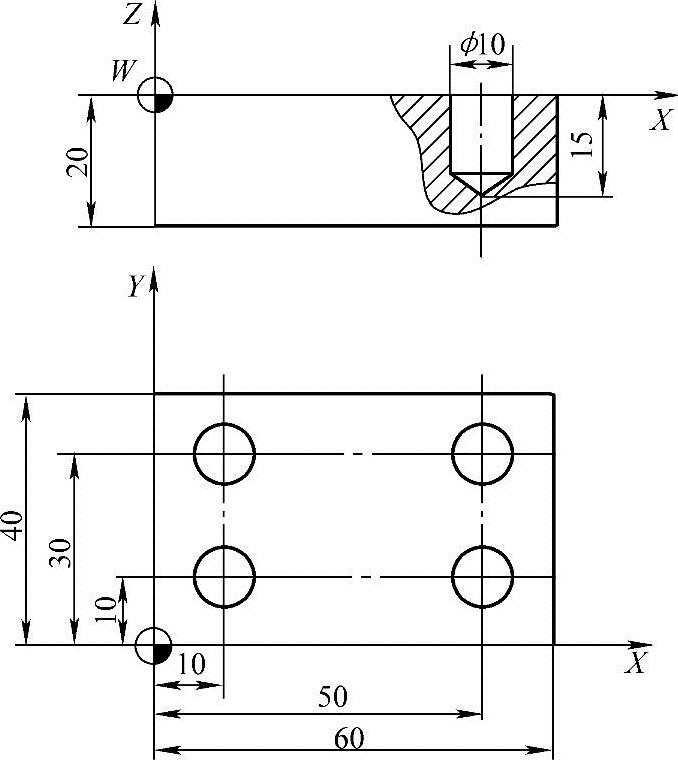
图4-52 攻螺纹循环(G84)
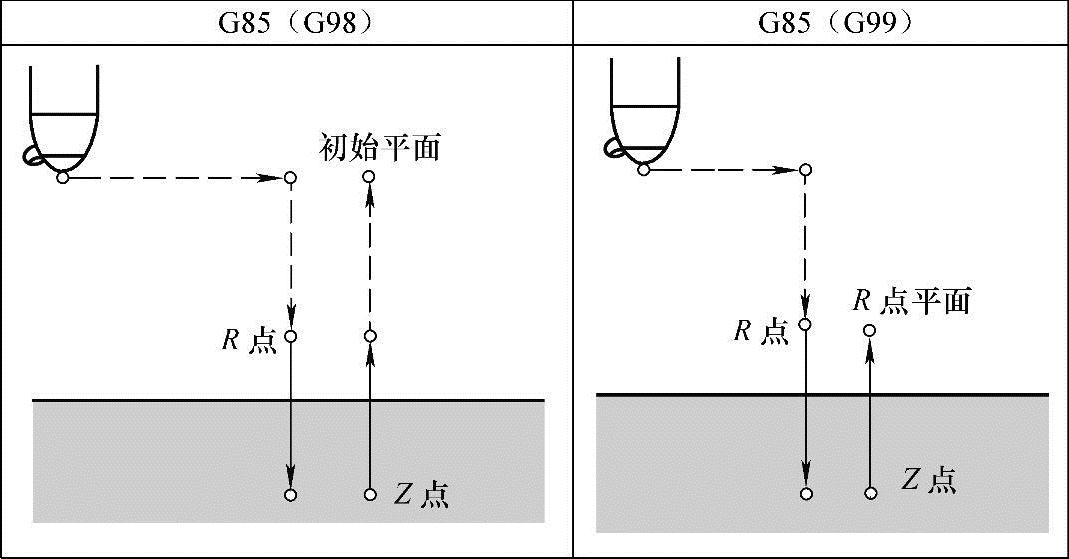
图4-53 镗孔循环(G85)
(2)指令格式 G85 X_Y_Z_R_F_K_;
其中,X_、Y_为孔位置数据;
Z_为指定孔底平面位置;绝对编程时是孔底Z点的坐标值;增量编程时是孔底Z点相对于R点的增量值;
R_为指定R平面位置;绝对编程时是R点的坐标值;增量编程时是R点相对于初始点的增量值;
F_为切削进给速度
K_为重复次数(如果需要的话,一般用于多孔加工的简化编程)。
(3)说明 沿着X和Y轴定位以后,快速移动到R点,到Z点执行镗孔,当到达孔底时,执行切削进给,然后返回到R点。
关于主轴旋转、M代码和刀具偏置等,与其他循环相同。
(4)动作过程
1)镗刀快速定位到孔加工循环起始点(X,Y)。
2)镗刀沿Z方向快速运动到参考平面R。
3)镗孔加工。
4)镗刀快速退出到参考平面R或初始平面。
例:
O4927;
N10 G92 X0 Y0 Z100;
N20 G00 S400 M03;
N30 G99 G85 G91 X100 Z-20 R-95 F50;
N40 G00 X0 Y0 Z100;
N50 M30;
注意:如果Z的移动量为零,该指令不执行。
9.镗孔循环(G86)
(1)指令功能 此指令与G81相同,但在孔底时主轴停止,然后快速退回,再启动。该指令的动作顺序如图4-54所示。
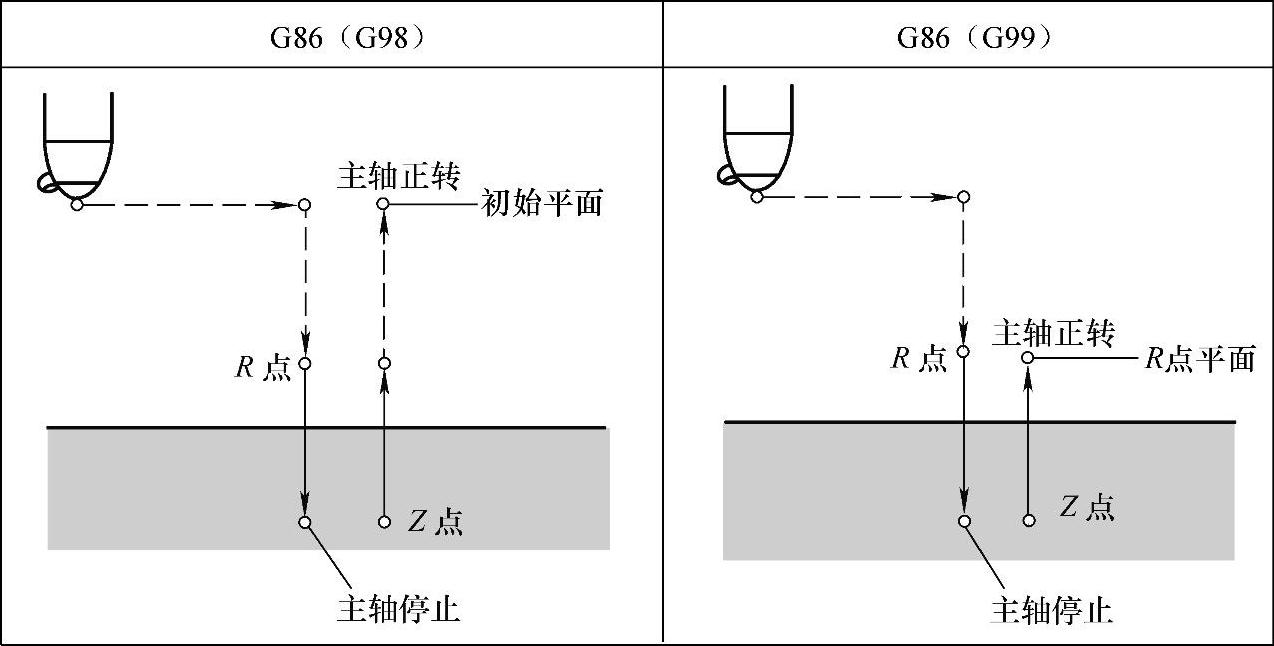
图4-54 镗孔循环(G86)
(2)指令格式 G86 X_Y_Z_R_F_K_;
其中,X_、Y_为孔位置数据;
Z_为指定孔底平面位置;绝对编程时是孔底Z点的坐标值;增量编程时是孔底Z点相对于R点的增量值;
R_为指定R平面位置;绝对编程时是R点的坐标值;增量编程时是R点相对于初始点的增量值;
F_为切削进给速度;
K_为重复次数(如果需要的话,一般用于多孔加工的简化编程)。
(3)说明 沿着X和Y轴定位以后,快速移动到R点,从R点到Z点执行镗孔,当到达孔底时,主轴停止,然后快速退回,再启动,执行切削进给,然后返回到R点。
注意:该指令退刀前没有让刀动作,退回时可能划伤已加工表面,因此只用于粗镗孔。
关于主轴旋转、M代码和刀具偏置,与其他循环相同。
(4)动作过程
1)镗刀快速定位到孔加工循环起始点(X,Y)。
2)镗刀沿Z方向快速运动到参考平面R。
3)镗孔加工。
4)主轴停,镗刀快速退出到参考平面R或初始平面。
例:
O4928;
N10 G92 X0 Y0 Z100;
N20 G00 S600 M03;
N30 G99 G86 G91 X100 Z-20 R-95 F50;
N40 G90 G00 X0 Y0 Z100;
N50 M30;
注意:如果Z的移动量为零,该指令不执行。
10.背镗孔循环(G87)
(1)指令功能 该循环执行精密镗孔,循环的动作顺序如图4-55所示。
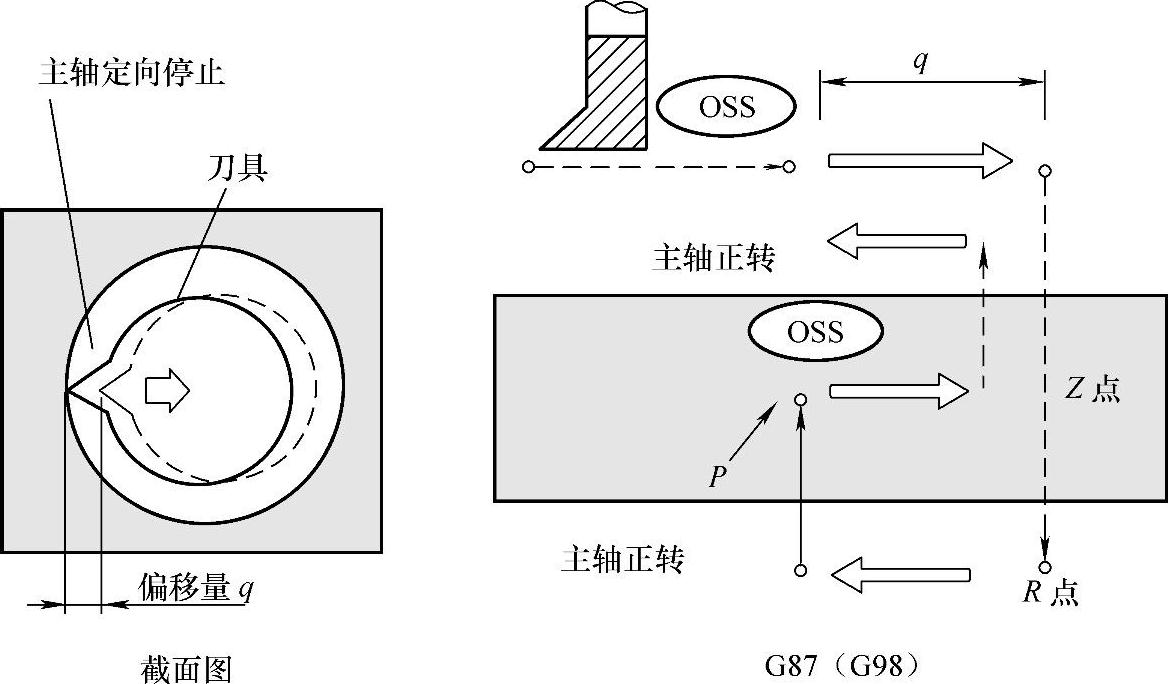
图4-55 背镗孔循环(G87)
(2)指令格式 G87 X_Y_Z_R_Q_P_F_K_;
其中,X_、Y_为孔位置数据;
Z_为指定孔底平面位置;绝对编程时是孔底Z点的坐标值;增量编程时是孔底Z点相对于R点的增量值;
R_为指定R平面位置;绝对编程时是R点的坐标值;增量编程时是R点相对于初始点的增量值;
Q_为刀具的偏移量;
P_为暂停时间(ms);
F_为切削进给速度;
K_为重复次数(如果需要的话,一般用于多孔加工的简化编程)。
(3)说明 沿着X和Y轴定位以后,主轴在固定的旋转位置上停止;刀具在刀尖的相反方向移动,并在孔底(R点)定位(快速移动);然后刀具在刀尖的方向上移动并且主轴正转,沿Z轴的正向镗孔直到Z点。
在Z点主轴再次停在固定的旋转位置,刀具在刀尖的相反方向移动,然后刀具返回到初始位置。刀具在刀尖的方向上偏移,主轴正转,执行下一个程序段的加工。
关于主轴旋转、M代码和刀具偏置等,与其他循环相同。
注意:Q_(在孔底的偏移量)在固定循环中保持模态值,指定时须小心,因为它也用做G73和G83的切削深度。
(4)动作过程
1)镗刀快速定位到孔加工循环起始点(X,Y)。
2)主轴准停、刀具沿刀尖的反方向偏移。
3)快速运动到孔底位置。
4)刀尖正方向偏移回加工位置,主轴正转。
5)刀具向上进给到参考平面R。
6)主轴准停、刀具沿刀尖的反方向偏移Q。
7)镗刀快速退出到初始平面。
8)沿刀尖的反方向偏移。
例:
O4929;
N10 G92 X0 Y0 Z100;
N20 G00 S800 M03;
N30 G98 G87 G91 X100 Y100 Z-20 R-95 Q2 P2000 F30;
N40 G90 G00 X0 Y0 Z100;
N50 M30;
注意:1)如果Z的移动量为零,该指令不执行。2)此指令不得使用G99,如使用则提示“固定循环格式错”报警。
11.镗孔循环(G88)
(1)指令功能 镗孔到孔底,延时P秒后主轴停止旋转,机床停止进给,将工作方式置为手动,并将刀具从孔中手动退出。到初始平面或参照平面上方后,主轴正转,再将工作方式置为自动,按“循环启动”键,刀具返回R点,运行下面的程序。该指令不需主轴准停,动作顺序如图4-56所示。
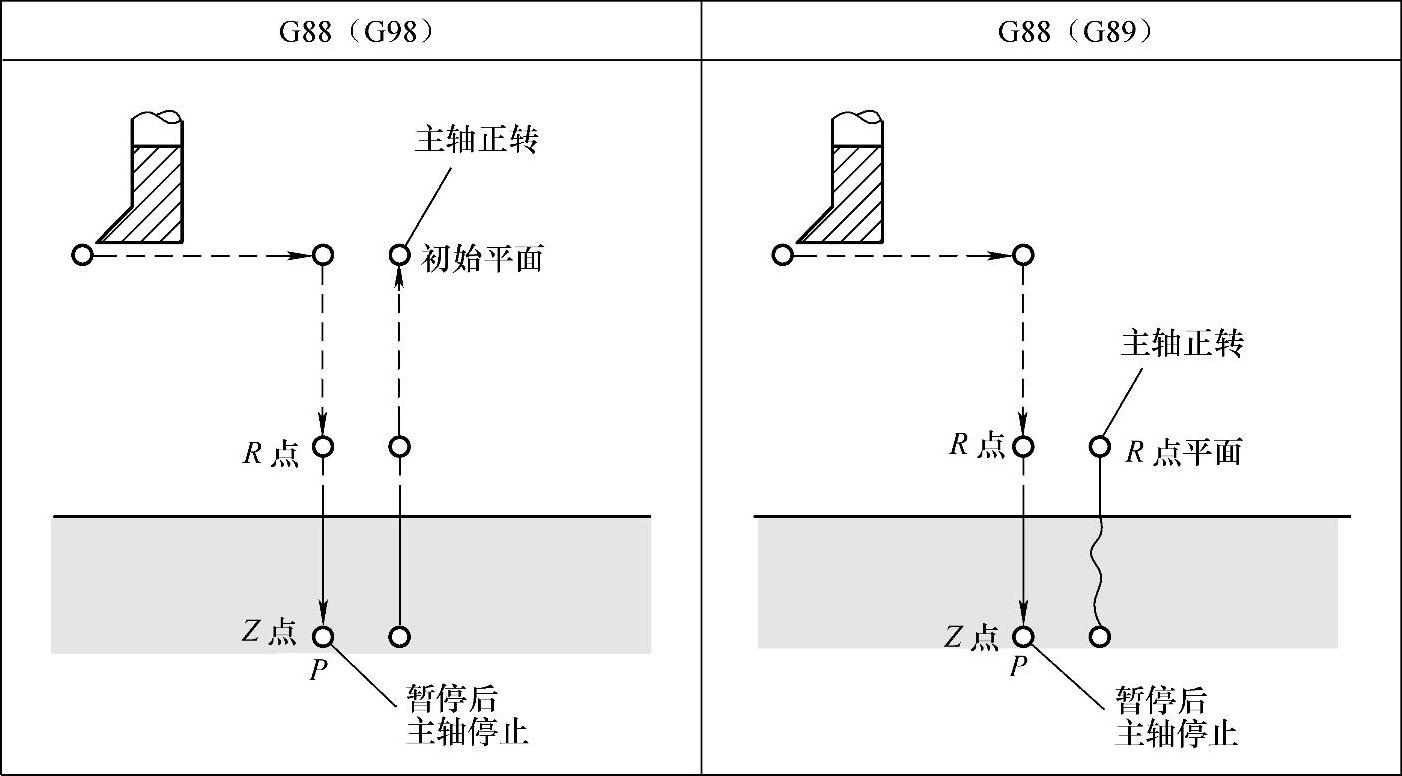
图4-56 镗孔循环(G88)
(2)指令格式 G88 X_Y_Z_R_Q_P_F_K_;
其中,X_、Y_为孔位置数据;
Z_为指定孔底平面位置;绝对编程时是孔底Z点的坐标值;增量编程时是孔底Z点相对于R点的增量值;
R_为指定R平面位置;绝对编程时是R点的坐标值;增量编程时是R点相对于初始点的增量值;
Q_为刀具的偏移量;
P_为暂停时间(ms);
F_为切削进给速度;
K_为重复次数(如果需要的话,一般用于多孔加工的简化编程)。
(3)动作过程
1)镗刀快速定位到孔加工循环起始点(X,Y)。
2)工进镗孔到孔底。
3)延时P秒后主轴停止旋转,机床停止进给。
4)将工作方式置为手动,刀尖反方向偏移,并将刀具从孔中手动退出。
5)到初始平面或参照平面上方。
6)主轴正转,再将工作方式置为自动。
7)按“循环启动”键,刀具返回R点。
8)运行下一个的程序段,进行自动加工。
例:
O4930;
N10 G92 X0 Y0 Z100;
N20 G00 S600 M03;
N30 G98 G88 G90 X100 Y100 Z-15 R5 P2000 F30;
N40 G90 G00 X0 Y0 Z100 M05;
N50 M30;
注意:如果Z的移动量为零,该指令不执行。
12.镗孔循环(G89)
(1)指令功能 此指令与G86指令相同,但在孔底有暂停(孔底延时、停主轴)。该指令动作顺序如图4-57所示。
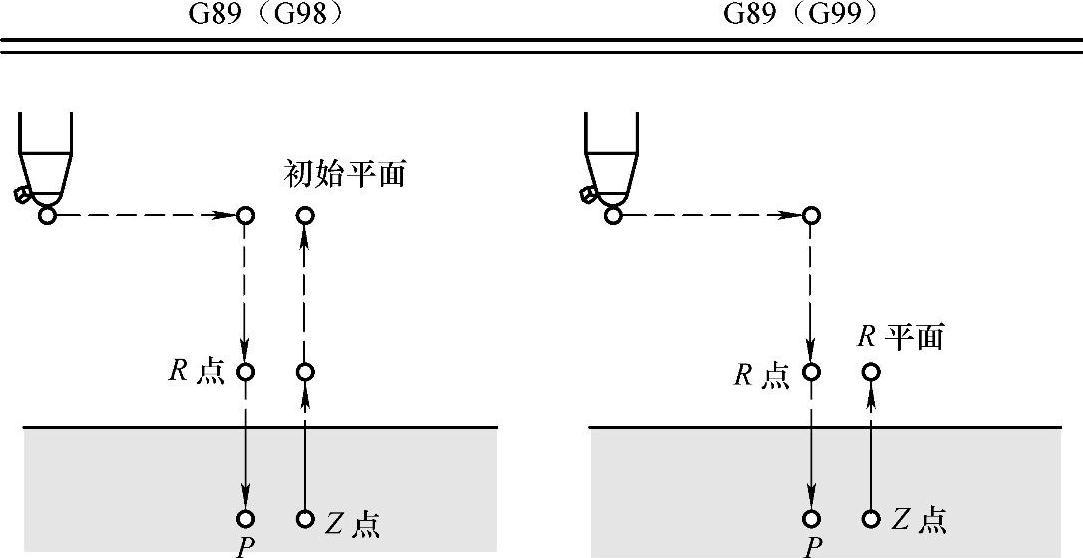
图4-57 镗孔循环(G89)
(2)指令格式 G89 X_Y_Z_R_F_K_;
其中,X_、Y_为孔位置数据;
Z_为指定孔底平面位置;绝对编程时是孔底Z点的坐标值;增量编程时是孔底Z点相对于R点的增量值;
R_为指定R平面位置;绝对编程时是R点的坐标值;增量编程时是R点相对于初始点的增量值;
F_为切削进给速度;
K_为重复次数(如果需要的话,一般用于多孔加工的简化编程)。
(3)说明 沿着X和Y轴定位以后,快速移动到R点,从R点到Z点执行镗孔,当到达孔底时,孔底延时,主轴停止,然后快速退回,再启动,执行切削进给,然后返回到R点。
关于主轴旋转、M代码和刀具偏置等,与其他循环相同。
(4)动作过程
1)镗刀快速定位到孔加工循环起始点(X,Y)。
2)镗刀沿Z方向快速运动到参考平面R。
3)镗孔加工。
4)孔底延时,主轴停,镗刀快速退出到参考平面R或初始平面。
例:
O4931;
N10 G92 X0 Y0 Z100;
N20 G00 S600 M03;
N30 G99 G89 G90 X100 Y100 Z-15 R5 P2000 F20 K5
N40 G90 G00 X0 Y0 Z100;
N50 M30;
注意:如果Z的移动量为零,该指令不执行。
13.取消孔加工循环指令(G80)
G80为取消孔加工循环指令。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






