1.功能
比例缩放(G50、G51)是指编程的形状被放大或缩小(比例缩放),用X_、Y_和Z_指定比例缩放中心,以绝对值指定。尺寸可以放大和缩小相同或不同的比例,比例可以在程序中指定,如图4-28所示。
2.指令格式
有两种指令格式:
(1)各轴比例因子相同时的指令格式
G51 X_Y_Z_P_;
……
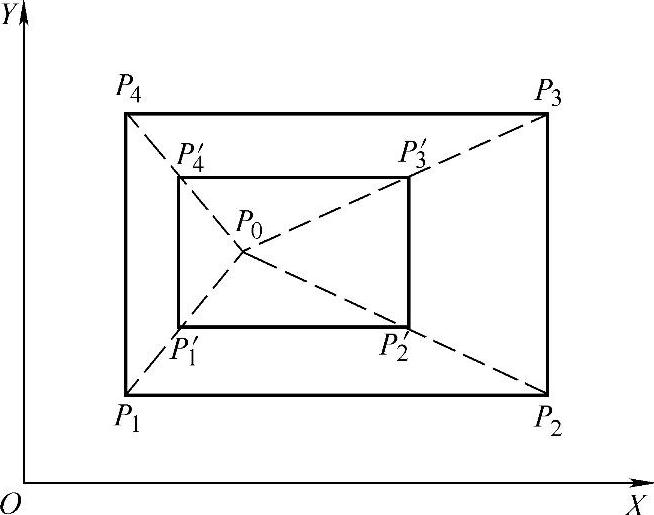
图4-28 比例缩放示意图
G50;
式中,X、Y、Z为比例缩放中心,以绝对值指定;P为比例因子,指定范围为0.001~999.999。若不指定P,可用MDI预先设定的比例因子(用参数设置),任何其他指令不能改变这个值;若省略X、Y、Z,则用指令G51时刀具所在位置作为比例缩放中心。该指令以后的移动指令,从缩放中心开始,实际移动量为原来数值的P倍。比例缩放指令不能缩放偏置量。如图4-28所示,P1~P4为原编程图形,P′1~P′4为按相同比例编程后的图形,P0为比例缩放中心。
(2)各轴比例因子单独指定时的指令格式
G51 X_Y_Z_I_J_K_;
……(https://www.daowen.com)
G50;
式中,X、Y、Z为比例缩放中心,以绝对值指定;I、J、K分别为X轴、Y轴、Z轴的比例因子,指定范围为±0.001~±9.999。若省略I、J、K,则按参数(分别对应I、J、K)设定的比例因子缩放,这些参数必须设定非零值。比例因子与图形的关系见图4-29,其中b/a为X轴的比例因子,d/c为Y轴的比例因子,O为比例缩放中心。
3.说明
1)如果不指定I、J、K值,则预先设定的比例因子有效。
2)当各轴比例因子为负值时,则执行镜像加工,以比例缩放中心为镜像对称中心,如图4-30所示。这时,可用它来取代G51.1和G50.1。
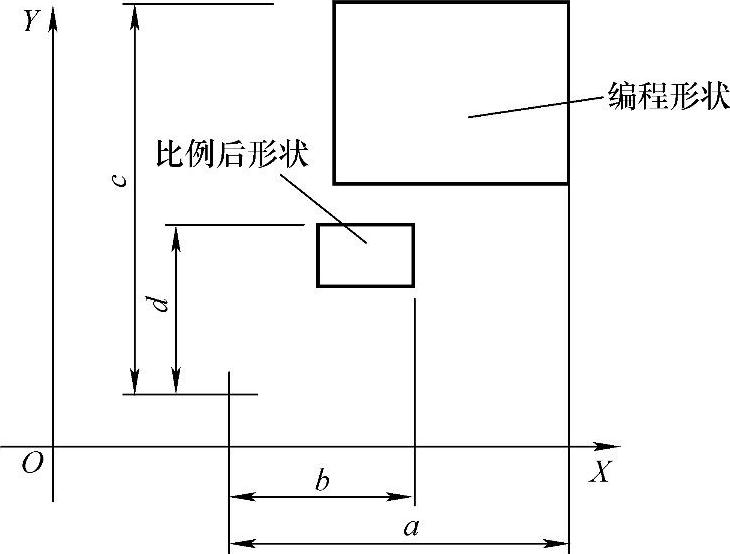
图4-29 比例因子与图形的关系
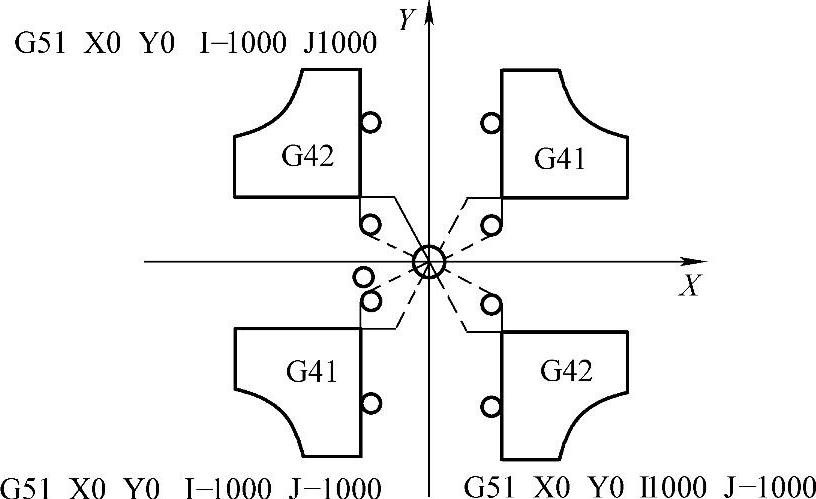
图4-30 比例因子为负值执行镜像加工
4.编程举例
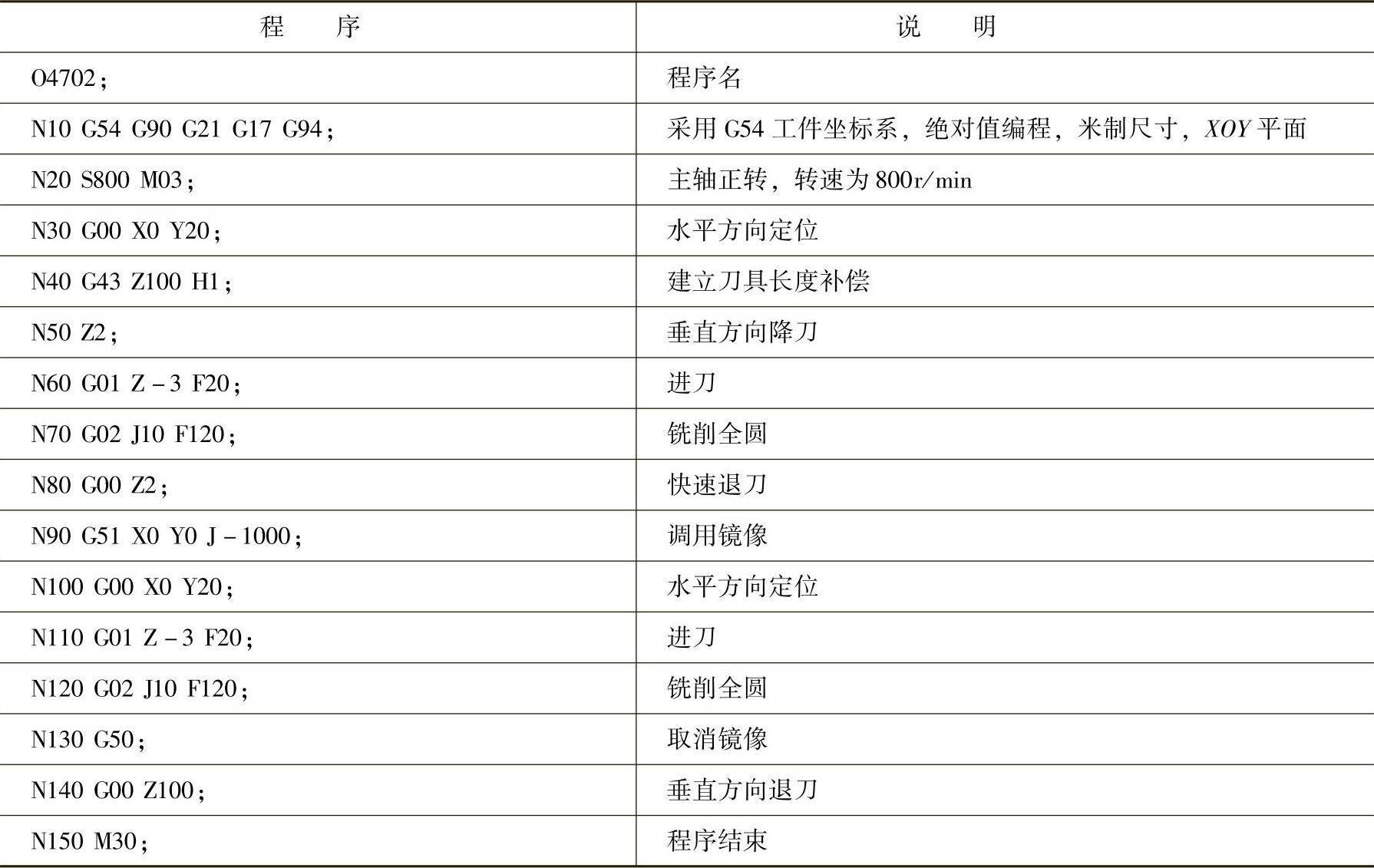
【例4-4】 用ϕ4mm的键槽铣刀加工图4-31所示零件,槽深3mm,编写加工程序。零件加工程序及其说明见表4-9。
表4-9 加工程序及其说明
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





