1.功能
编程时除了用右手直角坐标系外,也可以用极坐标系。极坐标使用平面为G17~G19平面,用所在轴的第一轴指令极坐标半径,第二轴指令角度。规定所选平面的第一轴正方向的逆时针旋转方向为角度的正方向,而顺时针旋转方向为角度的负方向。
2.指令格式
G15;极坐标系指令取消
(G17)G16XYZ;极坐标系指令有效
式中,G16设定极坐标,后面的X表示极轴长度,Y表示极轴的角度,Z无影响。
3.说明
1)半径和角度可以用绝对值指令G90,也可以用增量值指令G91。当半径用绝对值指令G90时,局部坐标系原点为极坐标系中心,如图4-24所示;当半径用增量值指令G91时,当前点为极坐标系中心,如图4-25所示。
2)下列指令即使使用轴地址代码,也不视为极坐标指令:G04(暂停)、G92(工件坐标系设定)、G68(坐标系旋转)、G51(比例缩放)。
3)选择极坐标系指令时,指定圆弧插补或螺旋线切削(G02、G03)时用半径指定。
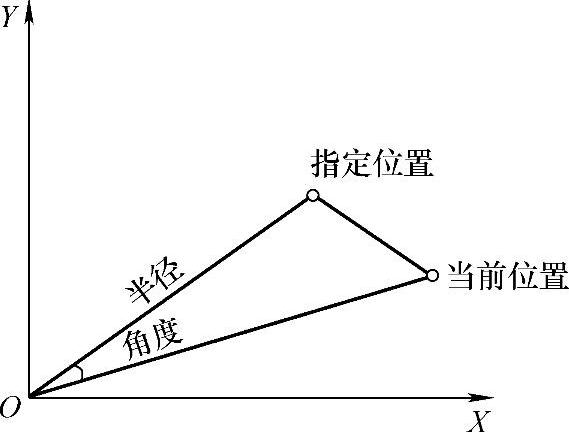
图4-24 半径用绝对值、角度为增量值
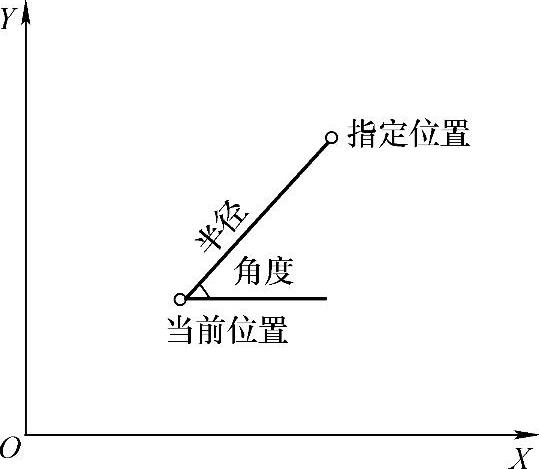
图4-25 半径用增量值、角度为绝对值
4.编程举例
【例4-2】 请完成图4-26所示零件孔的加工。
(1)半径和角度均为绝对值指令时
N10 G90 G17 G16;极坐标系指令有效,选择XOY平面
N20 G99 G81 X100.0 Y30.0 Z-20.0 R5.0 F100;加工位于100mm的距离和30°角度的孔
N30 Y150.0;加工位于100mm的距离和150°角度的孔(www.daowen.com)
N40 Y270.0;加工位于100mm的距离和270°角度的孔
N50 G15 G80;极坐标系指令取消,固定循环取消
(2)半径为绝对值指令,角度为增量值指令时
N10 G90 G17 G16;极坐标系指令有效,选择XOY平面
N20 G99 G81 X100.0 Y30.0 Z-20.0 R5.0 F100;加工位于100mm的距离和30°角度的孔
N30 G91 Y120.0;加工位于100mm的距离和+120°角度增量的孔
N40 Y120.0;加工位于100mm的距离和+120°角度增量的孔
N50 G15 G80;极坐标系指令取消,固定循环取消
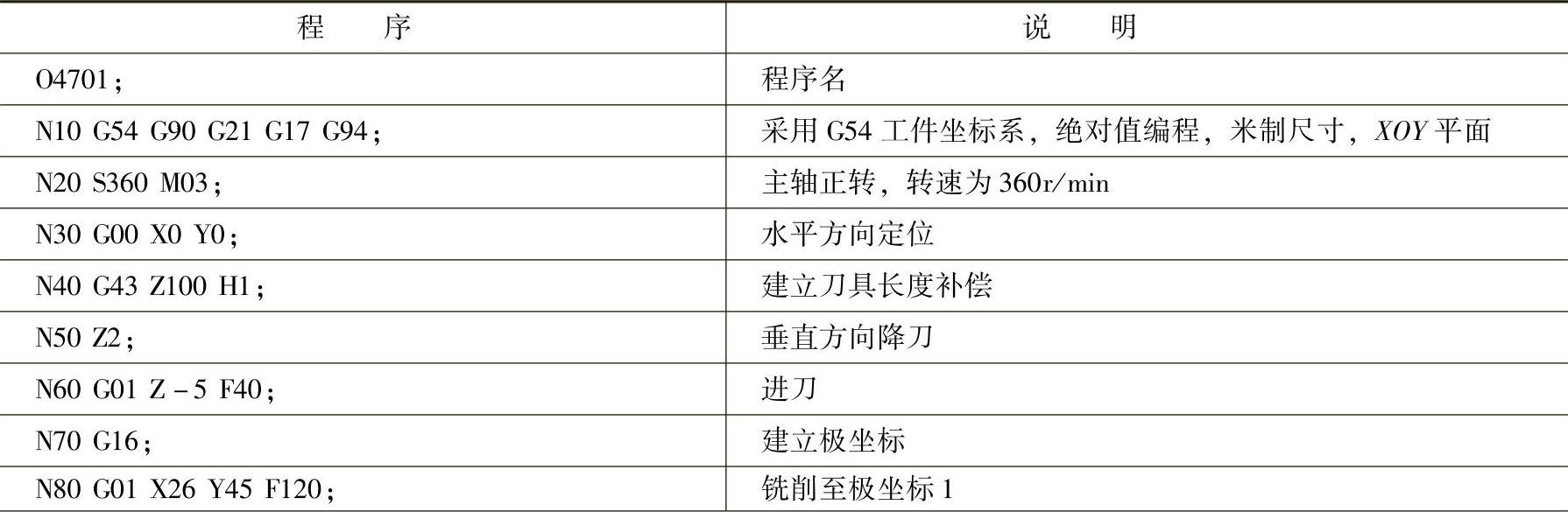
【例4-3】 请用ϕ18mm的四刃立铣刀加工如图4-27所示的深度为5mm的槽,编写加工程序。
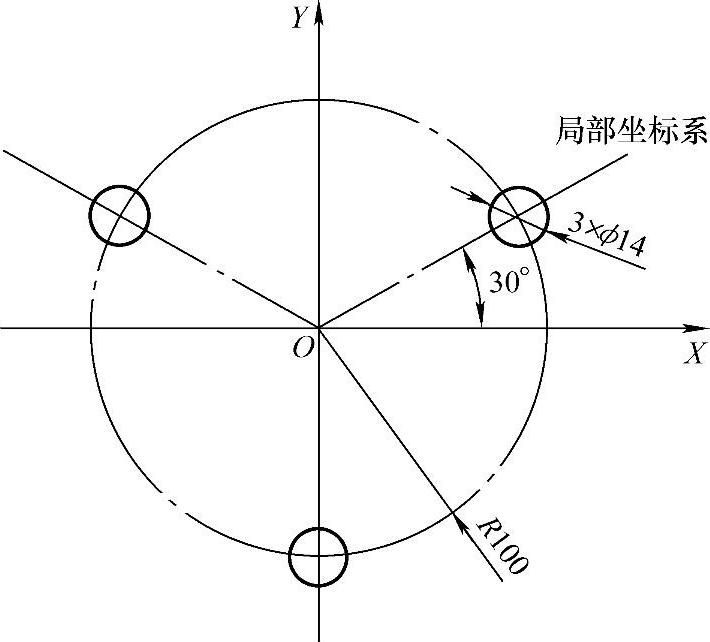
图4-26 极坐标系编程
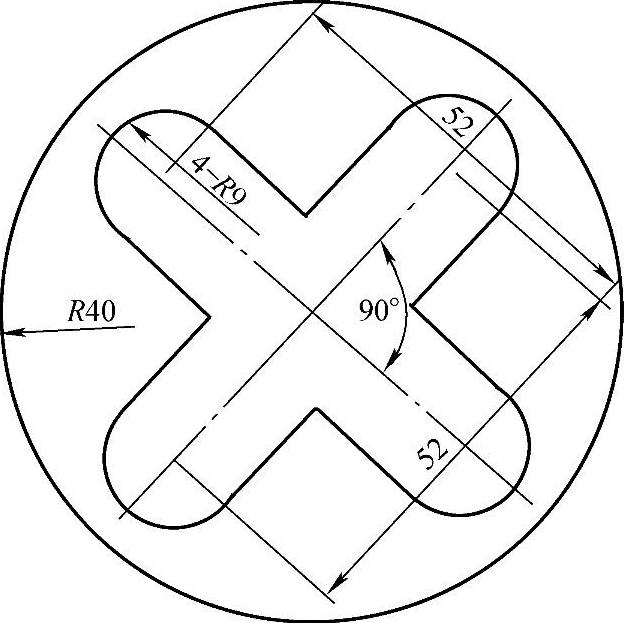
图4-27 槽铣削实例
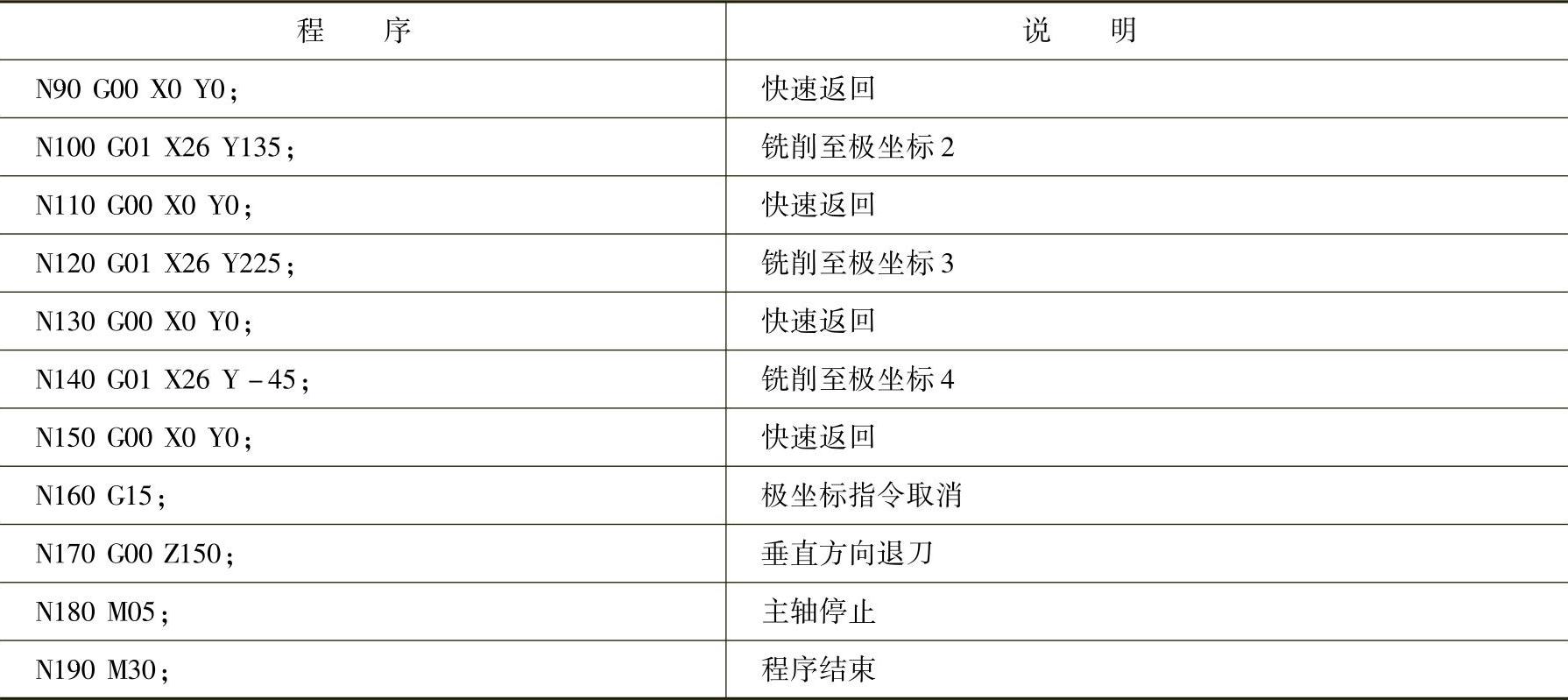
零件加工程序及其说明见表4-8。
表4-8 加工程序及其说明
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






