1.功能
数控铣床在加工零件时,由于刀具半径的存在,要切削出所需的轮廓必须使刀具中心运行轨迹与零件轮廓轨迹偏离一个刀具半径R。对于有刀具半径补偿功能的数控系统,可不必求刀具中心的运动轨迹,直接按被加工工件轮廓曲线编程,同时在程序中给出刀具半径的补偿指令,就可以加工出具有轮廓曲线的零件,使编程工作大大简化。
为了偏移一个刀具半径,CNC首先建立长度等于刀具半径的偏置矢量。偏置矢量垂直于刀具轨迹,方向为零件轮廓曲线(编程轨迹)上在该点的法线方向,并指向刀具中心。矢量的方向是随着零件轮廓曲线(编程轨迹)的变化而变化的。在起刀后指定直线插补或圆弧插补,则在加工期间,刀具轨迹可以用偏置矢量的长度偏移;加工结束时为使刀具返回到开始位置,须取消刀具半径补偿。
刀具半径补偿方向有两个,沿刀具进给方向看,刀具中心在零件轮廓的左侧称为刀具半径左补偿(左刀补),在右侧称为刀具半径右补偿(右刀补)。G41为刀具半径左补偿指令;G42为刀具半径右补偿指令。
2.指令格式
(1)起刀(刀具补偿开始)
G00(或G01)G41(G42)IP_D_;
G41:左侧刀具半径补偿(07组)。
G42:右侧刀具半径补偿(07组)。
IP_;指令坐标轴移动。
D_;指定刀具半径补偿值的代码(1~3位)(D代码)。
(2)刀具半径补偿取消(偏置方式取消)
G00(或G01)G40 IP_;
G40:刀具半径补偿取消(07组)。
IP_;指令坐标轴移动。
平面选择指令与IP_选择的关系见表4-6。
表4-6 平面选择指令与IP_选择的关系

3.说明
(1)偏置取消方式 当电源接通时,CNC系统处于刀偏取消方式。在取消方式中,矢量总是0,并且刀具中心轨迹和编程轨迹一致。
(2)起刀 当在偏置取消方式指定刀具半径补偿指令(G41或G42,在偏置平面内,非零尺寸字和除D0以外的D代码)时,CNC进入偏置方式。
用这个指令移动刀具称为起刀。起刀时应指令定位(G00)或直线插补(G01)。如果指令圆弧插补(G02、G03),出现P/S报警034。
处理起刀程序段和以后的程序段时,CNC预读两个程序段。
(3)偏置方式 在偏置方式中,由定位(G00)、直线插补(G01)或圆弧插补(G02、G03)实现补偿。如果在偏置方式中,处理两个或更多刀具不移动的程序段(辅助功能,暂停等),刀具将产生过切或欠切现象。如果在偏置方式中切换偏置平面,则出现P/S报警037,并且刀具停止移动。
(4)偏置方式取消 在偏置方式中,当满足下面条件的任何一个的程序段被执行时,CNC进入偏置取消方式,并且这个程序段的动作称为偏置取消。
①G40的程序段。
②指令了刀具半径补偿偏置号为0的程序段。(https://www.daowen.com)
当执行偏置取消时,圆弧指令(G02和G03)无效。如果指令圆弧指令,将会产生P/S报警(NO.034)并且刀具停止移动。在偏置取消中,控制执行偏置取消后指令所在的那个程序段和在刀具半径补偿缓存区中的程序段的指令。在单程序段方式下读完一个程序段之后,控制执行这个程序段后并停止。每按一次循环启动按扭,执行一个程序段,且不阅读下个程序段。
然后,在正常情况下的取消方式中,下个要执行的程序段将储存在缓冲寄存器中,并且下个程序段不被读进刀具半径补偿缓存区,如图4-20所示。
(5)刀具半径补偿值的改变 通常,刀具半径补偿值应在取消方式即换刀时改变。如果在偏置方式中改变刀具半径补偿值,在程序段的终点的矢量将被作为新刀具半径补偿值,如图4-21所示。
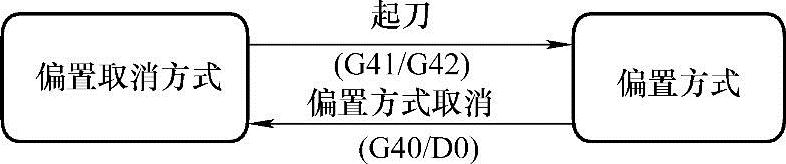
图4-20 改变偏置方式
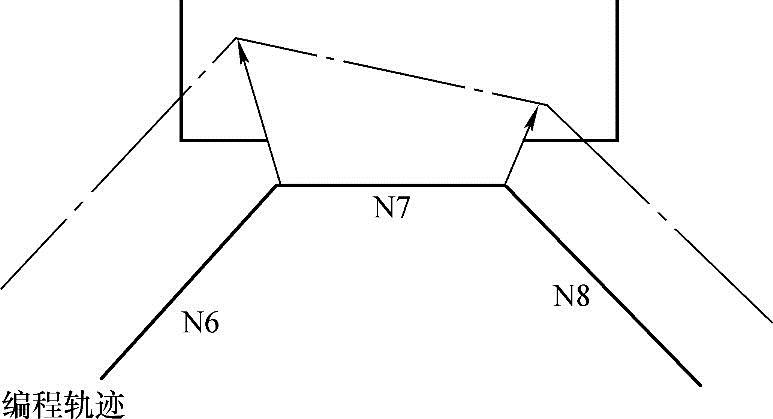
图4-21 改变刀具半径补偿值
(6)正/负刀具半径补偿值和刀具中心轨迹 如果偏置量是负值(-),则G41和G42互换。即如果正的刀具补偿值为刀具中心围绕工件的外轮廓移动,那么负的刀具补偿值将为刀具中心绕着内侧移动,或者相反。以图4-22为例,在一般情况下,偏置量被编程是正值(+)。
当刀具轨迹编程像图4-22中的(1)那样,如果偏置量改为负值(-),则刀具中心移动变成如图4-22中的(2)那样。因此,同样的加工程序允许加工公和母两个形状,并且它们之间的间隙可以用偏置量的选择来调整。
(7)刀具半径补偿值设定 在MDI面板上,把刀具半径补偿值赋予D代码,表示刀具半径补偿值的指定范围为:mm输入:0~±999.999mm;in输入:0~±99.9999in。
1)对应于偏置号0,即D0的刀具半径补偿值总是0。不能设定D0任何其他偏置量。
2)当参数OFH(NO.5001#2)设为0时,刀具半径补偿D可以用H代码指定。
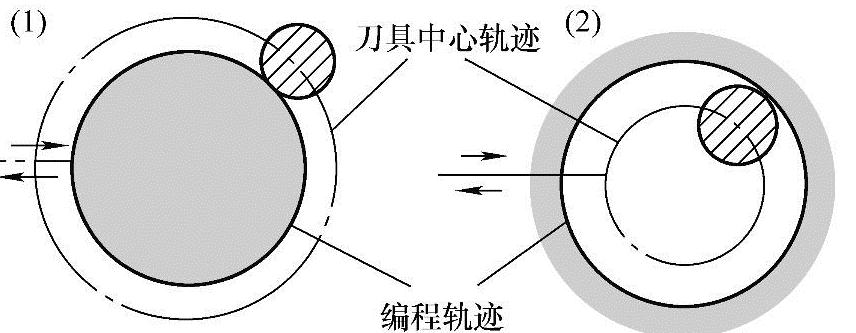
图4-22 当指定正和负刀具半径补偿值时的刀具中心轨迹
(8)偏置矢量 偏置矢量是两维矢量,它等于由D代码赋值的刀具补偿值。它在控制装置内部计算,并且,它的方向根据每个程序段中刀具的前进方向而改变。偏置矢量用复位清除。
(9)指定刀具半径补偿值 对它赋予一个数来指定刀具半径补偿值。这个数由地址D后的1到3位数组成(D代码)。D代码一直有效,直到指定另一个D代码。D代码用于指定刀具偏置值以及刀具半径补偿值。
(10)平面选择和矢量 偏置值计算是在G17、G18和G19(平面选择G代码)决定的平面内实现的。这个平面称为偏置平面。不在指定平面内的位置坐标值不执行补偿。在3轴联动控制的情况下,对刀具轨迹在各平面上的投影进行补偿。只能在“偏置取消方式”下改变偏置平面;如果在“偏置方式”下改变偏置平面,则数控系统显示P/S报警(NO.037)并且机床停止。
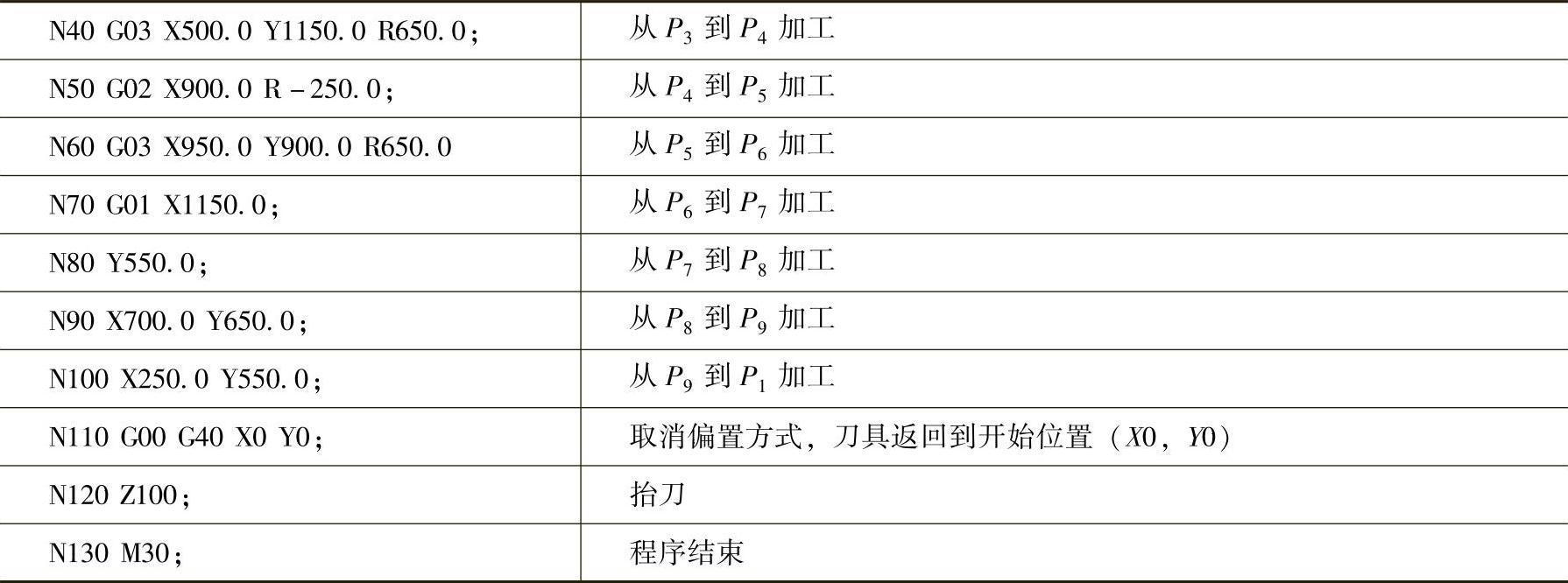
4.编程举例
用半径补偿指令编制如图4-23所示的加工程序。程序见表4-7。
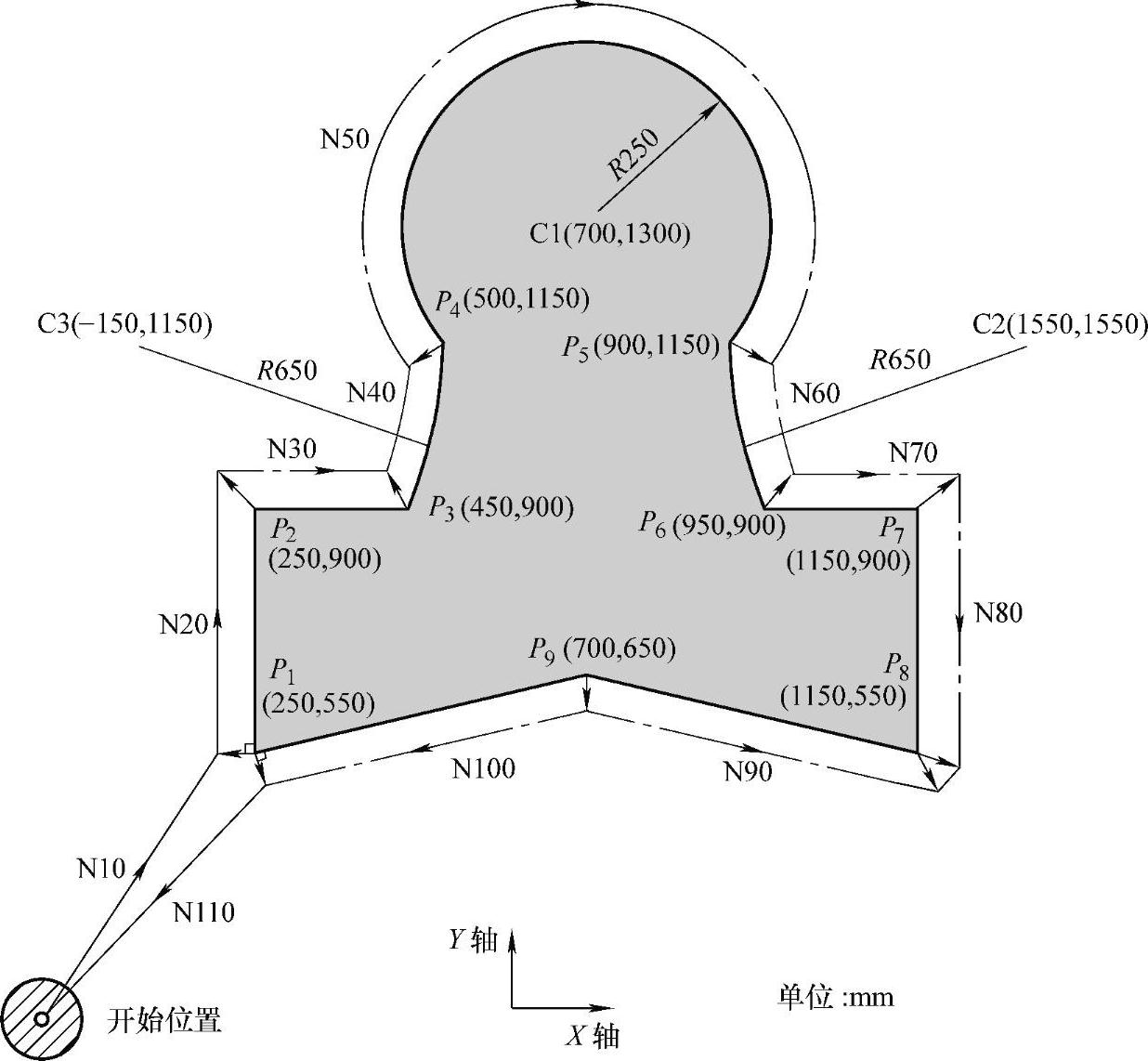
图4-23 用半径补偿指令编程
表4-7 加工程序及其说明

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





