将编程时的刀具长度和实际使用的刀具长度之差设定于刀偏置存储器中。用该功能补偿这个差值而不用修改程序。用G43和G44指定偏置方向,由输入的相应地址号(H代码)从偏置存储器中选择刀具长度偏置值,如图4-14所示。
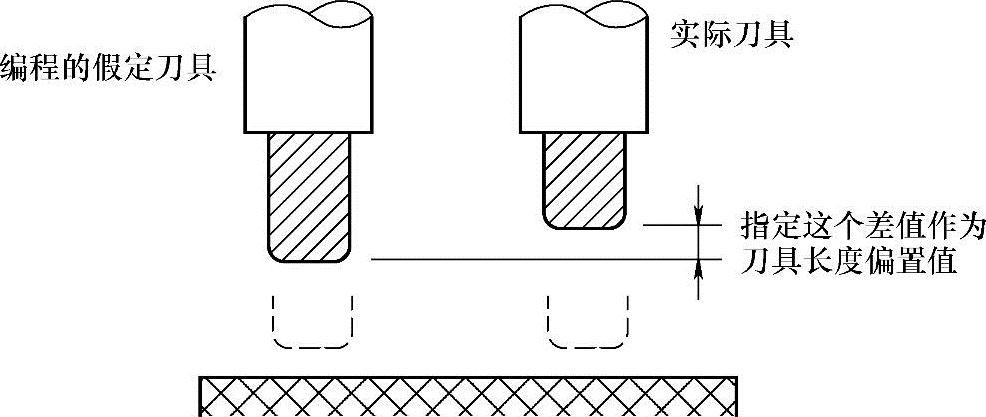
图4-14 刀具长度偏置
1.概述
(1)功能 根据刀具长度的偏置轴,可以使用下面三种刀具偏置方法:
1)刀具长度偏置A。为沿Z轴补偿刀具长度的差值。
2)刀具长度偏置B。为沿X、Y或Z轴补偿刀具长度的差值。
3)刀具长度偏置C。为沿指定轴补偿刀具长度的差值。
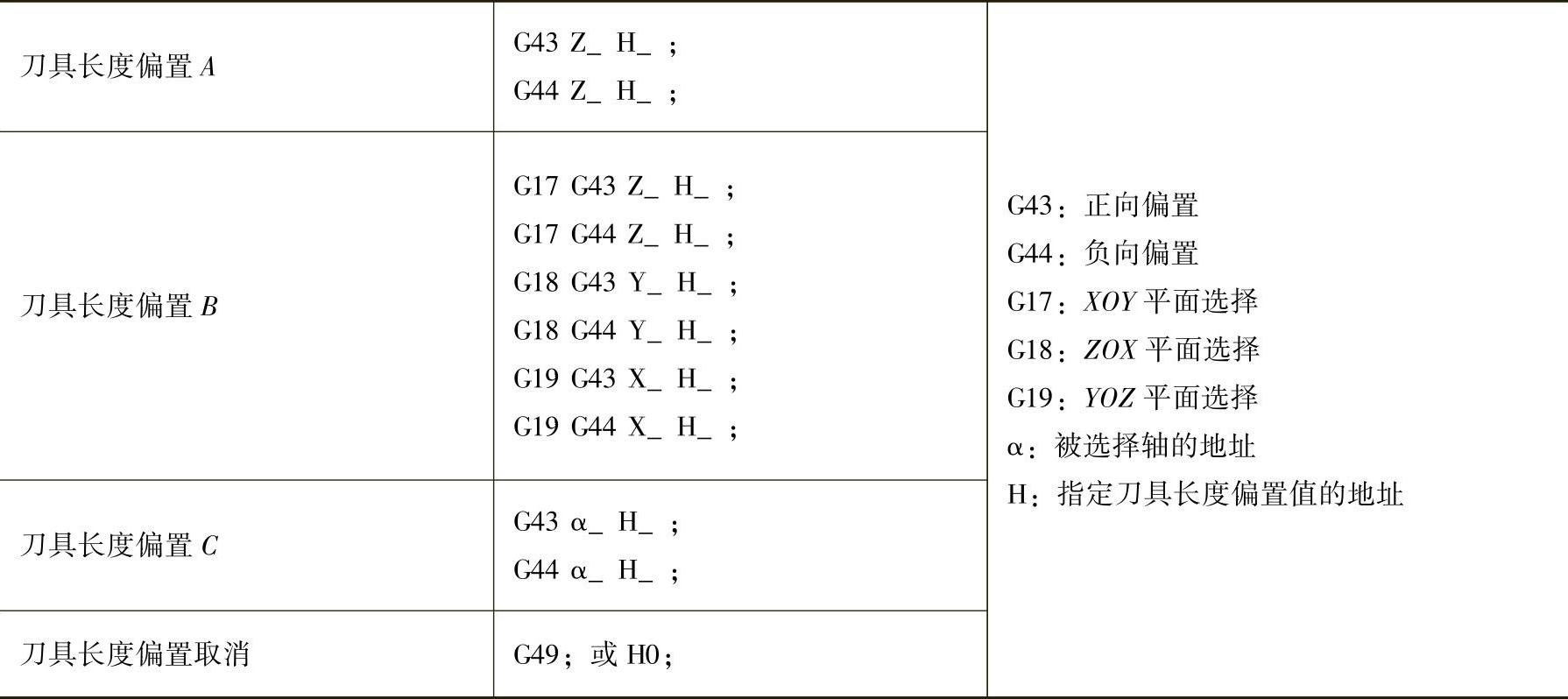
(2)刀具长度偏置指令格式见表4-5。
表4-5 刀具长度偏置指令格式
(3)说明
1)刀具长度偏置的选择。用参数NO.5001#0和#1(TLC和TLB)选择刀具长度偏置A、B或C。
2)偏置的方向。当指定G43时,用H代码指定的刀具长度偏置值(储存在偏置存储器中)加到在程序中由指令指定的终点位置坐标值上。当指定G44时,从终点位置减去补偿值。补偿后的坐标值表示补偿后的终点位置,而不管选择的是绝对值还是增量值。
如果不指定轴的移动,系统假定指定了不引起移动的移动指令。当用G43对刀具长度偏置指定一个正值时,刀具按照正向移动;当用G44指定正值时,刀具按照负向移动;当指定负值时,刀具在相反方向移动。G43和G44是模态G代码。它们一直有效,直到指定同组的G代码为止。
3)刀具长度偏置值的指定。从刀偏存储器中取出由H代码指定(偏置号)的刀具长度偏置值并与程序的移动指令相加(或减)。
①刀具长度偏置A/B。当指定或修改刀具长度偏置A/B的偏置号时,偏置号的有效顺序取决于下述条件。
a)当OFH(参数NO.5001#2)=0时,如图4-15所示。
b)当OFH(参数NO.5001#2)=1时,如图4-16所示。
②刀具长度偏置C。当指定和修改刀具长度偏置C的偏置号时,偏置号的有效顺序取决于下述条件。
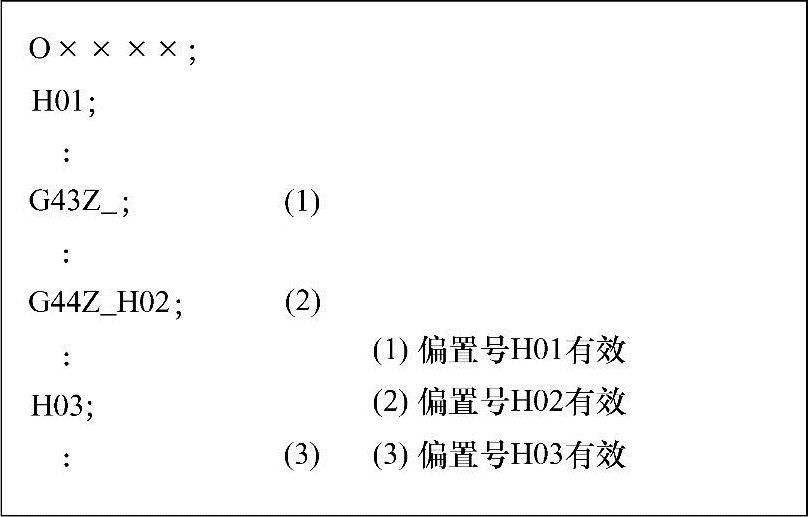
图4-15 当OFH(参数NO.5001#2)=0时(A/B)
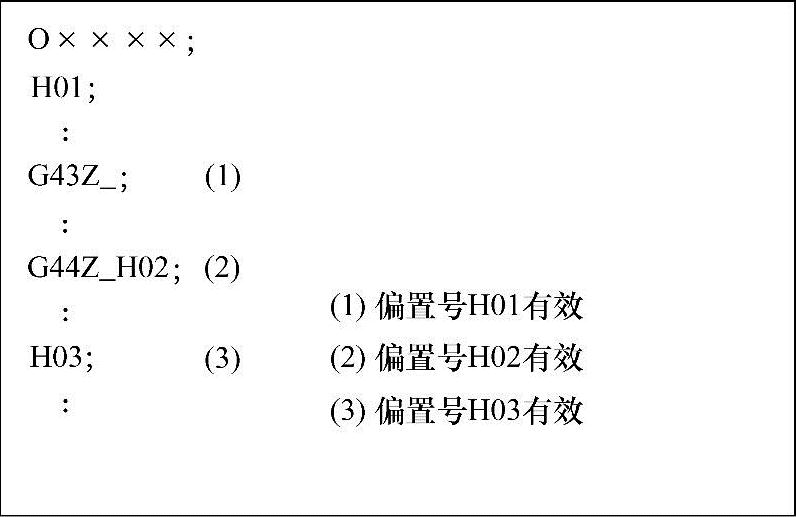
图4-16 当OFH(参数NO.5001#2)=1时(A/B)
a)当OFH(参数NO.5001#2)=0时,如图4-17所示。
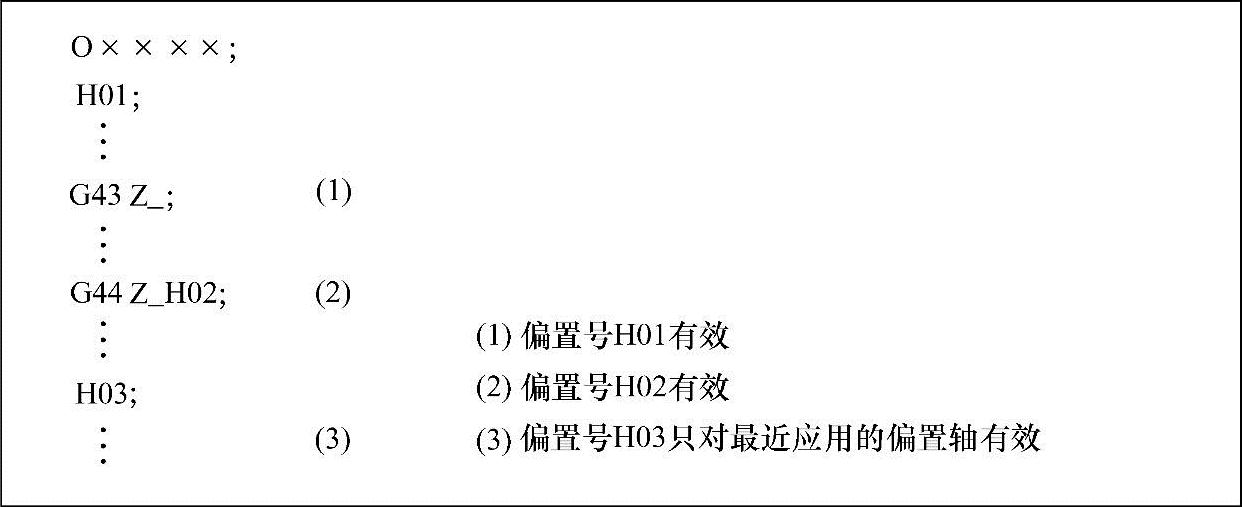
图4-17 当OFH(参数NO.5001#2)=0时(C)
b)当OFH(参数NO.5001#2)=1时,如图4-18所示。
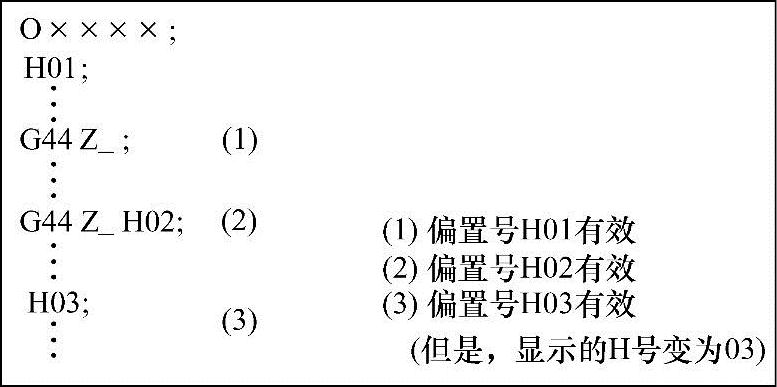
图4-18 当OFH(参数NO.5001#2)=1时(C)(https://www.daowen.com)
通过CRT/MDI面板,将刀具长度偏置值设置在偏置存储器中。刀具长度偏置值的范围为:米制输入为0~999.999mm;寸制输入为0~99.9999in。
当由于偏置号改变使刀具偏置值改变时,偏置值变为新的刀具长度偏置值。新的刀具长度偏置值不加到旧的刀具偏置值上。例如:
H1:刀具长度偏置值20.0;H2:刀具长度偏置值30.0。
G90 G43 Z100.0 H1;Z将移动到120.0。
G90 G43 Z100.0 H2;Z将移动到130.0。
注意:当使用刀具长度偏置和设置参数OFH(NO.5001#2)为0时,用H代码指定刀具长度偏置,用D代码指定刀具半径补偿。对应于偏置号0即H0的刀具长度偏置值为0。不能对H0设置任何其他的刀具长度偏置值。
4)沿两个或更多的轴执行刀具长度偏置。当这些轴在两个或更多段指定时,刀具长度偏置B能沿两个或更多的轴执行。例如沿X和Y轴偏置。G19 G43 H_;表示沿X轴偏置。G18G43H_;表示沿Y轴偏置。
如果TAL位(参数NO.5001#3)设为1,即使刀具偏置C同时沿两个或更多的轴执行,也不出现报警。
5)取消刀具长度偏置。指定G49或H0可以取消刀具长度偏置。在指定G49或H0之后,系统立即取消偏置方式。
在刀具长度偏置B沿两个或更多轴执行之后,用指定G49来取消沿所有轴的偏置。如果指定H0,仅取消沿垂直于指定平面的轴的偏置。
2.编程举例
用刀具长度偏置编程,镗图4-19中所示的t1、t2和t3孔,程序如下:
H1=-4.0(刀具长度偏置值)。
N10 G91 G00 X120.0 Y80.0;(1)
N20 G43 Z-32.0 H1;(2)
N30 G01 Z-21.0 F100;(3)
N40 G04 P2000;(4)
N50 G00 Z21.0;(5)
N60 X30.0 Y-50.0;(6)
N70 G01 Z-41.0;(7)
N80 G00 Z41.0;(8)
N90 X50.0 Y30.0;(9)
N100 G01 Z-25.0;(10)
N110 G04 P2000;(11)
N120 G00 Z57.0 H0;(12)
N130 X-200.0 Y-60.0;(13)
N140 M02;
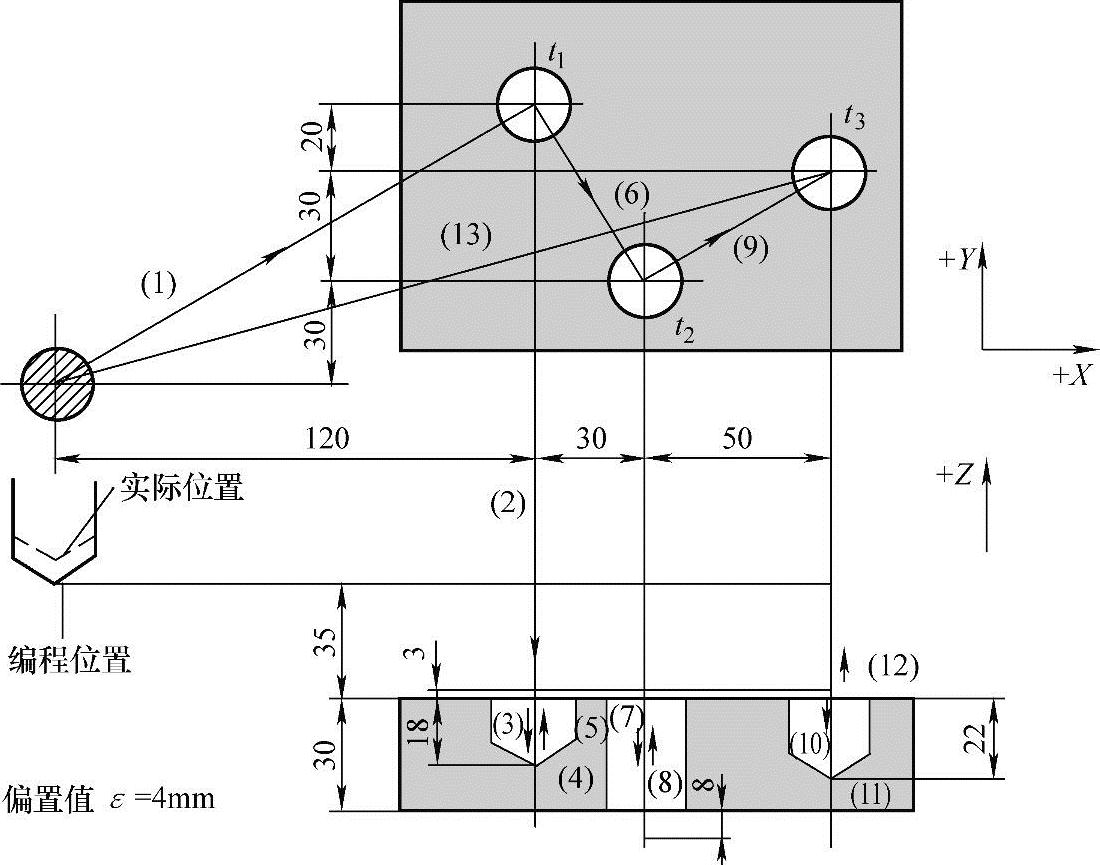
图4-19 刀具长度偏置编程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





