1.功能
指令G02、G03使刀具沿圆弧运动。G02指令表示顺时针圆弧插补,G03指令表示逆时针圆弧插补,如图4-10所示。
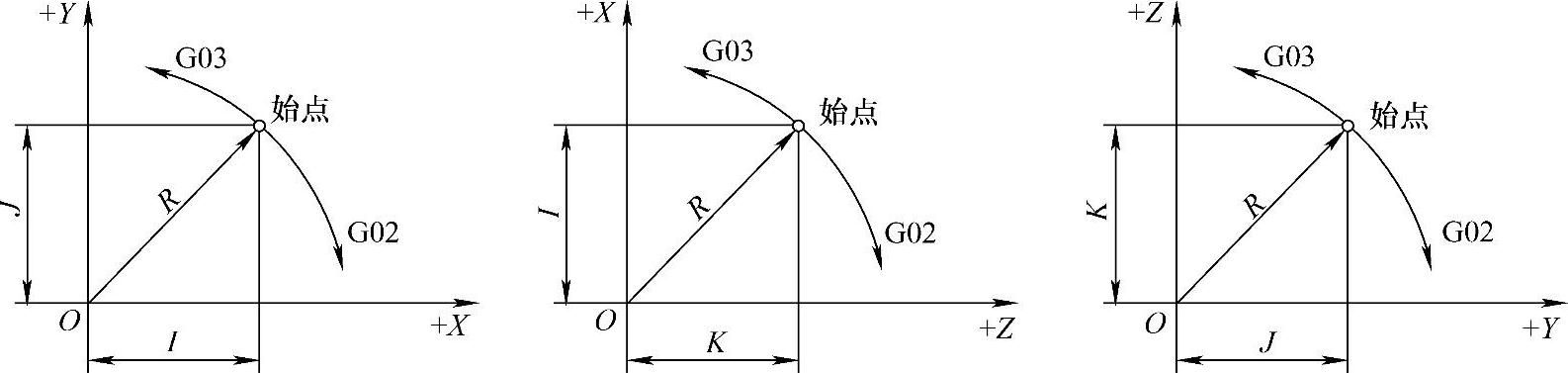
图4-10 平面选择及圆弧插补指令
2.指令格式
1)在XPYP平面上的圆弧

2)在ZPXP平面上的圆弧

3)在YPZP平面上的圆弧

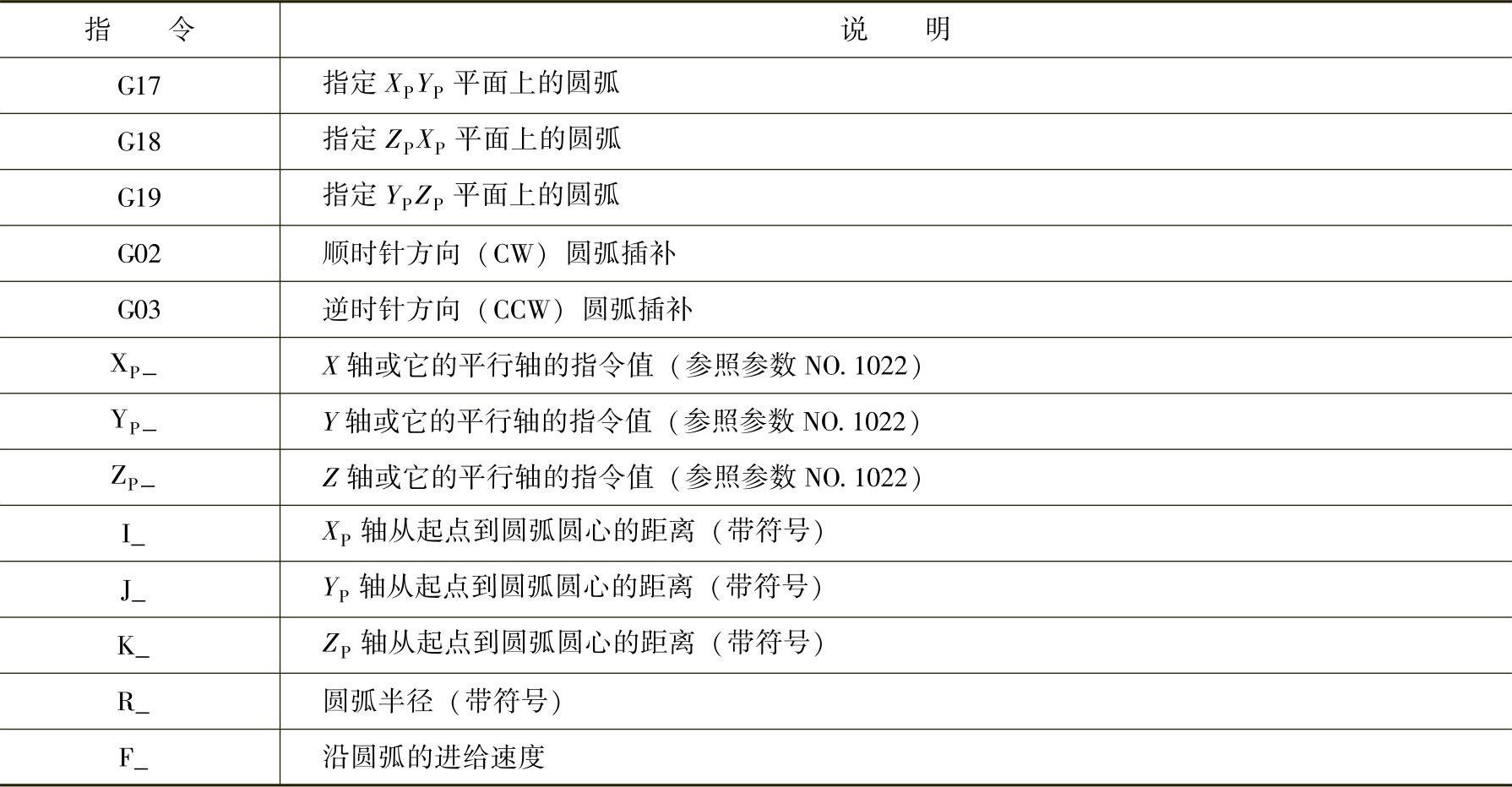
指令格式说明见表4-4。
表4-4 指令格式说明
3.说明
(1)圆弧插补的方向 G02/G03的选用应建立在右手直角坐标系的基础上。在右手直角坐标系中,沿圆弧所在平面(如XPYP平面)的垂直坐标轴的负方向(即-ZP)看去,顺时针方向为G02,逆时针方向为G03,如图4-11所示。
(2)圆弧上移动的距离 用地址XP、YP或ZP指定圆弧的终点,并且根据G90或G91用绝对值或增量值表示。绝对值指令时是圆弧终点在工件坐标系中的绝对坐标值;增量值指令时是从圆弧起点向终点看的距离,即圆弧终点相对于圆弧起点的增量值。
(3)从起点到圆心的距离 用地址I、J、K指令XP、YP、ZP轴向的圆弧中心位置。I、J或K后的数值是从圆弧起点向圆弧中心看的矢量分量,即圆弧圆心相对于圆弧起点分别在XP、YP、ZP轴方向上的增量值,并且不管是G90还是G91指定,总是以增量值指定,如图4-10所示。I、J、K可以省略。如果起点半径和终点半径之差超过了参数(NO.3410)中的允许值时,则产生P/S报警(NO.020)。
(4)整圆编程 当XP、YP和ZP省略(终点与起点相同)并且圆心用I、J和K指定时,即指定了一个360°的圆弧(整圆)。
例如:G02 I_;指定一个整圆。
(5)圆弧半径 圆弧和包含该圆弧的圆的中心之间的距离可以用该圆的半径R指定,以代替I、J和K,在这种情况下,要考虑小于180°的圆弧和大于180°的圆弧的问题。如图4-12所示,当指定小于或等于180°的圆弧时,半径R值为正;当指定大于180°的圆弧时,半径R值为负。如果XP、YP和ZP全都省略,即终点和起点位于相同位置,并且用R指定时,则编了一个0°的圆弧。
(6)进给速度 圆弧插补中的进给速度等于由F代码指定的进给速度,并且沿圆弧的进给速度(圆弧的切线进给速度)被控制为指定的进给速度。指定的进给速度和刀具的实际进给速度之间的误差小于±2%,但是,该进给速度是在加上刀具半径补偿之后沿圆弧测量的。
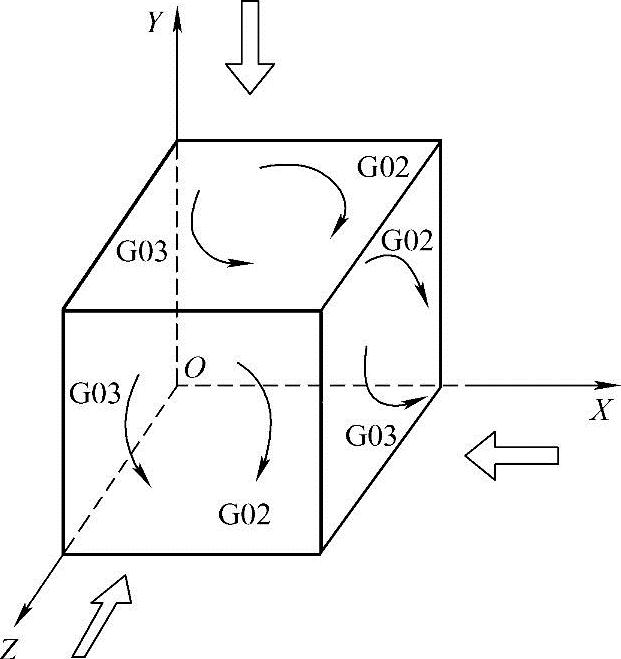
图4-11 圆弧插补图
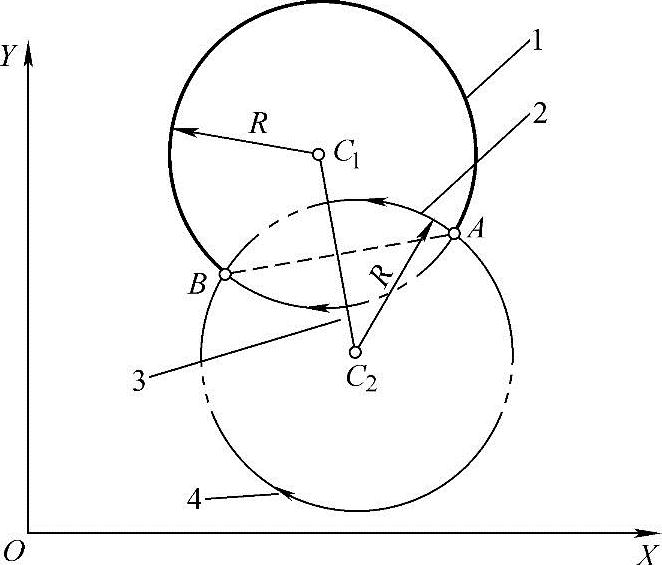
图4-12 相同半径的四种不同圆弧
1、4—圆弧>180° 2、3—圆弧≤180°
A—起点 B—终点 C1、C2—圆心(www.daowen.com)
4.限制
1)如果地址I、J、K和R同时指定,用地址R指定的圆弧优先,其余被忽略。
2)如果指令了不包含在指定平面内的轴,则显示报警。
5.编程举例
1)编程举例1:如图4-12所示,A为圆弧起点,B为圆弧终点,对于一个相同数值的R,则有四种不同的圆弧通过这两个点,其编程格式分别如下:
圆弧1:G03 X_Y_R-_;
圆弧2:G03 X_Y_R+_;
圆弧3:G02 X_Y_R+_;
圆弧4:G02 X_Y_R-_;
2)编程举例2:用G02、G03指令对图4-13所示的圆弧进行编程,刀具从A→B→C切削,其程序为:
①采用G90时(绝对值编程)
G92 X200 Y40(Z0);定刀尖起点A
G90 G03 X140 Y100 I-60(J0) F100;A→B
G02 X120 Y60 I-50(J0);B→C
或G92 X200 Y40;
G90 G03 X140 Y100 R60 F100;
G02 X120 Y60 R50;
②采用G91时(增量值编程)
G92 X200 Y40;
G91 G03 X-60 Y60 I-60(J0)F100;
G02 X-20 Y-40 I-50(J0);
或 G91 X200 Y40;
G91 G03 X-60 Y60 R60 F100;
G02 X-20 Y-40 R50;
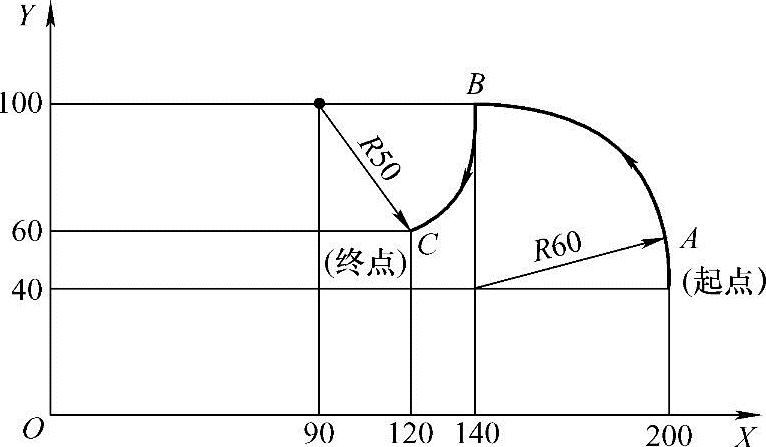
图4-13 圆弧编程举例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






