1.功能
G00指令是在工件坐标系中以快速移动速度移动刀具到达由绝对或增量指令指定的位置。在绝对指令中,用终点坐标值编程;在增量指令中用刀具移动的距离编程。G00指令是快速定位,不对工件进行切削加工,一般用于刀具要快速趋进工件或切削完后使刀具快速退离工件。
2.指令格式
G00 X_Y_Z_;
式中,X_Y_Z_:绝对值指令时是以工件原点为基准的终点位置的坐标值;增量值指令时是刀具从当前点移动到目标点的位移量。
3.说明
1)用1401号参数的第1位,可以选择下面两种刀具轨迹中的一种:
①非直线插补定位。刀具以每轴的快速移动速度定位。刀具轨迹一般不是直线。
②直线插补定位。刀具轨迹与直线插补(G01)相同。刀具以不超过每轴的快速移动速度,在最短的时间内定位。
直线插补定位和非直线插补定位如图4-7所示。
2)不运动的坐标可以省略不写。
3)G00指令是模态指令。
4)G00指令中的快速移动速度由机床制造厂在1420号参数中分别对每个坐标轴设定。在G00定位方式中,在程序段的开始,刀具加速到设定的速度,而在程序段结束时减速;在确认到位之后,执行下一个程序段。“到位”是指进给电动机将工作台拖至了指定的位置范围内,这个范围由机床制造厂决定并设置到参数NO.1826中。(www.daowen.com)
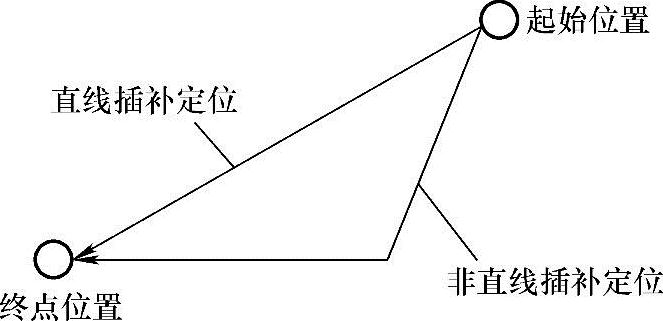
图4-7 直线插补定位和非直线插补定位
4.限制
快速移动速度不能在地址F中指定。即使指定了直线插补定位,在下列情况中仍然使用非直线插补定位,因此,应确保刀具不碰到工件。
1)G28指定在参考点和中间位置之间的定位。
2)G53,在机床坐标系中定位。
5.编程举例(图4-8)
绝对值编程:G90 G00 X100 Y60;
增量值编程:G91 G00 X60 Y40;
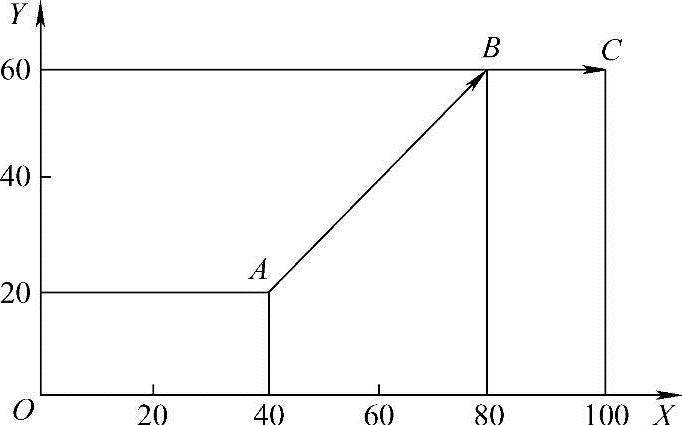
图4-8 快速定位G00指令
这里刀具轨迹为一折线,即刀具从起始点A先沿X轴、Y轴同时快速移动至B点,然后再沿X轴移至终点C。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





