【摘要】:增量值编程由G91指定,它表示程序段中的坐标尺寸字为增量坐标值,即刀具运动的终点相对于起点的增量坐标值,也就是待运行的位移量。移动的方向由符号决定。G91一直有效,直到在后面的程序段中由G90替代为止,即模态有效。G90/G91适用于所有坐标轴。图4-3所示零件,孔A、B、C的相互位置采用相对尺寸标注,在编程时采用G91方式比较方便;而图4-4的零件采用绝对尺寸标注,宜采用G90方式编程。图4-5 绝对值与增量值编程
G90和G91指令分别对应着绝对值编程和增量值编程。G90表示程序段中的坐标尺寸字为绝对坐标值,即从编程原点开始的坐标值,系统通电启动后,机床处在G90状态。G90输入程序,其后所有输入的坐标值都是以编程原点为基准的绝对坐标值,并且一直有效,直到在后面的程序段中由G91(增量值编程)替代为止,即模态有效。
增量值编程由G91指定,它表示程序段中的坐标尺寸字为增量坐标值,即刀具运动的终点相对于起点的增量坐标值,也就是待运行的位移量。移动的方向由符号决定。G91一直有效,直到在后面的程序段中由G90(绝对值编程)替代为止,即模态有效。G90/G91适用于所有坐标轴。
图4-3所示零件,孔A、B、C的相互位置采用相对尺寸标注,在编程时采用G91方式比较方便;而图4-4的零件采用绝对尺寸标注,宜采用G90方式编程。
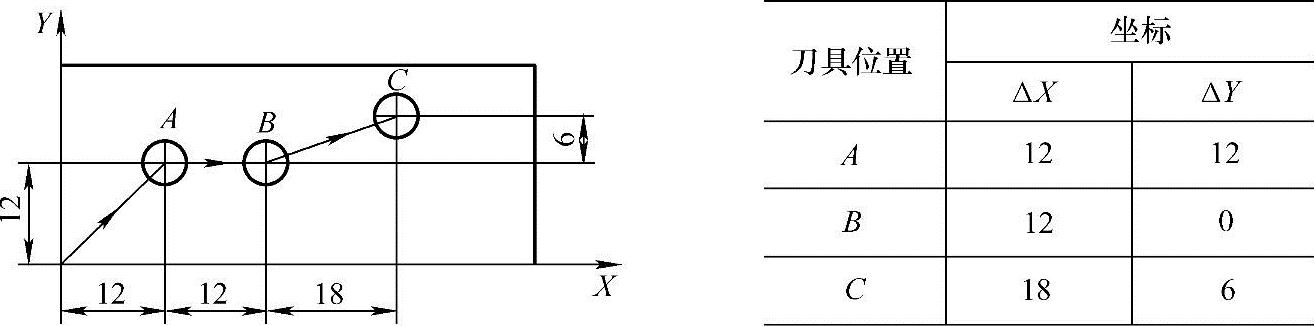
图4-3 相对尺寸标注及坐标计算
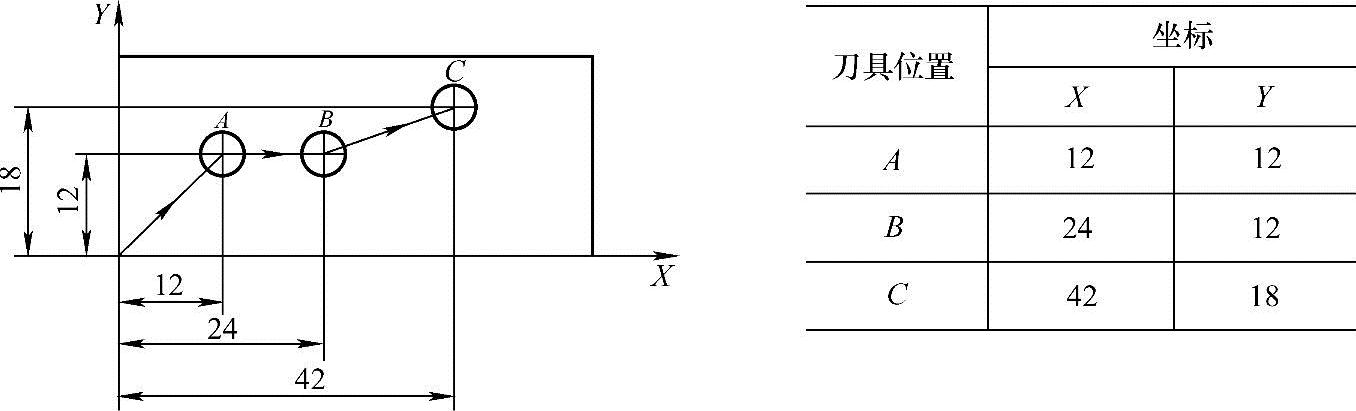
图4-4 绝对尺寸标注及坐标计算
编程举例(www.daowen.com)
如图4-5所示,刀具从起点A运动到终点B分别由以下两种编程方式来指定:
G90 G01 X30 Y60 F100;
G91 G01 X-60 Y30 F100;
在实际编程中,可根据具体情况选择用G90还是用G91,以编程方便简单为准。
注意:有些数控系统没有绝对值和增量值编程指令,当采用绝对值编程时,尺寸字用X、Y、Z表示;当采用增量值编程时,尺寸字用U、V、W表示。
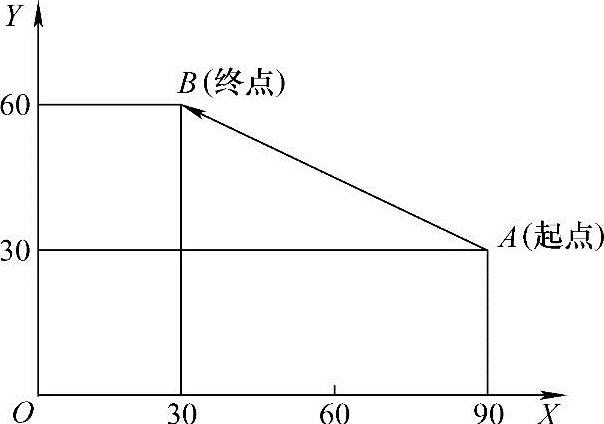
图4-5 绝对值(G90)与增量值(G91)编程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关数控铣床培训教程的文章






