准备功能是程序编制中的核心内容,只有熟练掌握其使用方法,才能更好地编制程序。
准备功能也称G功能或G代码,主要用来指令机床或数控系统建立起某种工作方式。G功能由地址符G及其后的数字组成。
1.G代码分为两类
1)非模态G代码。G代码只在指令它的程序段中有效。
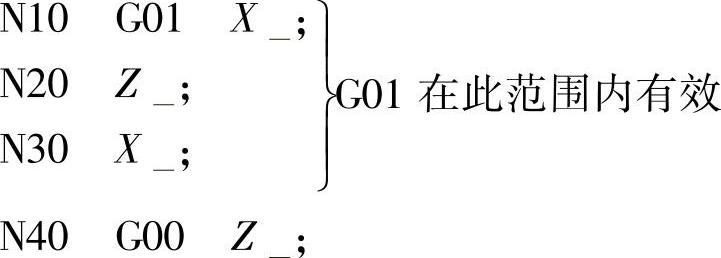
2)模态G代码。在指令同组其他G代码前该G代码一直有效。
例:G01和G00是01组的模态G代码。
2.关于G代码说明
1)如果设定参数NO.3402的第6位CLR,电源接通或复位时使CNC进入清除状态,此时的模态G代码如下:
①模态G代码处在表4-1中用★指示。
②当电源接通或复位而使系统为清除状态时,原来的G20或G21保持有效。
③用参数NO.3402的第7位设置电源接通时可以是G22或G23。另外,将CNC复位为清除状态时G22和G23保持不变。
④设定参数NO.3402的第0位(G01),决定是G00或G01有效。
⑤设定参数NO.3402的第3位(G91),决定是G91或G90有效。(www.daowen.com)
⑥设定参数NO.3402的第1位(G18)和第2位(G19),决定是G17、G18或G19。
2)除了G10和G11以外,00组的G代码都是非模态G代码。
3)当指定了没有列在G代码表中的G代码或指定了未选择功能的G代码时,输出P/S报警(010号)。
4)不同组的G代码能够在同一程序段中指定。如果在同一程序段中指定了多个同组G代码,则仅执行最后指定的G代码。
5)如果在固定循环中指令了01组的G代码,就像指定了G80指令一样取消固定循环。01组G代码不受固定循环G代码的影响。
6)G代码按组号显示。
7)根据参数NO.5431第0位(MDL)的设定,G60的组别可以转换(当MDL=0时,G60为00组G代码,当MDL=1时,G60为01组G代码)。
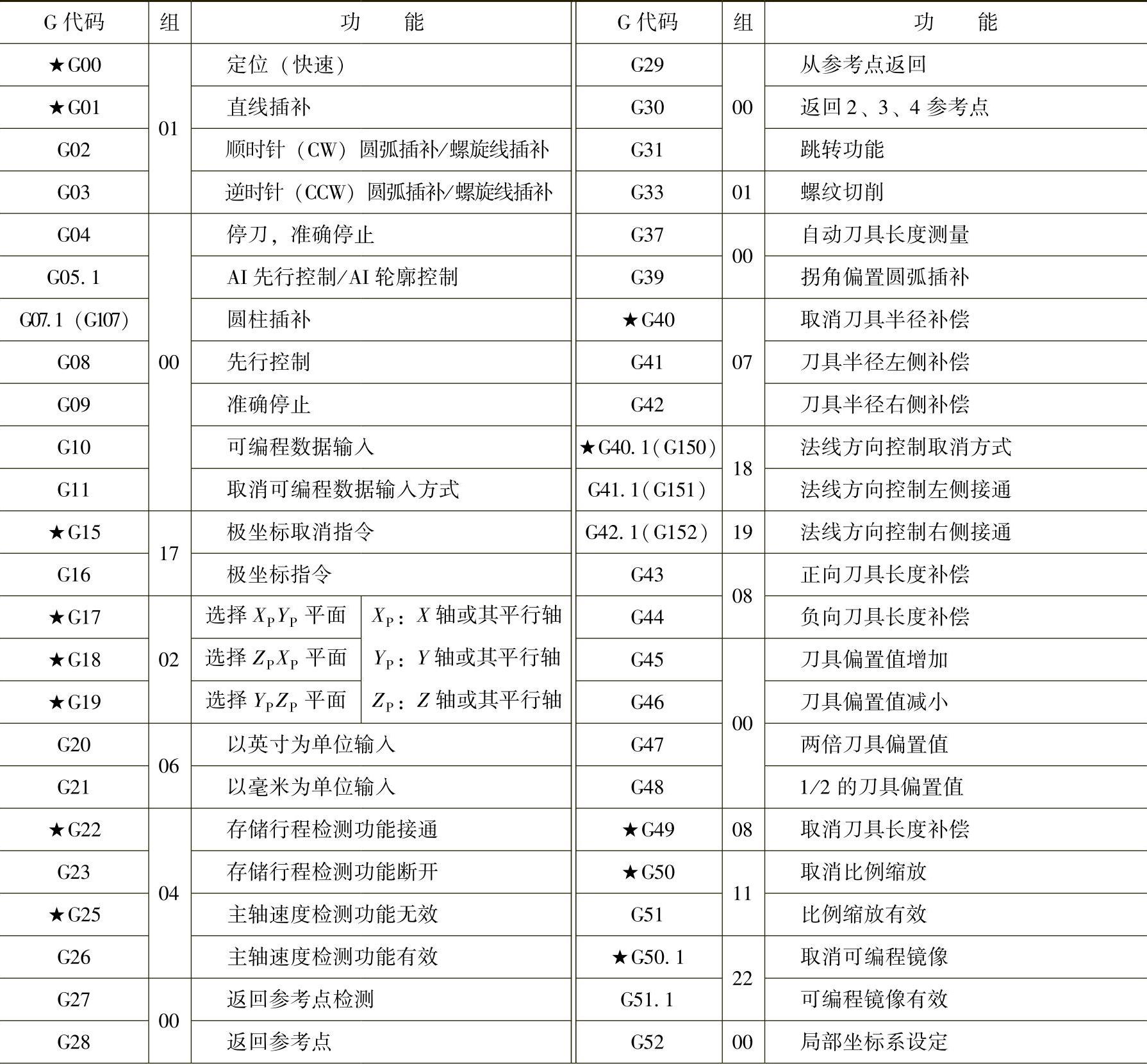
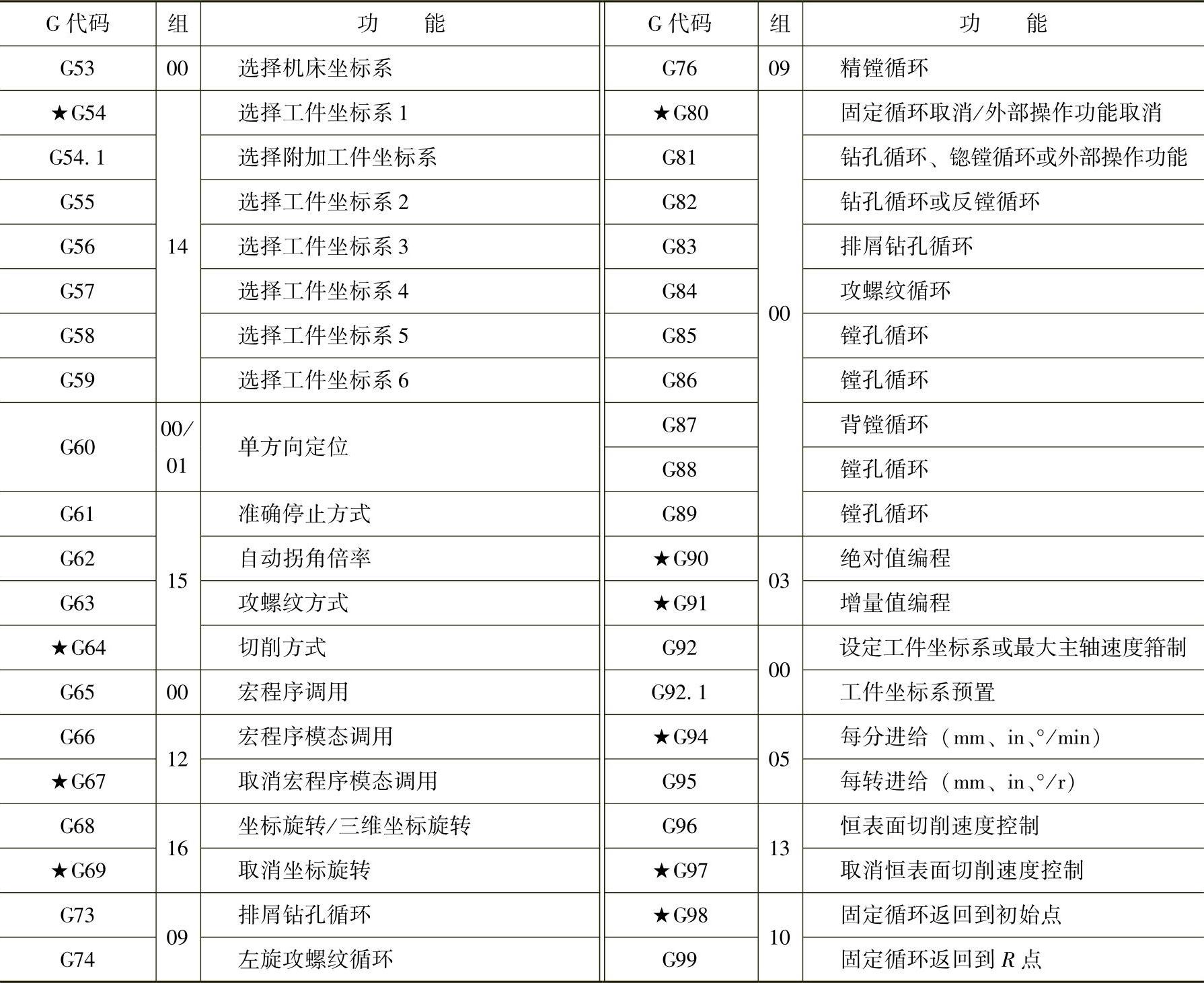
FANUC 0i-MC系统G代码见表4-1。
表4-1FANUC0i-MC系统G代码
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




