1.机床坐标系
以机床原点为坐标系原点建立起来的X、Y、Z轴直角坐标系,称为机床坐标系。机床坐标系是机床本身固有的坐标系,它是制造和调整机床的基础,也是设置工件坐标系的基础,一般不允许随意变动。
数控铣床坐标系符合ISO规定,仍按右手笛卡儿规则建立。三个坐标轴互相垂直,机床主轴轴线方向为Z轴,刀具远离工件的方向为Z轴正方向。X轴是位于与工件安装面相平行的水平面内,对于立式铣床,人站在工作台前,面对机床主轴,右侧方向为X轴正方向;对于卧式铣床,人面对机床主轴,左侧方向为X轴正方向。Y轴垂直于X、Z坐标轴,其方向根据右手笛卡儿坐标系来确定,如图3-3所示。
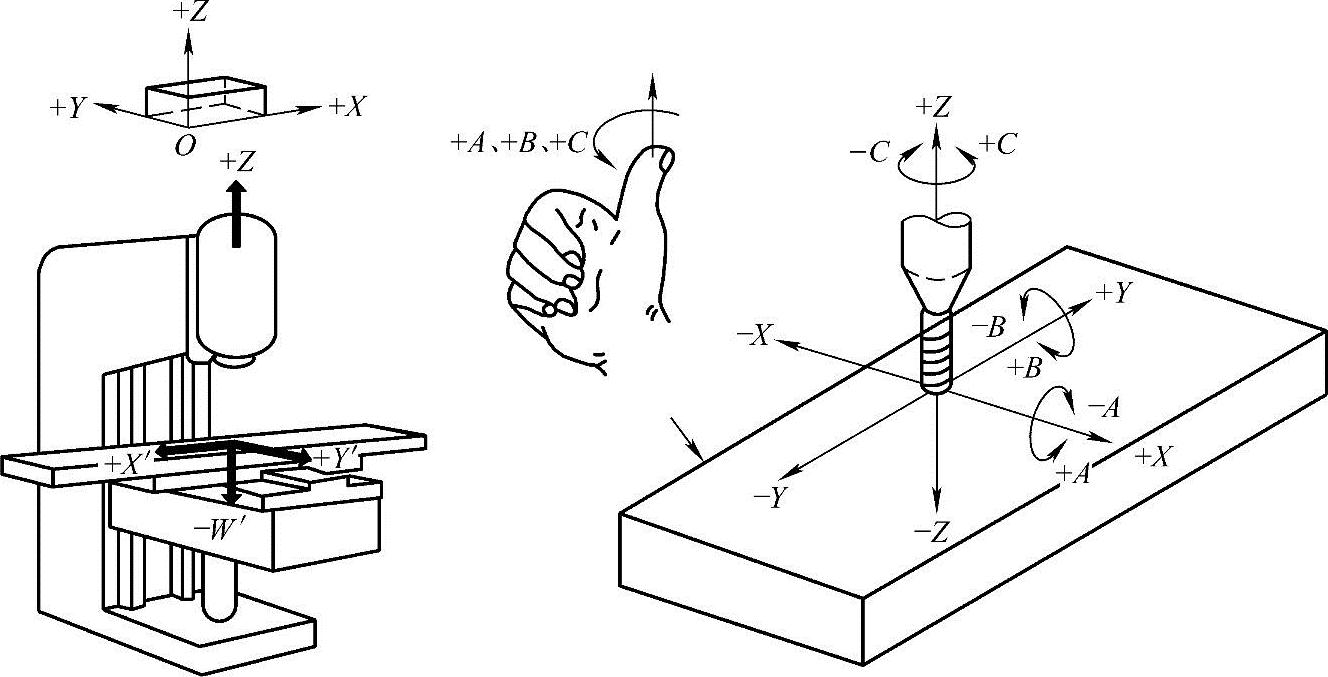
图3-3 立式铣床坐标系
2.机床原点
机床坐标系的原点,简称机床原点(机床零点)。它是一个固定的点,由生产厂家在设计机床时确定。机床原点一般设在机床加工范围下平面的左前角。
3.参考点
参考点是机床上另一个固定点,该点是刀具退离到一个固定不变的极限点,其位置由机械挡块或行程开关来确定。数控铣床的型号不同,其参考点的位置也不同。通常立式铣床指定X轴正向、Y轴正向和Z轴正向的极限点为参考点。
一般在机床起动后,首先要执行手动返回参考点的操作,这样数控系统才能通过参考点间接确认出机床零点的位置,从而在数控系统内部建立一个以机床零点为坐标原点的机床坐标系。这样在执行加工程序时,才能有正确的工件坐标系。
4.工件坐标系(编程坐标系)(www.daowen.com)
工件坐标系是编程时使用的坐标系,是为了确定零件加工时在机床中的位置而设置的。在编程时,应首先设定工件坐标系。工件坐标系采用与机床运动坐标系一致的坐标方向。
5.工件原点(编程原点)
工件坐标系的原点简称工件原点,也是编程的程序原点即编程原点。工件原点的位置是任意的,由编程人员在编制程序时根据零件的特点选定。程序中的坐标值均以工件坐标系为依据,将编程原点作为计算坐标值时的起点。编程人员在编制程序时,不用考虑工件在机床上的安装位置,只要根据零件的特点及尺寸来编程。工件原点一般选择在便于测量或对刀的基准位置,同时要便于编程计算。选择工件原点的位置时应注意以下几点:
1)工件原点应选在零件图的尺寸基准上,以便于坐标值的计算,使编程简单。
2)尽量选在精度较高的加工表面上,以提高被加工零件的加工精度。
3)对于对称的零件,一般工件原点设在对称中心上。
4)对于一般零件,通常设在工件外轮廓的某一角上。
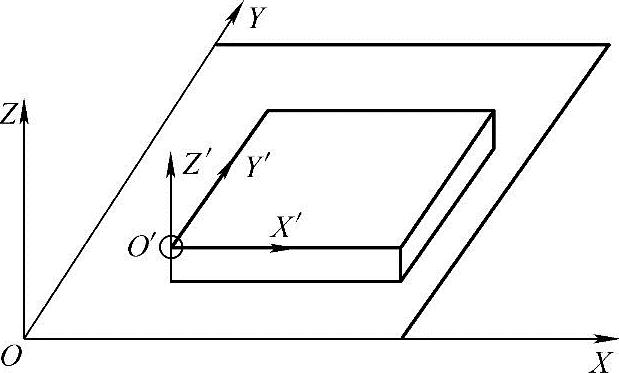
图3-4 机床坐标系与工件坐标系的关系
5)工件原点在Z轴方向,一般设在工件表面上。
机床坐标系与工件坐标系的关系如图3-4所示。图中的X、Y、Z坐标系为机床坐标系,X′、Y′、Z′坐标系为工件坐标系。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





