数控系统种类繁多,每种数控系统根据其自身特点和编程需要,都有一定的程序格式。不同机床的系统不同,程序格式也有所不同。
1.程序的结构
零件加工程序有主程序和子程序之分,但不论是主程序还是子程序,每一个程序都是由程序名、程序内容和程序结束三部分组成。
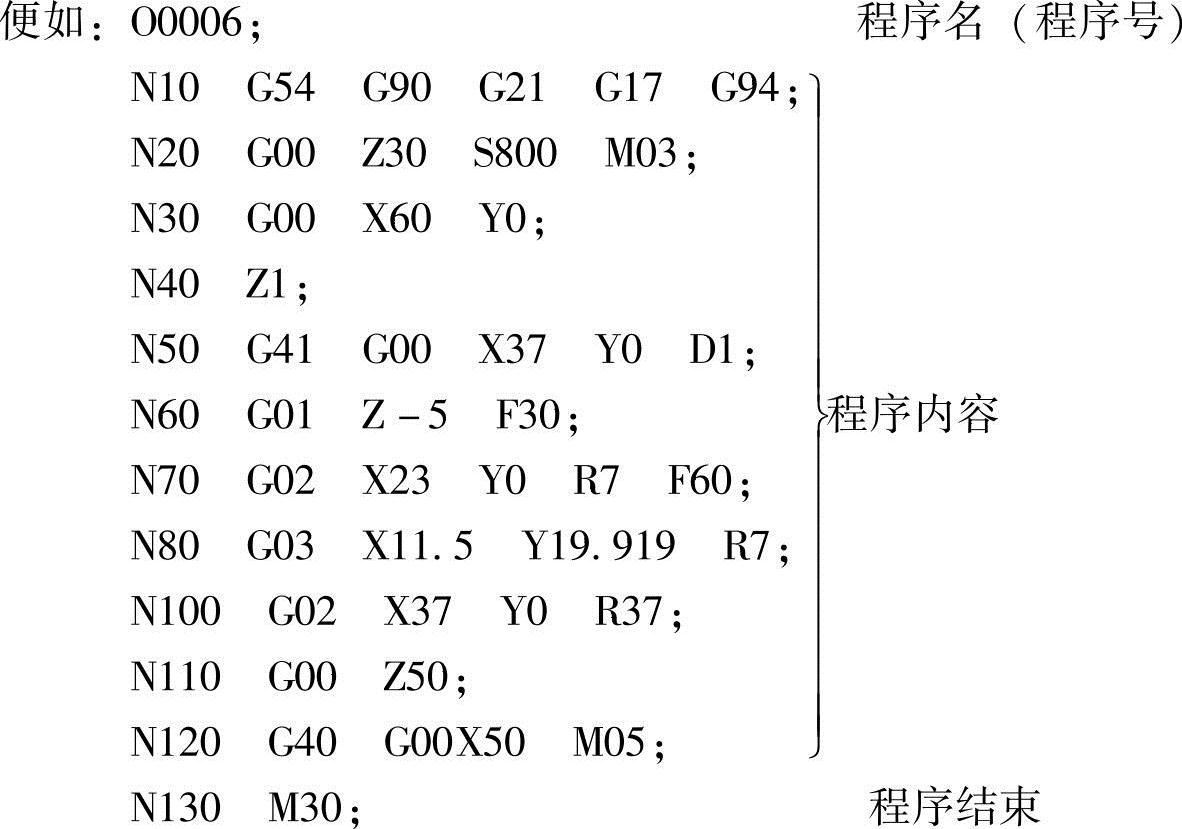
一般系统采用全屏幕编辑,程序名(如O0006)应单独占用一行,其余各程序段可写在一行内。程序段号N××××可省略(如果没有子程序调用等),字符间可空也可不空。
例如:
O0006;
G59 G90 G21 G17 G94 G00 Z30 S800 M03;
两段程序共用一行显示。
(1)程序名(或程序号) 程序名(或程序号)是程序的开始标记,为了与存储器中其他程序区别开,每个程序都编有不同的程序名(或程序号)存入系统中。不同的数控系统,程序名(或程序号)表示也不同。如在FANUC系统中,采用英文字母“O”及其后的四位数字来表示,而其他系统有的采用“%”、“P”、“:”等与其后的若干位数表示。SINUMERIK系统程序名开始两个符号必须是字母,其后的符号可以是字母、数字或下划线且最多为16个字符(SINUMERIK 802D系统)。
(2)程序内容 程序内容是整个程序的核心,由许多程序段组成。而每个程序段由若干个字组成。程序内容规定了数控机床要完成的全部动作和顺序,包含了加工前机床状态要求和刀具加工零件时的运动轨迹。
1)加工前机床状态要求。该部分一般由程序前面几个程序段组成,通过执行该部分的程序完成了指定刀具的安装、刀具参数补偿、旋转方向及进给速度、以什么方式和什么位置切入工件等一系列刀具切入工件前的机床状态的切削准备工作。
2)刀具加工零件时的运动轨迹。该部分用若干程序段描述被加工工件表面的几何轮廓,完成被加工工件表面轮廓的切削加工。
3)程序结束。该部分的程序内容是当刀具完成对工件的切削加工后,刀具以何方式退出切削,退出切削后刀具停留在何处,机床处在什么状态等,并以辅助功能M02(程序结束)或M30(程序结束,返回程序头)来表示整个程序的结束。
2.程序的格式
零件的加工程序是由若干以段号大小次序排列的程序段组成。每一个程序段由若干个数据字组成,每个字是控制系统的具体指令。它由表示地址的英语字母、数字和符号组成。
程序段格式是指一个程序段中字、字符、数据的书写规则。一般有字地址程序段格式、使用分隔符的程序段格式和固定程序段格式。最常用的为字地址程序段格式。
字地址程序段格式由语句号字、数据字和程序段结束组成。每个字之前有地址码用以识别地址。字的排列顺序要求不严格,数据的位数可多可少,不需要的字以及与上一程序段相同的续效字可以省略不写。这种程序段格式的优点是程序简短、直观以及便于检查和修改,应用广泛。
字地址程序段格式如下:
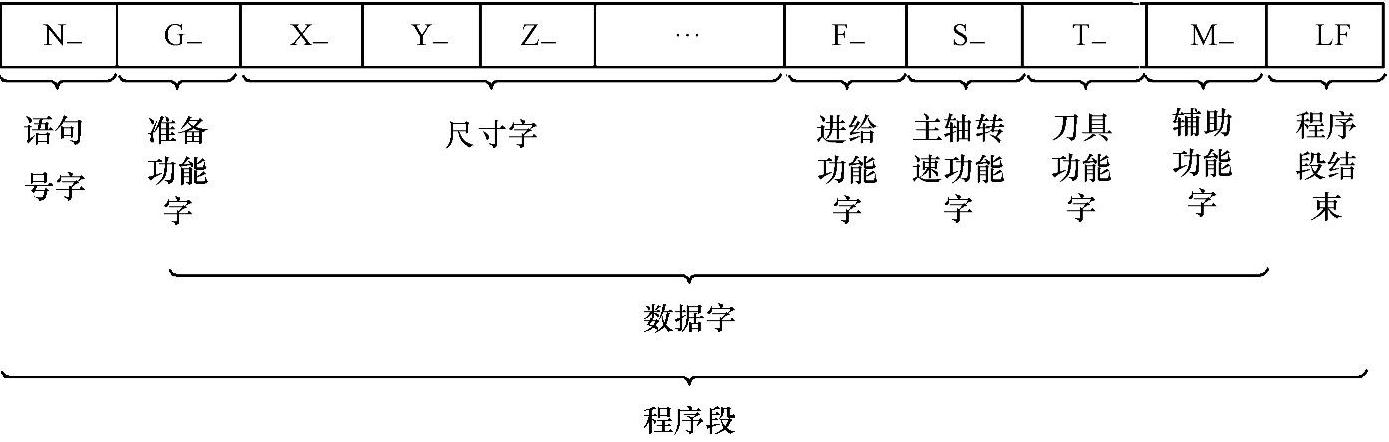
(1)语句号字 用以识别程序段的编号。由地址码N和后面的若干位数字组成。例如:N0020表示该语句的语句号为0020,即表示第0020号程序段。(https://www.daowen.com)
(2)准备功能(G功能)字 G功能是使数控机床做好某种操作准备的指令。用地址G和两位数字表示,从G00~G99共100种。目前,有的数控系统也用到00~99之外的数字。
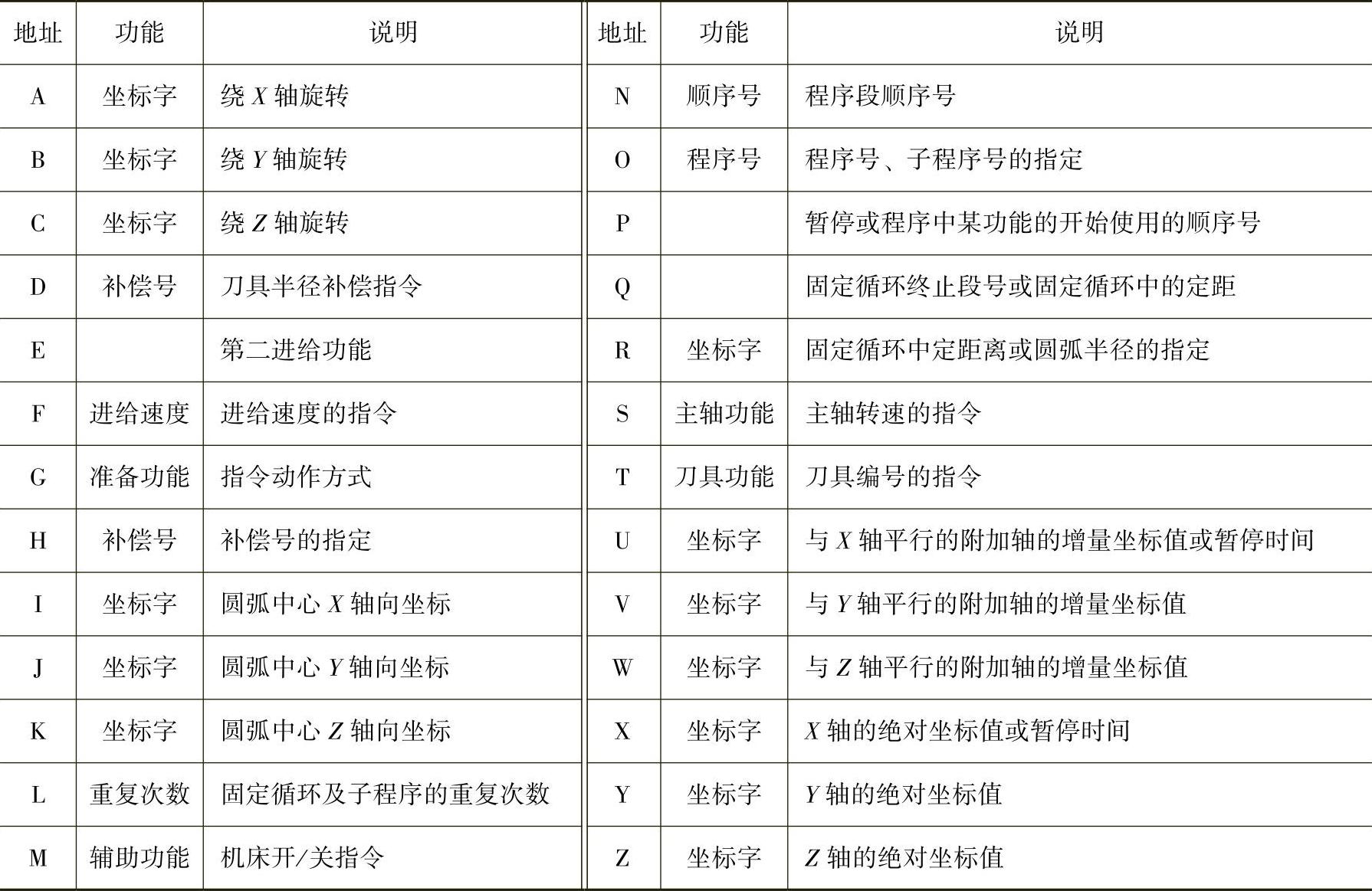
(3)尺寸字 尺寸字是由地址码、“+”、“-”符号及数字构成。尺寸字的地址码有X、Y、Z、U、V、W、P、Q、R、A、B、C、I、J、K、D、H等。例如X10 Y—20。尺寸字的“+”可省略。表示地址的英文字母的含义如表3-1所示。
表3-1 地址码中英文字母的含义
(4)进给功能(F功能)字 表示刀具中心运动的进给速度,由地址码F和后面若干位数字构成。每种数控系统的进给速度表示方法可能不同。如F150表示进给速度为150mm/min。有的用F××表示,这后两位数既可以是代码,也可以是进给量的数值,具体规定要以所用机床编程说明书为准。
(5)主轴转速功能(S功能)字 由地址码S及其后面的若干数字组成,单位为r/min。例如S800表示主轴转速为800r/min。
(6)刀具功能(T功能)字 由地址码T及其后面的若干位数字组成。刀具功能的数字是指定的刀号,数字的位数由所用的系统决定。例如T03表示第三号刀。
(7)辅助功能(M功能)字 用来表示机床的一些辅助动作的指令。由地址码M及其后面的两位数字组成,从M00~M99共100种。
(8)程序段结束 写在每一程序段之后,表示该程序段结束。当用“ISO”标准代码时为“NL”或“LF”;用EIA标准代码时,结束符为“CR”;有的用符号“:”或“*”表示,而有的系统则直接回车即可。
下面对一个典型的字-地址程序段格式加以说明:
N0010 G01 X50 Z-10 F100 S600 T03 M03 LF
其中,N0010 表示第十号程序段;
G01 表示直线插补;
X50 Z-10 分别表示沿X、Z坐标方向的位移量;
F100 表示进给速度是100mm/min;
S600 表示主轴转速是600r/min;
T03 表示第三号刀具;
M03 表示主轴按顺时针方向旋转;
LF 表示该程序段结束。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




