零件的工艺性分析是制订数控铣削加工工艺的前提,其主要内容如下:
1.零件图及其结构工艺性分析
1)分析零件的形状、结构及尺寸的特点,确定零件上是否有妨碍刀具运动的部位,是否有会产生加工干涉或加工不到的区域,零件的最大形状尺寸是否超过机床的最大行程,零件的刚性随着加工的进行是否有太大的变化等。
2)检查零件的加工要求。例如:尺寸加工精度、形位公差及表面粗糙度值在现有的加工条件下是否可以得到保证,是否还有更经济的加工方法或方案。
3)在零件上是否存在对刀具形状及尺寸有限制的部位和尺寸要求,例如过渡圆角、倒角、槽宽等;这些尺寸是否过于凌乱,是否可以统一;尽量使用最少的刀具进行加工,减少刀具规格、换刀及对刀次数和时间,以缩短总的加工时间。
4)对于零件加工中使用的工艺基准应当着重考虑,它不仅决定了各个加工工序的前后顺序,还将对各个工序加工后各个加工表面之间的位置精度产生直接的影响;应分析零件上是否有可以利用的工艺基准,对于一般加工精度要求,可以利用零件上现有的一些基准面或基准孔,或者专门在零件上加工出工艺基准;当零件的加工精度要求很高时,必须采用先进的统一基准定位装夹系统才能保证加工要求。
5)分析零件材料的种类、牌号及热处理要求,只有了解了零件材料的切削加工性能,才能合理选择刀具材料和切削参数;同时要考虑热处理对零件的影响,例如热处理变形,并在工艺路线中安排相应的工序消除这种影响,而零件的最终热处理状态也将影响工序的前后顺序。
6)当零件上的一部分内容已经加工完成时,应充分了解零件的已加工状态,了解数控铣削加工的内容与已加工内容之间的关系,尤其是位置尺寸关系;这些内容之间在加工时如何协调;采用什么方式或基准保证加工要求,例如对其他企业的外协零件的加工。
7)构成零件轮廓的几何元素(点、线、面)的条件(如相切、相交、垂直和平行等)是数控编程的重要依据。因此,在分析零件图样时,务必要分析几何元素的给定条件是否充分,发现问题及时与设计人员协商解决。
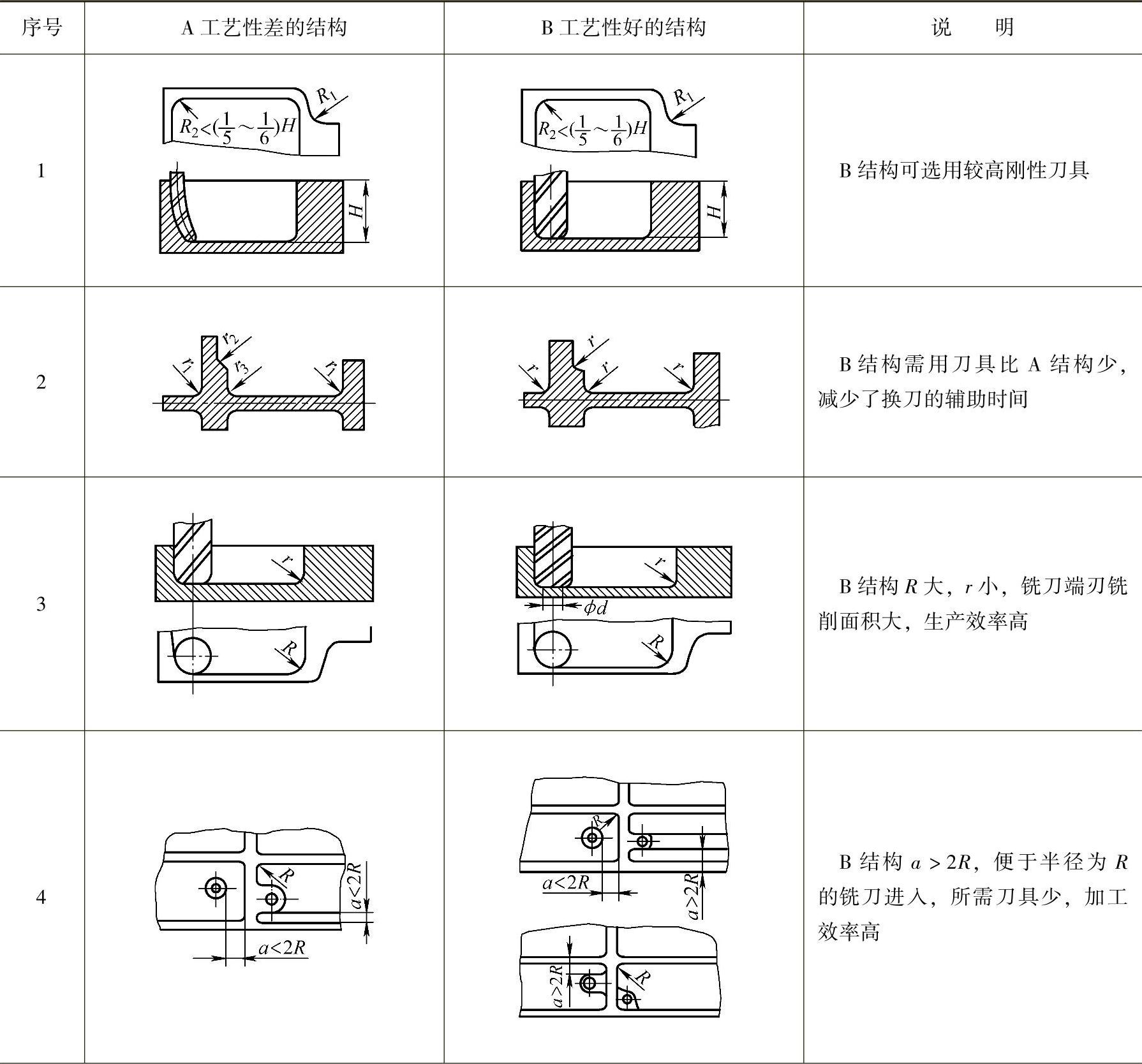
有关铣削零件的结构工艺性实例见表2-3。
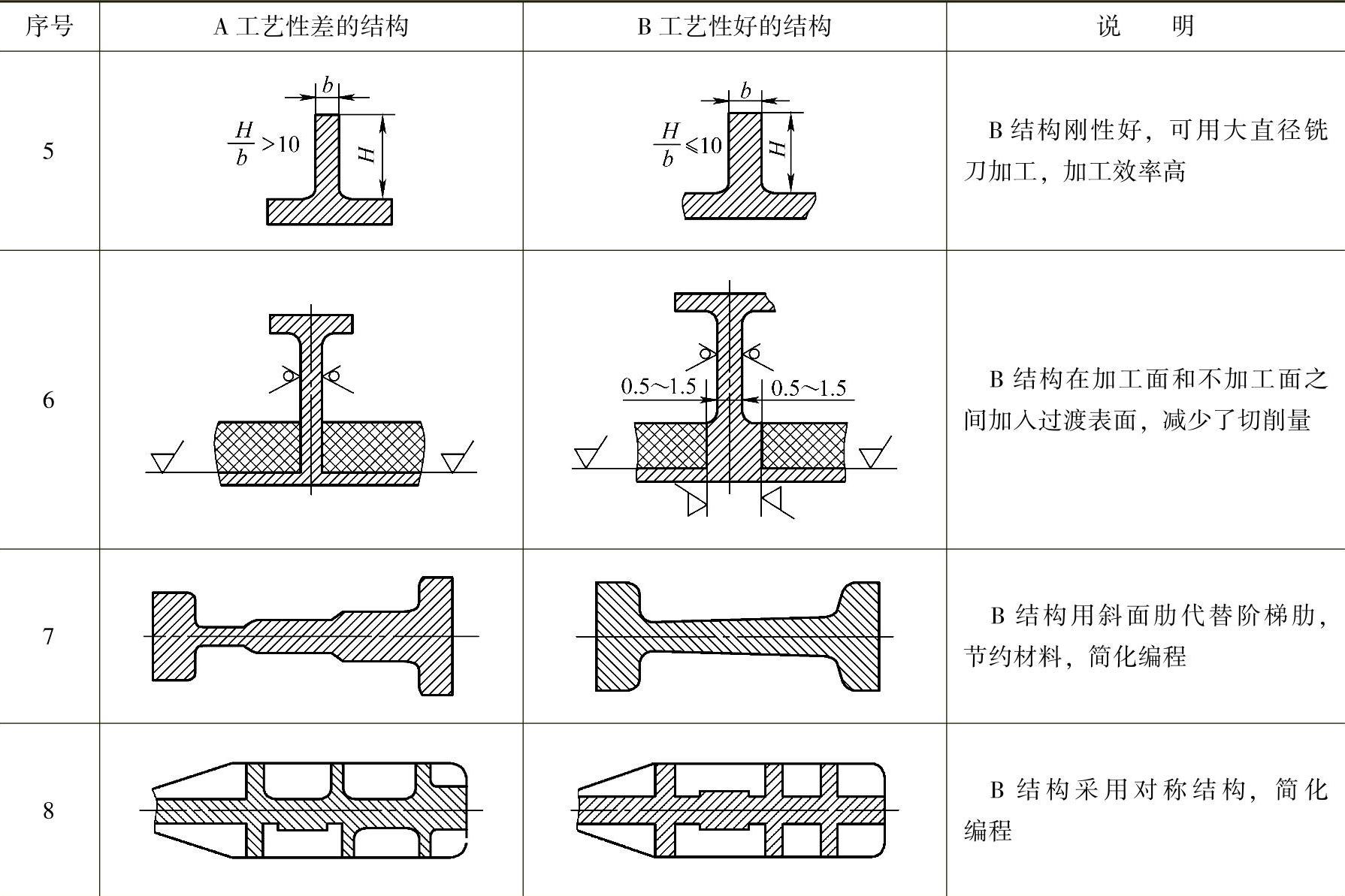
表2-3 数控铣床加工零件的结构工艺性实例
 (www.daowen.com)
(www.daowen.com)
(续)
2.零件毛坯的工艺性分析
零件在进行数控铣削加工时,由于加工过程的自动化,使得余量的大小、如何装夹等问题在设计毛坯时就要仔细考虑好。否则,如果毛坯不适合数控铣削,加工将很难进行下去。
根据实践经验,下列几方面应作为毛坯工艺性分析的重点。
1)毛坯应有充分、稳定的加工余量。毛坯主要指锻件、铸件。因模锻时的欠压量与允许的错模量会造成余量的多少不等;铸造时也会因砂型误差、收缩量及金属液体的流动性差不能充满型腔等造成余量的不等。此外,锻造、铸造后,毛坯的挠曲与扭曲变形量的不同也会造成加工余量不充分、不稳定。因此,除板料外,不论是锻件、铸件还是型材,只要准备采用数控铣削加工,其加工面均应有较充分的余量。经验表明,数控铣削中最难保证的是加工面与非加工面之间的尺寸,这一点应该特别引起重视。如果已确定或准备采用数控铣削加工,就应事先对毛坯的设计进行必要的更改,或在设计时就加以充分考虑,即在零件图样注明的非加工面处也要增加适当的余量。
2)分析毛坯的装夹适应性 这主要考虑毛坯在加工时定位和夹紧的可靠性与方便性,以便在一次安装中加工出较多表面。对不便于装夹的毛坯,可考虑在毛坯上另外增加装夹余量或工艺凸台、工艺凸耳等辅助基准。如图2-2所示,该工件缺少合适的定位基准,在毛坯上铸出两个工艺凸耳,在凸耳上制出定位基准孔。
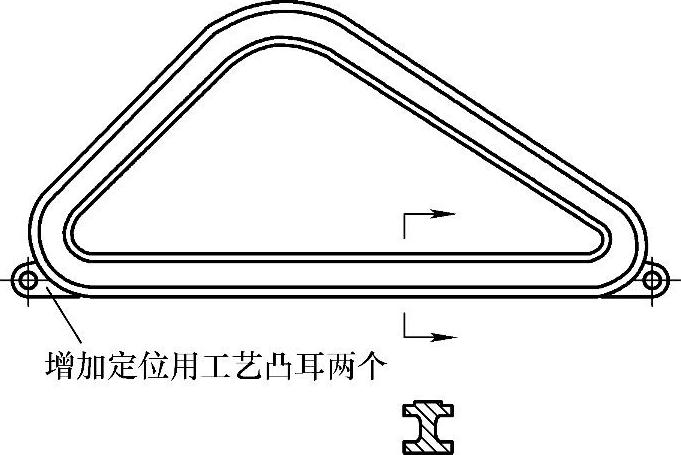
图2-2 增加辅助基准示例
3)分析毛坯的余量大小及均匀性。主要是考虑在加工时要不要分层切削,分几层切削;也要分析加工中与加工后的变形程度,考虑是否应采取预防性措施与补救措施。例如对于热轧中、厚铝板,经淬火时效,很容易在加工中与加工后变形,最好采用经预拉伸处理的淬火板坯。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





