数控加工工艺文件的编制是数控加工工艺设计的内容之一。这些技术文件既是进行数控加工的依据,也是需要操作者遵守和执行的规程,同时还为零件重复生产积累了必要的工艺资料,做了技术储备。数控加工工艺文件包括数控加工工序卡、数控加工刀具明细表、数控机床调整单、数控加工进给(走刀)路线图、数控加工程序单等。
不同的数控机床,工艺文件的内容有所不同。为了加强技术文件管理,数控加工工艺文件也应向标准化、规范化的方向发展,但目前尚无统一的国家标准,各企业可根据本部门的特点制定上述有关的工艺文件。
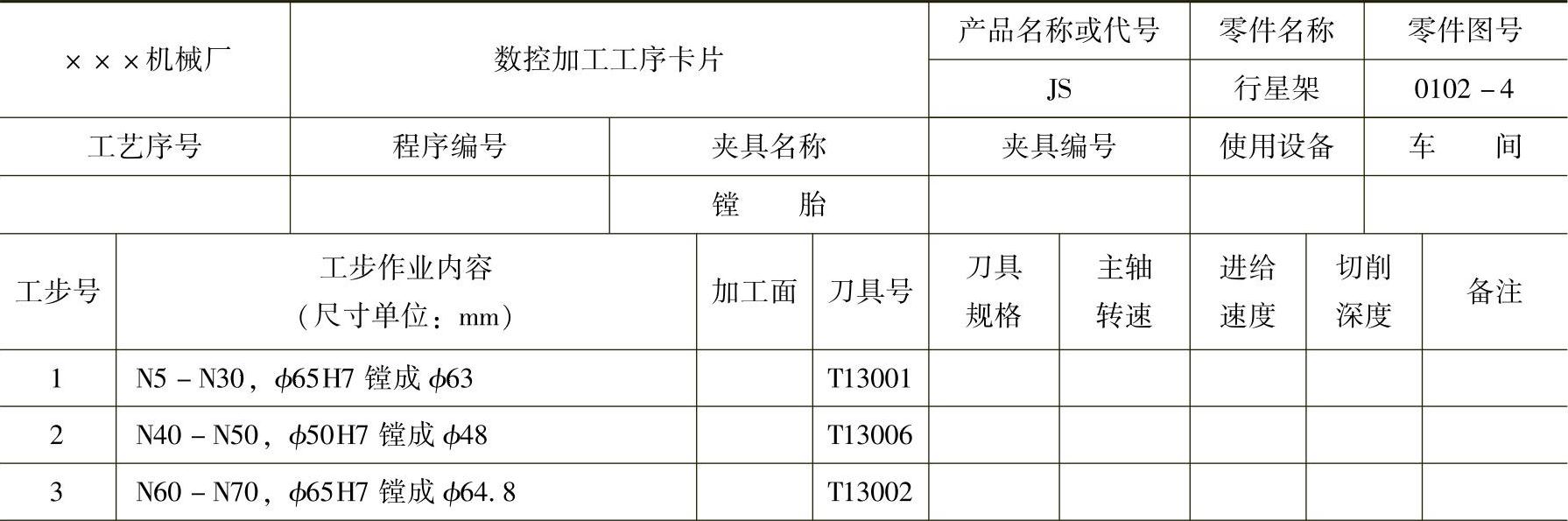
1.数控加工工序卡
数控加工工序卡与普通加工工序卡有许多相似之处,也表达了加工工艺内容。它是操作人员配合数控程序进行数控加工的主要指导性工艺资料,主要包括工步顺序、工步内容、各工步所用刀具及切削用量等。工序卡应按已确定的工艺路线填写。表2-1为加工中心采用的数控加工工序卡片。
表2-1 数控加工工序卡片
(续)
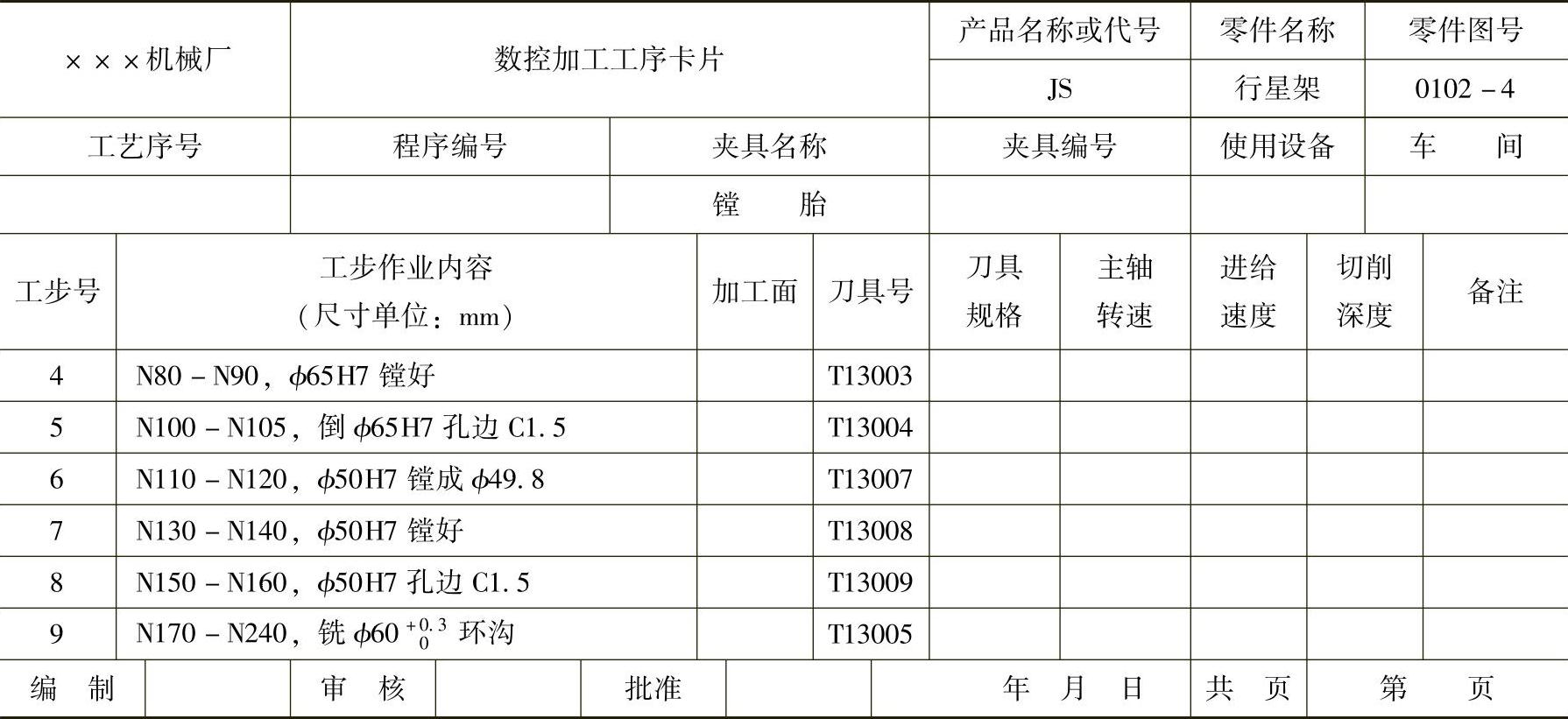
若在数控机床上加工零件的一个工步时,也可不填写工序卡。在工序加工内容不十分复杂时,可把零件草图反映在工序卡上,并注明编程原点与对刀点等。
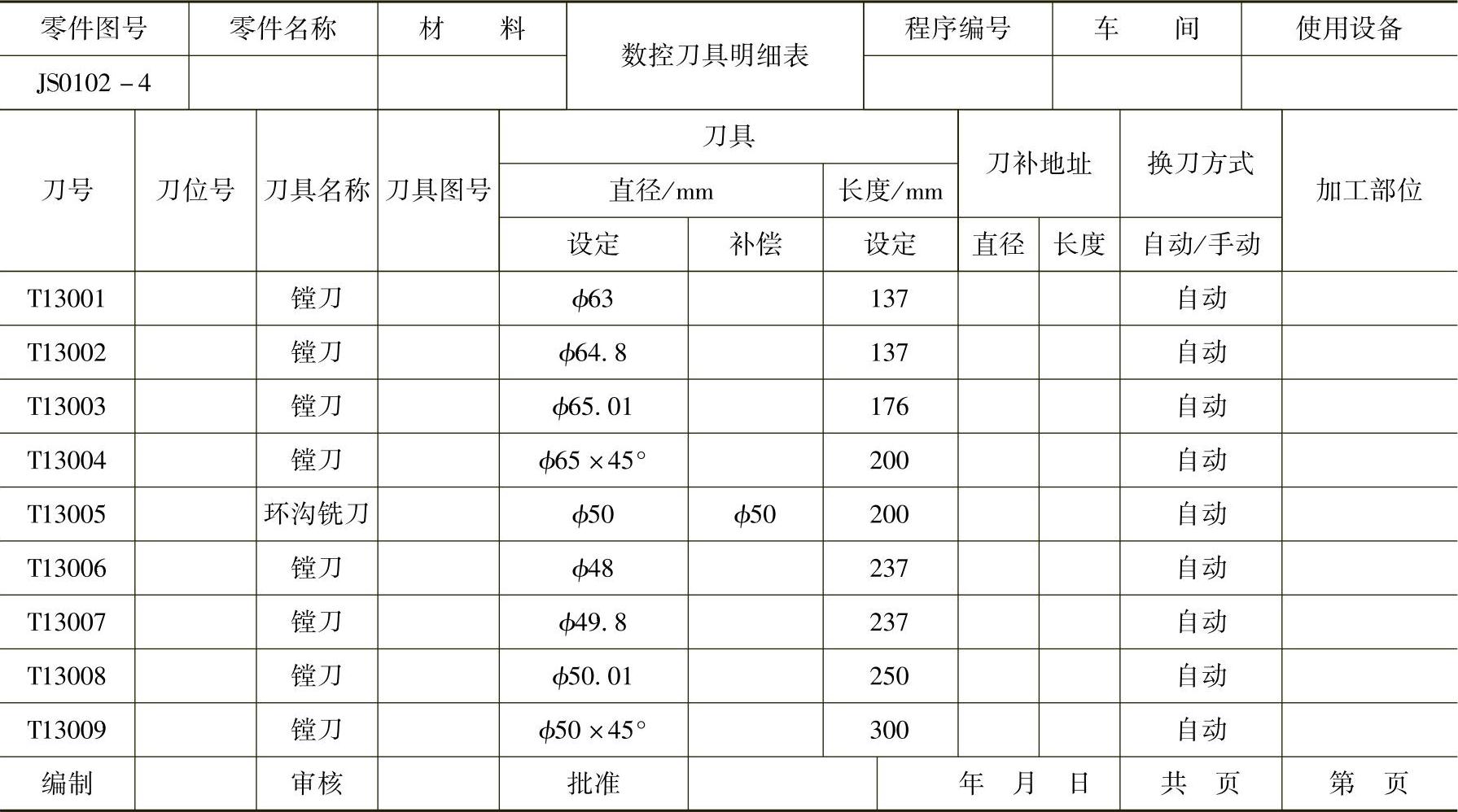
2.数控加工刀具明细表
数控加工刀具明细表是操作人员调换刀具的主要依据,内容包括刀具号、刀具名称、刀柄型号,如表2-2所示。
表2-2 数控加工刀具明细表
3.数控机床调整单(www.daowen.com)
数控机床调整单是机床操作人员在加工前调整机床和安装工件的依据。它主要包括机床控制面板开关调整单和数控加工工件安装、零点设定卡片两部分。
1)机床控制面板开关调整单主要记有机床控制面板上有关“开关”的位置,例如进给速度“F”调整旋钮位置或倍率旋钮位置、垂直校验开关及冷却方式等内容。
2)数控加工零件安装和零点设定卡片,表明了数控加工零件定位方法和夹紧方法,也表明了工件零点设定的位置和坐标方向、使用夹具的名称和编号等。当然,数控机床功能不同,调整单格式也不同,这里不再列举。
4.数控加工进给路线图
进给路线(走刀路线)主要反映加工过程中刀具的运动轨迹,其功用一方面是方便编程人员编程;另一方面是帮助操作人员了解刀具的进给轨迹,以便确定夹紧位置和夹紧元件的高度。各单位可结合实际情况自行确定进给路线图格式。
5.数控加工程序单
数控加工程序单是编程人员根据工艺分析情况,经过数值计算,按照机床的指令代码编制的。它是记录数控加工工艺过程、工艺参数、位移数据的清单,以及手动数据输入(MDI)实现数控加工的主要依据。不同的数控系统,程序单的格式不同。
此外,对加工程序进行必要的详细说明是很有用的,特别是对于那些需要长时间保存和使用的程序尤其重要。一般应对加工程序作出说明的主要内容有:
1)所用数控设备型号及控制系统型号。
2)对刀点及允许的对刀误差。
3)工件相对机床的坐标方向及位置(用简图表达)。
5)使用刀具的规格、图号及其在程序中对应的刀具号,必须按实际刀具编写。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




