1.按其控制坐标轴的联动数分类
2)三轴联动数控铣床,可三轴同时联动。
3)多轴联动数控铣床,如四轴联动、五轴联动数控铣床。
2.按其主轴的布局形成分类
(1)立式数控铣床 立式数控铣床的主轴轴线垂直于机床工作台平面,即垂直于水平面,是数控铣床中数量最多的一种,应用范围也最为广泛。立式数控铣床主要用于加工机械零件类的平面、内外轮廓、孔和螺纹以及各类模具。立式数控铣床中以三轴(X、Y、Z)联动铣床居多,根据各坐标轴控制方式不同又可分为两种:
1)工作台作纵、横向移动和升降,主轴固定不动。小型数控立铣一般都采用工作台移动、升降而主轴固定不动的方式,与普通立式升降台铣床差不多。
2)工作台作纵、横向移动,主轴升降。中型数控立铣一般采用工作台作纵向、横向移动,主轴沿垂直溜板上下运动。
此外,还有机床主轴可以绕X、Y、Z坐标轴中的一个或两个轴作数控摆角运动的四轴和五轴联动数控立铣。一般来说,数控机床控制的坐标轴越多,特别是要求联动的坐标轴越多,数控机床的功能、加工范围及可选择的加工对象也越多。但随之而来的是数控机床的结构更复杂,系统功能更强大,编程难度更大,设备价格也更昂贵。为了扩大数控立铣的功能、加工范围和加工对象,可以附加数控转盘。当数控转盘水平放置时,可增加一个C轴;垂直放置时可增加一个A轴或B轴。如果是万能数控转盘,则可以一次增加两个转动轴。但附加数控转盘后,能实现几个坐标轴联动,则是由机床自身配置的数控系统的功能来决定。
(2)卧式数控铣床 卧式数控铣床主轴轴线与机床工作台平面平行,即平行于水平面。卧式数控铣床主要用于加工零件侧面的轮廓,例如箱体类零件的加工。为了扩大加工范围和扩充功能,卧式数控铣床通常采用增加数控转盘来实现四轴或五轴联动加工。这样不但工件侧面上的连续回转轮廓可以加工出来,而且可以实现在一次安装中,通过数控转盘改变工位,进行“四面加工”。尤其是万能数控转盘可以把工件上各种不同角度或空间角度的加工面摆成水平来加工,从而省去很多专用夹具或专用角度成形铣刀。对箱体类零件或需要在一次装夹中改变工位进行加工的零件来说,选择带数控转盘的卧式数控铣床进行加工非常合适。
(3)复合式数控铣床 复合式数控铣床是指一台机床上有立式和卧式两个主轴,或者是指主轴可作90°旋转的数控铣床。复合式数控铣床同时具备立式数控铣床和卧式数控铣床的功能,故又称为立、卧两用数控铣床。这类铣床对加工对象的适应性更强,因而使用范围也更广,其性能价格比高,能获得较好的经济效益。
有些立、卧两用数控铣床采用主轴头可任意方向转换的万能数控主轴头,使其可以加工出与水平面呈不同角度的工件表面。此外,还可在其工作台上增设数控转盘,实现对零件的“五面加工”,即除了工件与转盘贴合的定位面外,其他表面都可以在一次安装中进行加工。当然,配有自动换刀装置ATC(Automatic Tool Changer)、自动交换工作台机构APC(Automatic Pallet Changer)的五面体加工中心功能更强,应用范围更广。
(4)龙门数控铣床 龙门数控铣床的主轴固定在龙门架上,主轴可在龙门架的横向与垂直导轨上移动,而龙门架则沿床身做纵向移动。龙门数控铣床一般是大型数控铣床,主要用于大型机械零件及大型模具的加工。
3.按伺服控制方式分类
按伺服控制方式分,数控铣床可分为开环控制、闭环控制、半闭环控制和混合控制的数控铣床四大类。(www.daowen.com)
(1)开环控制数控铣床 开环控制系统的数控铣床是指不带有位置检测反馈装置的数控铣床。这种数控铣床对机床移动部件的实际位移量不检测,也不能进行误差补偿和校正。通常使用步进电动机作为执行机构。数控系统发出的指令脉冲信号通过环形分配器和驱动电路,使步进电动机转过相应的步距角,再经传动系统带动工作台移动。移动部件的速度和位移量分别是由输入脉冲的频率和脉冲数决定的。开环控制数控铣床的控制精度主要取决于步进电动机的步距角和机床传动机构的精度及刚度。这类数控铣床结构简单、调试方便,但精度低,一般适用于经济型数控铣床和旧铣床的数控化改造。图1-2所示为开环控制系统的工作原理。
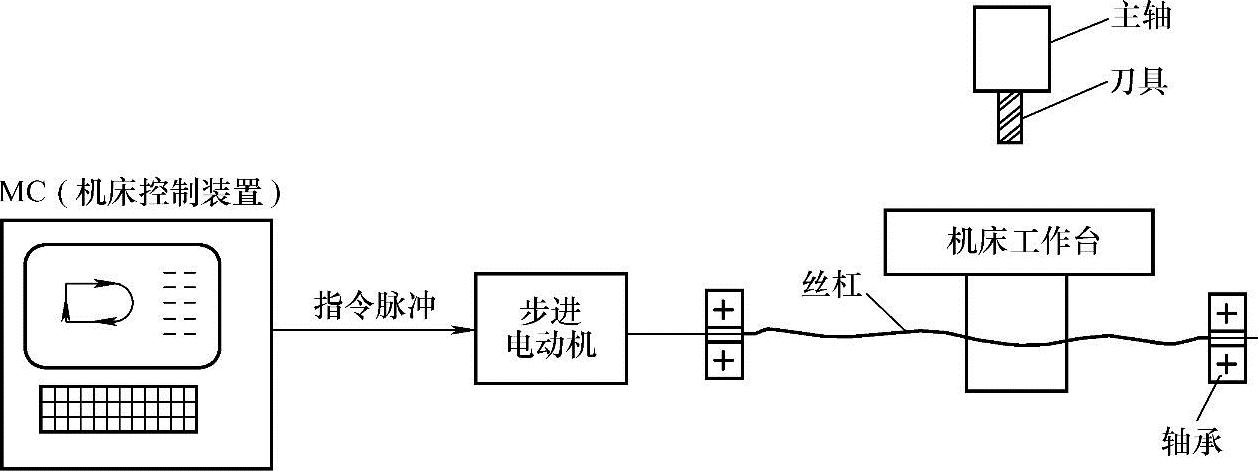
图1-2 开环控制系统的工作原理
(2)闭环控制数控铣床 闭环控制系统的数控铣床是在机床工作台上安装直线位移检测反馈装置,可将实际测量的位移值反馈到数控系统中,并与数控系统原命令的位移值自动比较,将差值通过数控系统向伺服系统发出新的进给命令,如此循环直到误差消除为止。这样,通过检测反馈可消除从电动机到机床移动部位整个机械传动链上的传动误差,得到很高的加工精度。闭环控制数控铣床的设计和调整相当复杂,难度大,而且直线位移检测器件的价格昂贵,因此主要用于一些精度要求很高的场合。图1-3所示为闭环控制系统的工作原理。
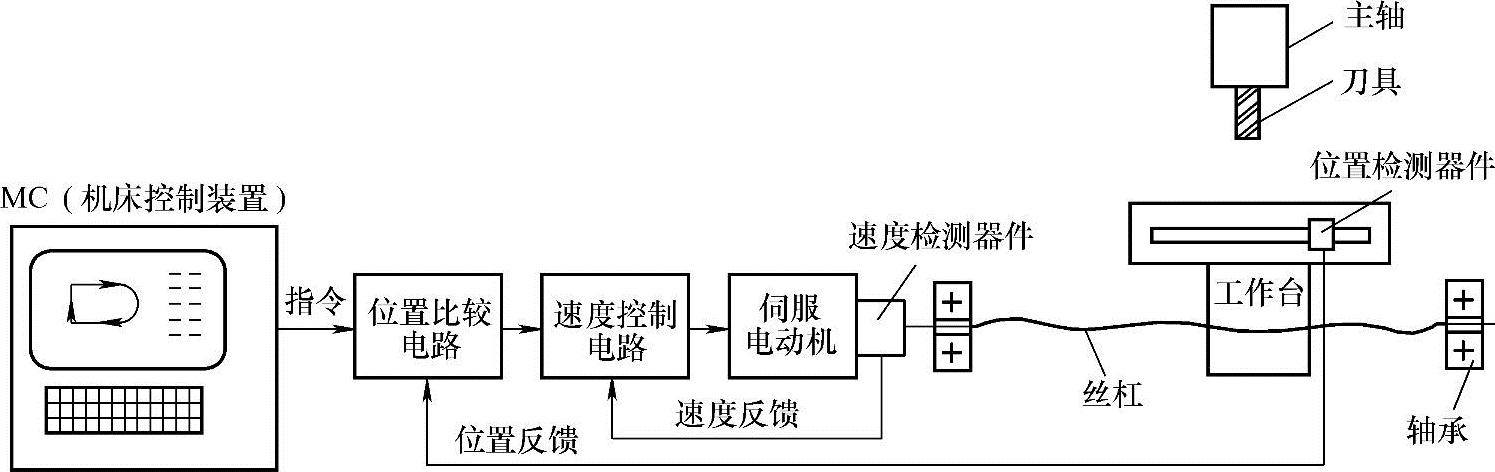
图1-3 闭环控制系统的工作原理
(3)半闭环控制数控铣床 半闭环控制数控铣床与闭环控制数控铣床的唯一区别是半闭环的检测器件是角位移检测器,直接安装在电动机轴上或丝杠端部,而闭环的检测器件是直线位移检测器,安装在移动部件上,两者的工作原理完全一样。由于半闭环控制系统数控铣床大部分机械传动装置处于反馈回路之外,调试方便,可获得较稳定的控制特性。丝杠等机械传动误差不能通过反馈随时校正,但目前的数控系统均有螺距误差补偿和间隙自动补偿功能,可通过采用软件定值补偿方法来提高其精度。现在大部分数控铣床采用半闭环控制系统。半闭环控制系统的工作原理如图1-4所示。
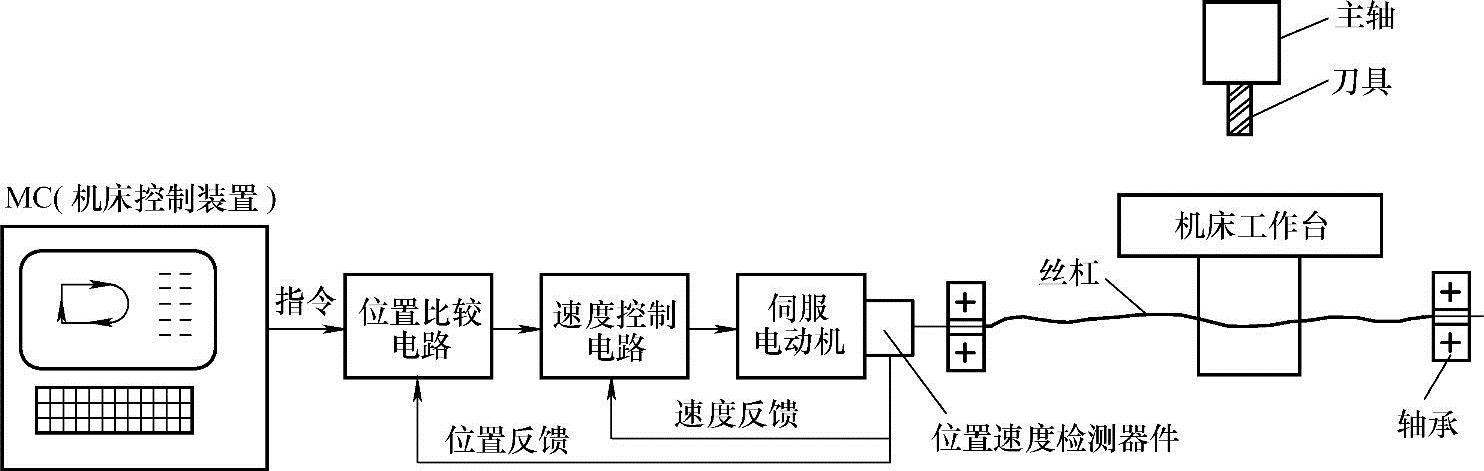
图1-4 半闭环控制系统的工作原理
(4)混合控制数控铣床 将上述伺服控制方式的特点加以选择集中,可组成混合伺服控制的形式,主要有下述两种方式:
1)开环补偿型伺服控制方式。其特点是选用步进电动机的开环伺服机构作为基本控制,再附加一个位置校正电路,通过装在工作台上的直线位移测量器件的反馈信号来校正机械传动误差。
2)半闭环补偿型伺服控制方式。其特点是用半闭环作为基本控制,再用装在工作台上的直线位移测量器件实现全闭环,用闭环和半闭环的差进行控制,以提高精度。
国内生产数控铣床的企业较多,有北京第一机床厂、南通纵横国际股份有限公司、常州多棱数控机床有限公司、自贡长征机床有限责任公司、桂林机床股份有限公司,以及台湾的友嘉、永进、大立、立扬、福裕、新卫等厂商。国外著名厂家例如:德国的德马吉(DMG)、斯奥纳(SPINNER)、海默(HERMLE);日本的马扎克(MAZAK)、大隈(OKUMA)、安田(YASPA)、牧野(MAKINO);瑞士的米克朗(MIKRON);美国的哈斯(HAAS)、法道(FADAL);英国的桥堡(BRIDGEPOKT);法国的鱼雷(HURIN);韩国的斗山(DOOSAN)等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





