气压式冲孔加工机工作说明如图4-35所示。
控制要求
●工件的补充、冲孔、测试及搬运可同时进行。
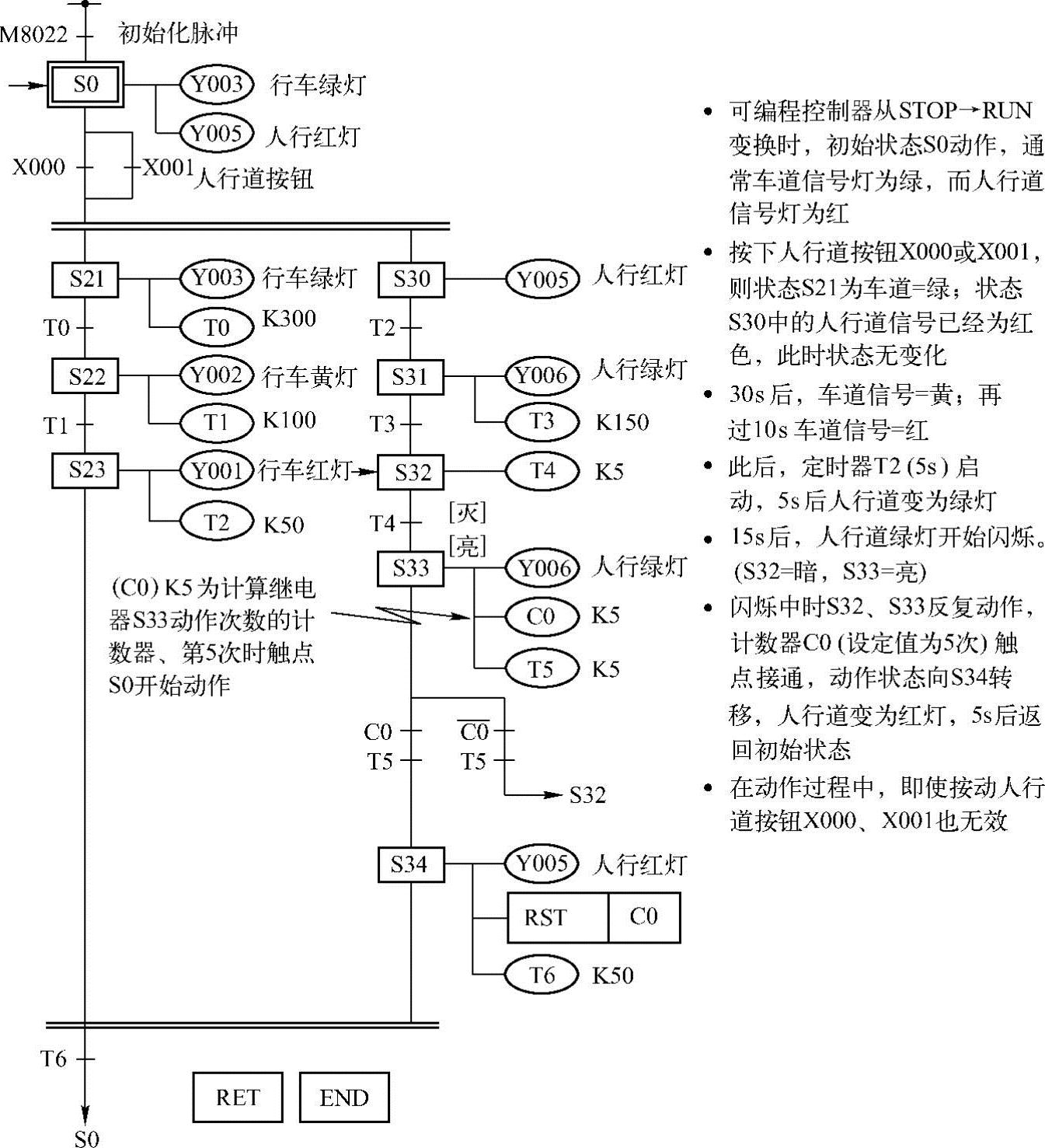
图4-34 按钮式人行横道信号灯控制SFC图
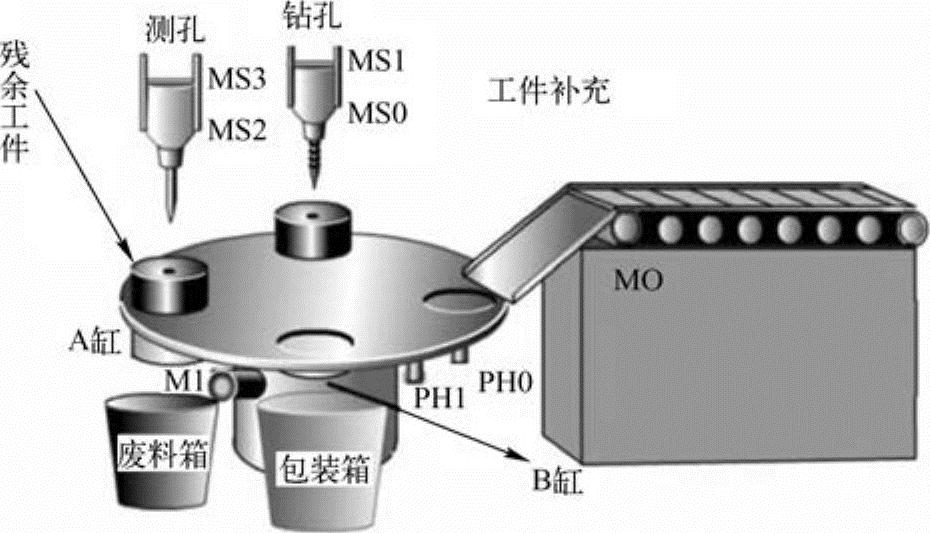
图4-35 气压式冲孔加工机控制系统示意图
●工件的搬运分合格品及不合格品两种,由测孔部分判断。若测孔机在设定时间内能测孔(MS2 ON),则为合格品,否则即为不合格品。
●不合格品在测孔完毕后,由A缸抽离隔离板,让不合格的工件自动掉入废料箱;若为合格品,则在工件到达搬运点后,由B缸抽离隔离板,让合格的工件自动调入包装箱。
设计过程
系统由5个流程组成:
●复位流程,清除残余工件。
●工件补充流程,根据有无工件控制传送带的起/停。
●冲孔流程,根据冲孔位置有无工件控制冲孔机是否实施冲孔加工。
●测孔流程,检测孔加工是否合格,由此判断工件的处理方式。
●搬运流程,将合格工件送入包装箱。
因为只有一个放在工件补充位置的PH0来侦测工件的有无,而另外的冲孔、测孔及搬运位置并没有其他传感装置,那么应如何得知相应位置有无工件呢?本实例所使用的方式是为工件补充、冲孔、测孔及搬运设置4个标志,即M10~M13。当PH0侦测到传送带送来的工件时,则设定M10为1,当转盘转动后,用左移指令将M10~M13左移一个位元,亦即M11为1,冲孔机根据此标志为1而动作。其他依此类推,测孔机依标志M12动作、包装搬运依M13动作。
输入/输出端子分配
X0:停止;X1:开始;X2:检测工件有无;X3:定位检测;X4:开始冲孔;X5:冲孔到底;X6:开始测孔;X7:测孔完成。
Y0:传送带电动机;Y1:钻盘电动机;Y2:A缸抽离隔离板;Y3:B缸抽离隔离板;Y4:冲孔机;Y5:测孔机。
绘制功能图程序:
先按照分解的功能将每部分的功能图程序编制好,然后再综合起来,就可以得到完整的程序。
(1)原点复位流程(www.daowen.com)
原点复位流程如图4-36所示,触点X0闭合之后,执行复位指令,将S20~S26、M0~M30、Y0~Y7全部复位。系统恢复到初始状态,为下一步的工作做好准备。
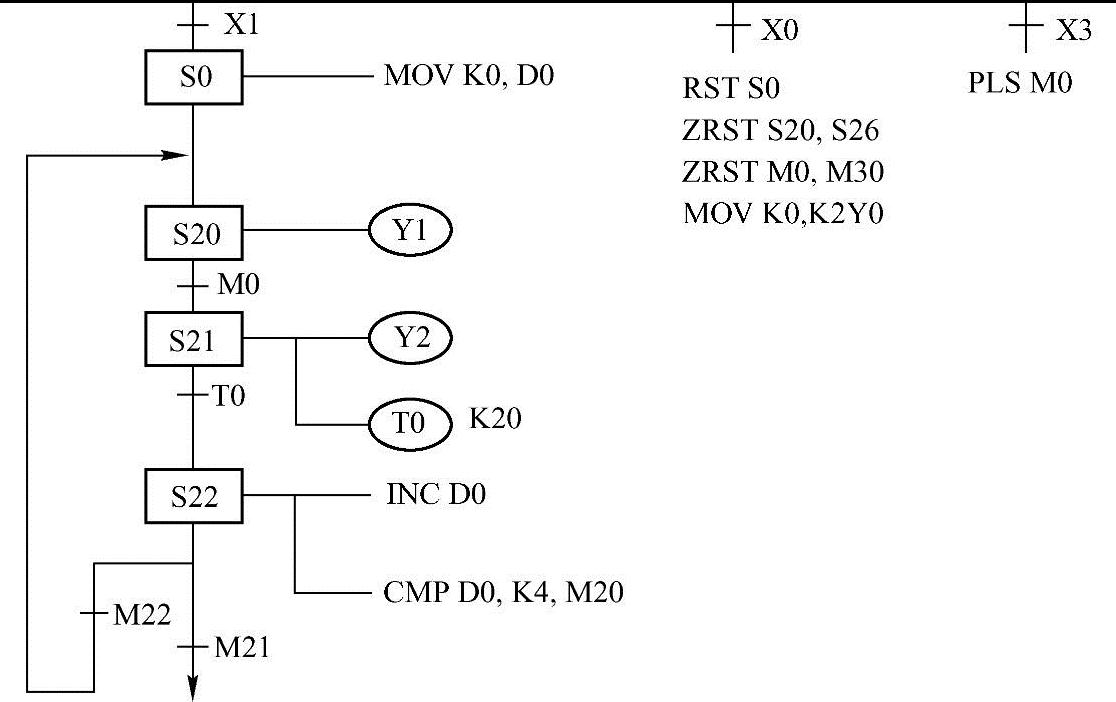
图4-36 原点复位流程
(2)工件补充流程
工件补充流程如图4-37所示,设定定时器T1的时间到了之后,如果没有工件,程序跳过S26状态,补充工件。如果有工件,则继续执行S26。
(3)气压冲孔流程
气压冲孔流程如图4-38所示。当有工件时,执行S28,M11状态为1,进行冲孔操作。
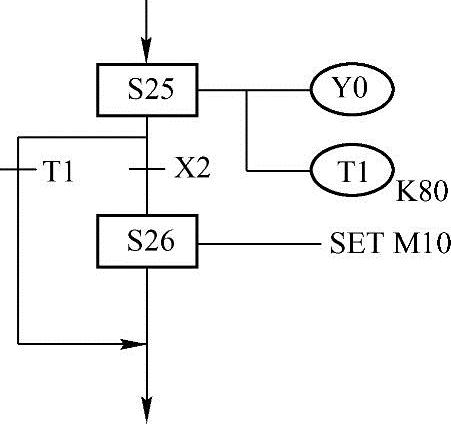
图4-37 工件补充流程
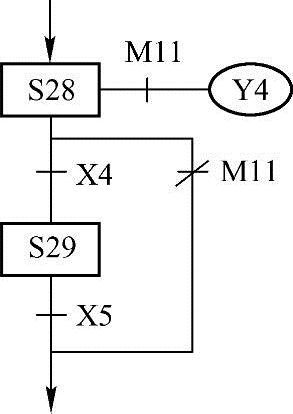
图4-38 气压冲孔流程
(4)测孔流程
测孔流程如图4-39所示,M12为测孔控制继电器,为1时驱动Y5,进行测孔操作,5s后结束。若工件不合格,Y2被驱动,由A缸抽离隔离板,让不合格的工件自动掉入废料箱。
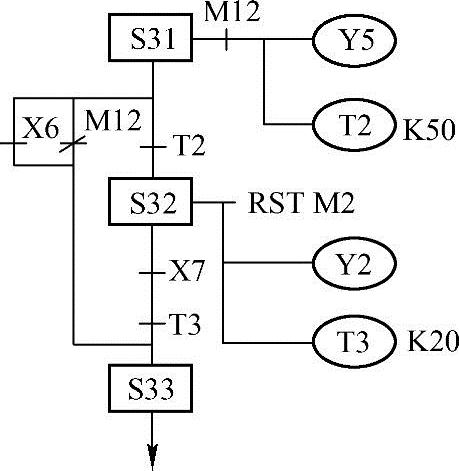
图4-39 测孔流程
(5)工件搬运流程
工件搬运流程如图4-40所示,M13为搬运控制继电器,为1时驱动Y3,由B缸抽离隔离板,让合格的工件自动调入包装箱。
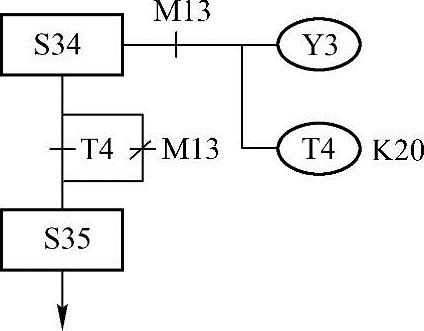
图4-40 工件搬运流程
最后将上述功能完整组合起来就得到了最后的程序如图4-41所示。
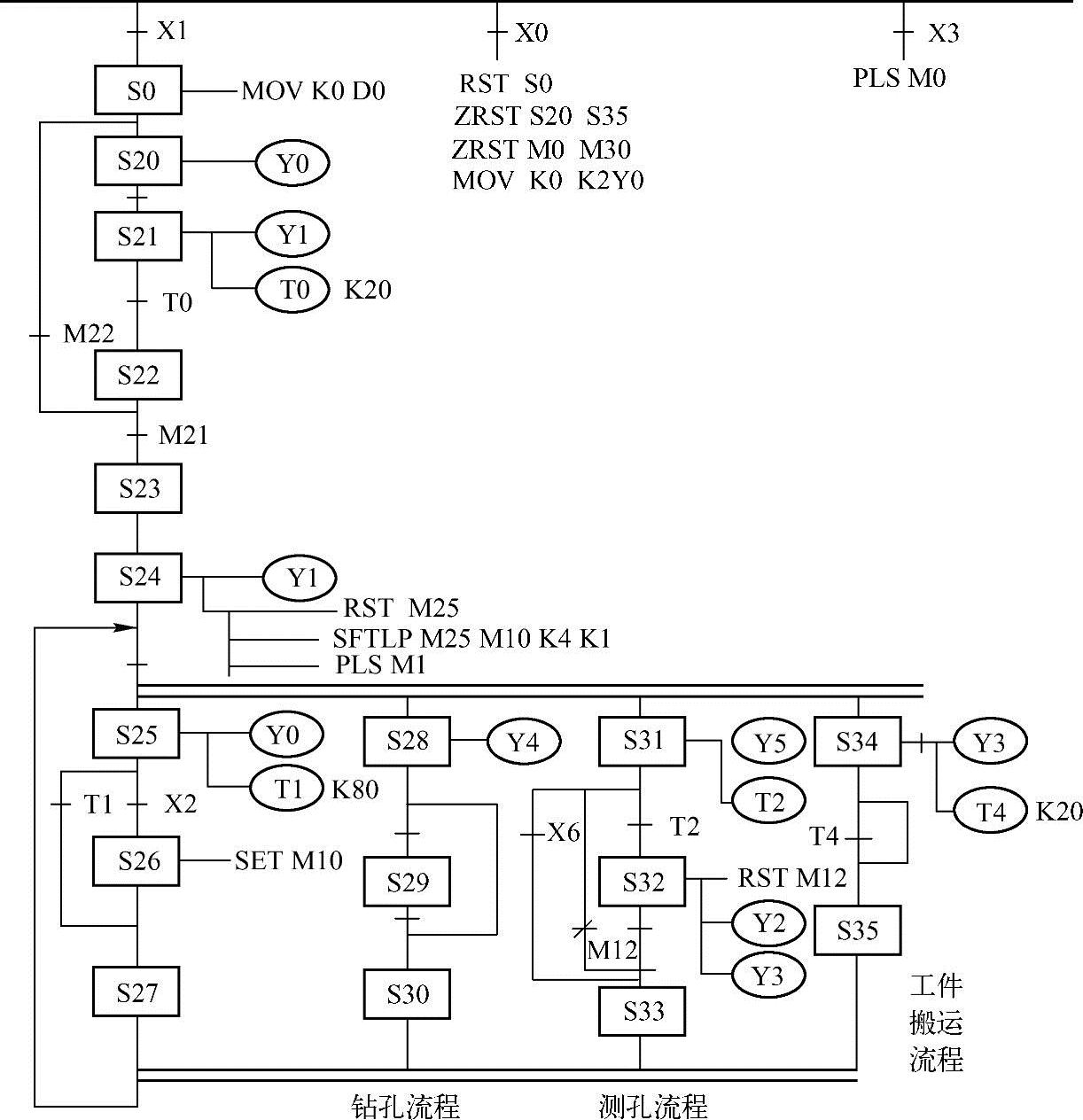
图4-41 完整程序功能图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





