【摘要】:图9-10 产生胀砂的铸件1—铸件 2—金属凸起物砂眼主要是由于砂型和砂芯的强度太低,或造型、合型等工序不够细致所造成的,具体表现在:1)砂型和砂芯的强度太低,承受不住金属液的冲刷。4)砂型和砂芯的烘干不良,不能保证足够的强度。图9-11 铸件上的砂眼5)铸型搁置时间太长,降低了砂型、砂芯的强度,从而增加铸件产生砂眼的可能性。
1.胀砂
胀砂是指铸件内外表面局部胀大、重量增加的缺陷。
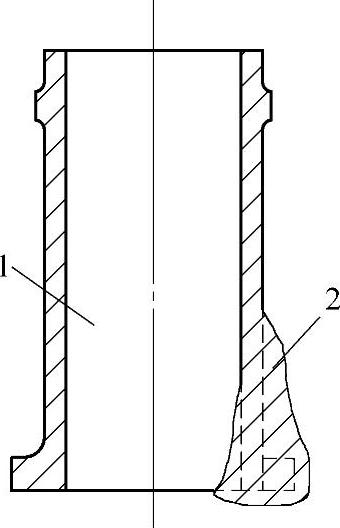
浇注时,型壁在金属液压力作用下可能发生移动,此时金属液尚未凝固到有足够厚度的硬壳,故型壁移动能使铸件外形胀大,在铸件外表面形成形状不规则的凸起物,如图9-10所示。
造成铸件胀砂的主要原因有:
1)铸型舂得太松,表面硬度太低,在金属液压力作用下被进一步紧实,使型腔扩大而造成铸件胀砂。
2)型砂的含水量过高,易造成铸件胀砂。
3)流动性太低或应变值太大的型砂不易紧实,易造成型壁移动。
4)砂箱的刚度和铸型紧固情况对型壁移动有很大影响,如砂箱的刚度低,铸型紧固不好时,型腔因金属液的静压力和型砂的膨胀而扩大,造成铸件壁增厚。
5)浇注温度越高,型壁移动量越大,越易造成铸件壁增厚。
2.砂眼
砂眼是指铸件内部或表面带有砂粒的孔洞。
砂眼缺陷多产生在铸件浇注位置的上表面,如图9-11所示。
 (www.daowen.com)
(www.daowen.com)
图9-10 产生胀砂的铸件
1—铸件 2—金属凸起物
砂眼主要是由于砂型和砂芯的强度太低,或造型、合型等工序不够细致所造成的,具体表现在:
1)砂型和砂芯的强度太低,承受不住金属液的冲刷。
2)型腔内有薄弱部分,容易被金属液冲坏而形成砂眼。
3)内浇道开设不当,使进入型腔的金属液产生很大的冲刷力,将型砂冲落而带入型腔。
4)砂型和砂芯的烘干不良,不能保证足够的强度。
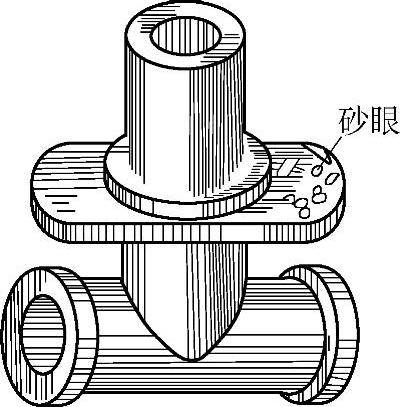
图9-11 铸件上的砂眼
5)铸型搁置时间太长,降低了砂型、砂芯的强度,从而增加铸件产生砂眼的可能性。
6)合型工作不够仔细,未将型腔中散落的型砂清除干净。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关铸造工:初级的文章







