1.粘砂
铸件表面或内腔粘附着一层难以清除的砂粒称为粘砂。它是金属对铸型的热作用、机械作用和它们之间相互发生化学作用的综合结果。根据砂粒与铸件连接情况的不同,粘砂一般分为机械粘砂和化学粘砂。
(1)机械粘砂 铸件的部分或在整个表面上,粘附着一层砂粒和金属的机械混合物,称为机械粘砂。清铲粘砂层时可以看到金属光泽。
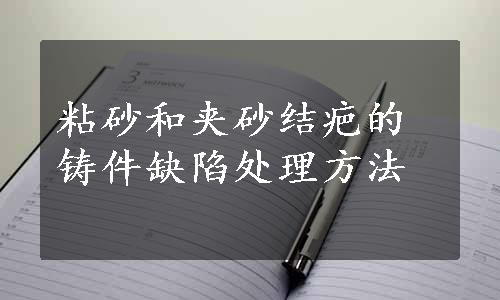
机械粘砂的特征是,用肉眼可以看到粘砂层中夹有完整的单个砂粒及将这些砂粒连在铸件上的一些金属毛刺,如图9-7所示。
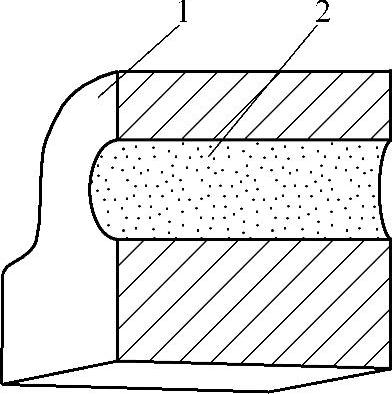
图9-7 铸件表面的机械粘砂
1—铸件 2—粘砂表面
影响机械粘砂的主要因素有:
1)铸件表面处于液态的时间越长,粘砂越严重。厚壁铸件易过热的部位,如凹角、细长的孔、狭长的沟槽等处,金属液保持液态的时间较长,易产生严重的机械粘砂。
2)金属液的静压力越大,越易粘砂。
3)金属液的浇注温度越高,越易粘砂。
4)原砂的颗粒越粗,越易粘砂。
(2)化学粘砂 铸件的部分或整个表面上,牢固地粘附一层由金属氧化物、砂粒和粘结剂相互作用而生成的低熔点化合物,称为化学粘砂。其硬度较高,只能用砂轮磨去。
化学粘砂的特征是,用肉眼观察铸件粘砂部位的表面看不清单个砂粒,而是一片连续的蜂窝状物质,一般产生在铸件断面厚大的铸钢件上,如图9-8所示。(www.daowen.com)
影响铸件化学粘砂的因素比机械粘砂复杂,除了机械粘砂所述因素外,还与金属液的成分、造型材料的种类、温度条件等因素有关。
机械粘砂和化学粘砂是相互联系和相互影响的。机械粘砂形成的主要原因是某些物理因素,而化学粘砂的主要原因是某些化学因素。这两类因素常常不能截然分开。金属与砂粒之间的化学作用,可以使机械粘砂更为严重。砂粒间渗入金属则为产生化学粘砂创造了一定的条件。
湿型铸造中小型铸铁件产生的粘砂主要是机械粘砂;化学粘砂则常发生在铸钢件及用水玻璃砂型浇注的铸铁件上;铸钢件的粘砂常常两种类型同时并存。
2.夹砂结疤
铸件表面产生的疤片状金属凸起物称为夹砂结疤。夹砂结疤的特征是表面粗糙,边缘锐利,有一小部分金属与铸件本体相连,疤片状金属凸起物与铸件之间有砂层,如图9-9所示。
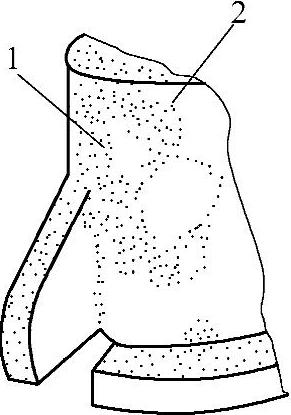
图9-8 铸件表面的化学粘砂
1—铸件 2—粘砂表面
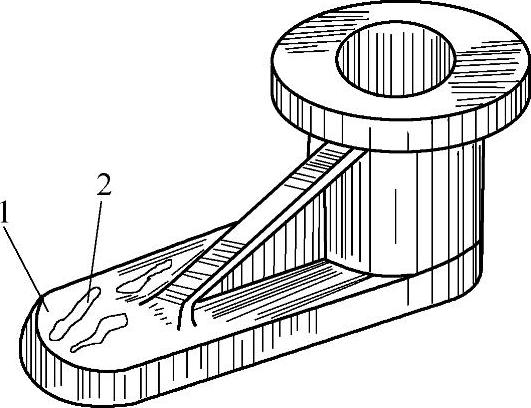
图9-9 铸件表面的夹砂结疤
1—铸件 2—夹砂结疤
夹砂结疤大多发生在铸件浇注位置的上表面。厚壁铸件、在浇注位置有平面的铸件、浇注温度高和浇注时间长的铸件,易产生夹砂结疤缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






