缩孔和气孔是铸件中最常见的孔洞类缺陷。缩孔是铸件在凝固过程中,由于补缩不良而产生的孔洞。气孔是由于砂型(砂芯)的透气性不良,浇注时产生的大量气体不能及时排出,而在铸件内产生的孔洞。缩孔和气孔会严重影响铸件的质量,应引起足够重视。
1.缩孔
铸件产生缩孔的主要原因是铸件在冷却凝固过程中,没有及时得到足够的金属液进行补缩,从而在铸件最后凝固部位出现孔洞,如图9-1所示。各种因素对缩孔容积的影响如下:
1)合金的液态收缩越大,则缩孔容积越大。
2)合金的凝固收缩越大,则缩孔容积越大。
3)合金的固态收缩越大,则缩孔容积越小。
4)铸型的冷却能力越大,则缩孔容积越小。
5)浇注温度越高,则缩孔容积越大。
6)浇注速度越缓慢,则缩孔容积越小。
7)铸件越厚,则缩孔容积越大。
缩孔的特征是形状极不规则,孔壁粗糙并带有枝状晶,表面呈暗灰色,常出现在铸件最后凝固的厚大部位或壁的交接处,如图9-2所示。
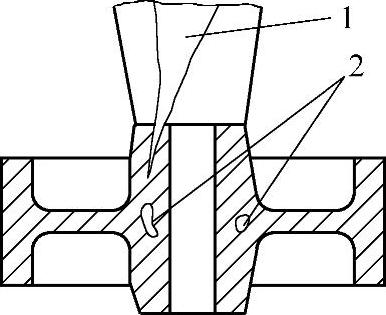
图9-1 轮环铸件中的缩孔
1—明缩孔 2—暗缩孔
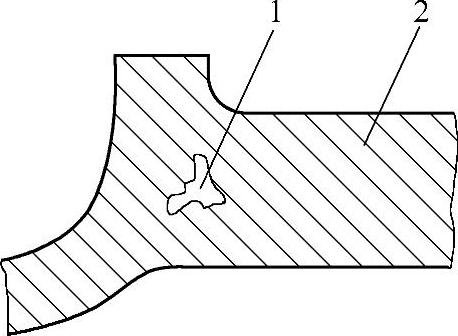
图9-2 铸件易产生缩孔的部位
1—缩孔 2—铸件
2.气孔
气孔不仅减少铸件的有效截面积,而且使局部造成应力集中,成为零件断裂的裂纹源,尤其是形状不规则的气孔,如裂纹状气孔和尖角形气孔,不仅增加缺口的敏感性,使金属强度下降,而且降低零件的疲劳强度。气孔通常分为析出性气孔、反应性气孔和侵入性气孔。
(1)析出性气孔 金属液在冷却和凝固的过程中,因气体溶解度下降,析出的气体来不及排除,铸件由此而产生的气孔,称为析出性气孔。
这类气孔的特征是,在铸件截面上呈大面积分布,而靠近冒口、热节等温度较高的区域则分布较密集。通常金属含气量较少时,气孔形状呈裂纹状;含气量较多时,气孔较大,呈圆球形,如图9-3所示。析出性气孔常出现在同一炉或同一浇包浇注的同一批铸件中。
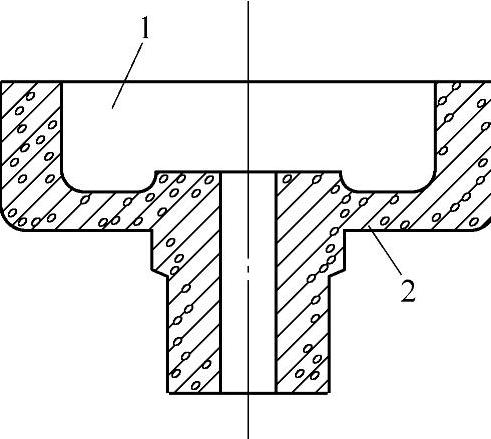
图9-3 铸件中的气孔
1—铸件 2—气孔
产生析出性气孔的气体主要有氢气,其次是氮气。铝合金最常出现析出性气孔,其次是铸钢件,铸铁件有时也会出现。
影响析出性气孔形成的因素有:(https://www.daowen.com)
1)金属液原始含气量。金属液原始含气量越高,气孔越易形成。
2)冷却速度。铸件冷却速度越快,气孔越不易形成。
3)合金成分。合金液态收缩大、结晶温度范围大,则容易产生气孔或气缩孔。
4)气体性质。气体的扩散速度越快,气孔越不易形成。
(2)反应性气孔 金属液与铸型之间或在金属液内部发生化学反应产生的气体来不及排出,所产生的气孔称为反应性气孔。
1)金属液与铸型间反应性气孔。这类气孔的特征是气孔表面光滑,呈银白色或金属光亮色,孔径为1~3mm,通常分布在铸件表皮下1~3mm处,故又称为皮下气孔。
导致铸件产生反应性气孔的因素有:铸型水分含量过高及透气性太低;金属液原始气体含量高;合金中含有易氧化成分,如铁液中含有Al、Mg及稀土元素,钢液中含有Cr、Ca,铜液中含Al、Mn、Zn等;熔点较高的合金铸件(如铸钢件、铸铁件及铜合金铸件)中易出现反应性气孔。
2)金属液内反应性气孔。这类气孔可分为两类,一类是金属液与渣相互作用产生的渣气孔,另一类是金属液内各成分之间相互作用产生的气孔。这里着重介绍渣气孔的特征及其形成原因。
渣气孔是指由铸件浇注位置上表面的非金属夹杂物形成的孔洞,通常在加工后才能发现,与气孔并存。
渣气孔的特征是孔壁不光滑,形状不规则,其颜色因渣的性质不同而不同,常以单独或成群密集的形式存在于铸件中,如图9-4所示。
渣气孔形成的主要原因有:金属中的熔渣未清理干净,如焦炭中的灰分、被侵蚀剥落下来的炉衬、某些元素的烧损、金属炉料带入的砂粒和加入的熔剂等未清理干净;产生的二次氧化渣,如金属液在出炉、孕育处理、浇注过程中及浇入铸型后,与空气、铸型材料发生作用而生成的熔渣,可导致铸件形成渣气孔。
(3)侵入性气孔 铸型在金属液的热作用下所产生的气体,侵入金属液后造成的气孔,称为侵入性气孔。
侵入性气孔的特征是气孔的数量较少,尺寸较大,孔壁光滑,表面有光泽或轻微的氧化色,形状多呈椭圆形或梨形,一般位于铸件浇注位置的中上部或上部,如图9-5所示。
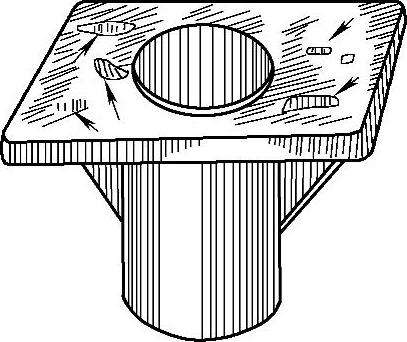
图9-4 铸件中的渣气孔
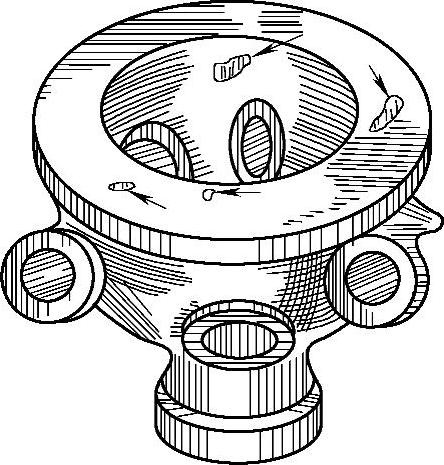
图9-5 铸件中的侵入性气孔
造成侵入性气孔的因素有:
1)浇注时气体由浇道、型腔混入金属液,导致气孔的产生。
2)金属液和冷铁、芯撑相互作用而产生气体,如芯撑表面带有水分或生锈(即氧化铁),因水分蒸发和氧化铁还原而产生气体,侵入金属液形成气孔,如图9-6所示。
3)砂型或砂芯中的水分或附加物,在金属液的热作用下汽化、分解或燃烧产生的气体,侵入金属液形成气孔。侵入性气孔大多是由该原因造成的。
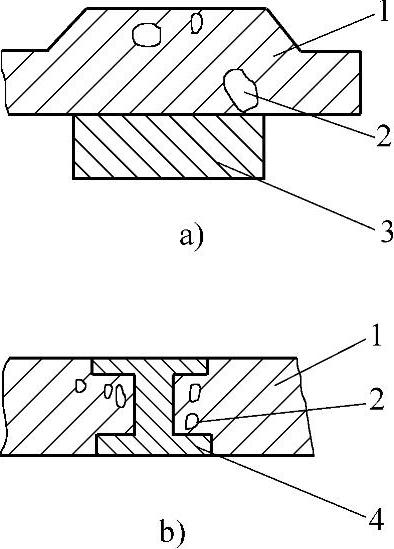
图9-6 因锈蚀使铸件产生气孔
a)因冷铁锈蚀 b)因芯撑锈蚀
1—铸件 2—气孔 3—冷铁 4—芯撑
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






