【摘要】:压铸机合型机构是带动压铸型的动型部分,使模具分开或合拢的机构。由于热室压铸机压射填充时的压力作用,合拢后的动型仍有被胀开的趋势,故这一机构还要起锁紧模具的作用。压铸机的合型机构上都附有顶(推)出铸件的装置,称为顶出器。压铸机的合型机构上都设有防护装置,以防止从压铸型分型面喷溅出金属液烫伤操作人员。一般小型压铸机上通常使用液压合型机构,如图7-6所示。
压铸机合型机构是带动压铸型的动型部分,使模具分开或合拢的机构。由于热室压铸机压射填充时的压力作用,合拢后的动型仍有被胀开的趋势,故这一机构还要起锁紧模具的作用。推动动型移动,合拢并锁紧模具的力称为合型力。合型机构必须准确可靠地动作,以保证安全生产,并确保压铸件尺寸公差要求。
压铸机的合型机构上都附有顶(推)出铸件的装置,称为顶出器。它可分为机械顶出器和液压顶出器两种形式。现代压铸机采用液压顶出器,装于动型板的背面,由两个液压缸组成,由顶(推)出板将液压缸连接在一起。顶出板上顶(推)杆孔较多,并与动型板上的孔相对应,便于铸件选择合适的顶杆位置。顶杆顶出后能延时一段时间返回,以利于清理和上涂料。这些动作由电磁阀和控制系统控制。
为了满足铸件特殊部位抽芯的需要,压铸机的动型板和定型板上都附有液压抽芯器,以供压铸型设计液压抽芯之用。由控制系统的选择开关设定抽芯器动作。压铸机的合型机构上都设有防护装置,以防止从压铸型分型面喷溅出金属液烫伤操作人员。
一般小型压铸机上通常使用液压合型机构,如图7-6所示。该机构的动力是由合型缸中的液压油产生的。液压油的压力推动合型活塞带动动型安装板及动型进行合型,并起锁紧作用。液压合模机构的优点是:结构简单,操作方便;在安装不同厚度的压铸模时,不用调整合型液压缸座的位置,从而省去了移动合型液压缸座用的机械调整装置;在生产过程中,在液压不变的情况下合型力可以保持不变。(www.daowen.com)
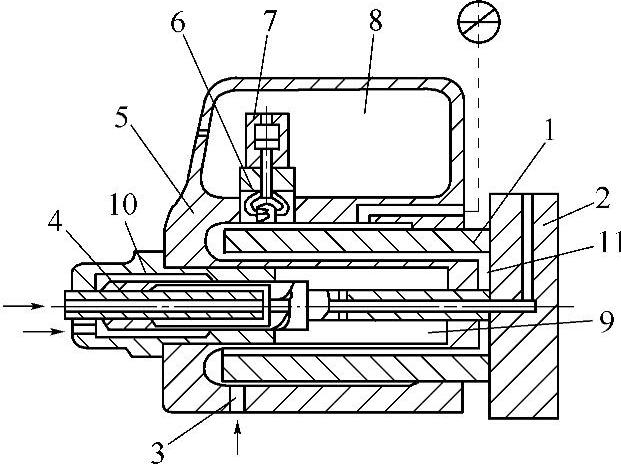
图7-6 液压合型机构
1—外缸 2—动型安装板 3—增压器口 4—内缸 5—合型座缸 6—充填阀塞 7—充填阀 8—充填油箱 9—开型腔 10—内合型腔 11—外合型腔
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关铸造工:初级的文章




