【摘要】:生产中大多采用压力把糊状模料压入压型的方法制造熔模。压制熔模之前,需先在压型表面涂分型剂,以便从压型中取出熔模。分型剂层越薄越好,以使熔模能更好地复制压型的表面,从而提高熔模的表面质量。压蜡机为制模工序不可缺少的设备之一。压制时,蜡料的温度应控制在45~48℃范围内,压型工作温度一般以15~20℃为宜。根据各压型中的熔模结构特点、尺寸大小,压型在保持相应的时间后,即可拆型取模。图7-2 熔模铸造工艺
生产中大多采用压力把糊状模料压入压型的方法制造熔模。压制熔模之前,需先在压型表面涂分型剂,以便从压型中取出熔模。压制蜡基模料时,分型剂可分为全损耗系统用油、松节油等。分型剂层越薄越好,以使熔模能更好地复制压型的表面,从而提高熔模的表面质量。
压蜡机为制模工序不可缺少的设备之一。压蜡机可分为手动压蜡机、电动压蜡机和气动压蜡机三类。在此仅介绍手动压蜡机。
手动压蜡机的形式很多,图7-3所示为杠杆式手动压蜡机,图7-4所示为手动压蜡机所采用的蜡枪。手动压蜡机一般只应用于小批量生产或试生产。
压制时,蜡料的温度应控制在45~48℃范围内,压型工作温度一般以15~20℃为宜。如果压型温度过低,则压出的蜡模易裂;如果压型温度太高,则蜡模易产生鼓胀变形,而且熔模冷却慢,影响生产效率。
注蜡压力一般为(2.5~3.5)×105Pa,待蜡液充满型腔后,停止加压,根据零件的大小确定保压时间,一般为10~60s,然后除去压力。如果压型不自带封闭器,则可用盖板或压铁压住注蜡口,以防模料外流而使熔模产生缩陷。(www.daowen.com)
根据各压型中的熔模结构特点、尺寸大小,压型在保持相应的时间后,即可拆型取模。在气温较高时,为缩短取模时间,并防止壁厚部分收缩引起表面凹坑或变形,注蜡后对压型要强制冷却,钢模可放在冰块上或冰水中进行冷却。
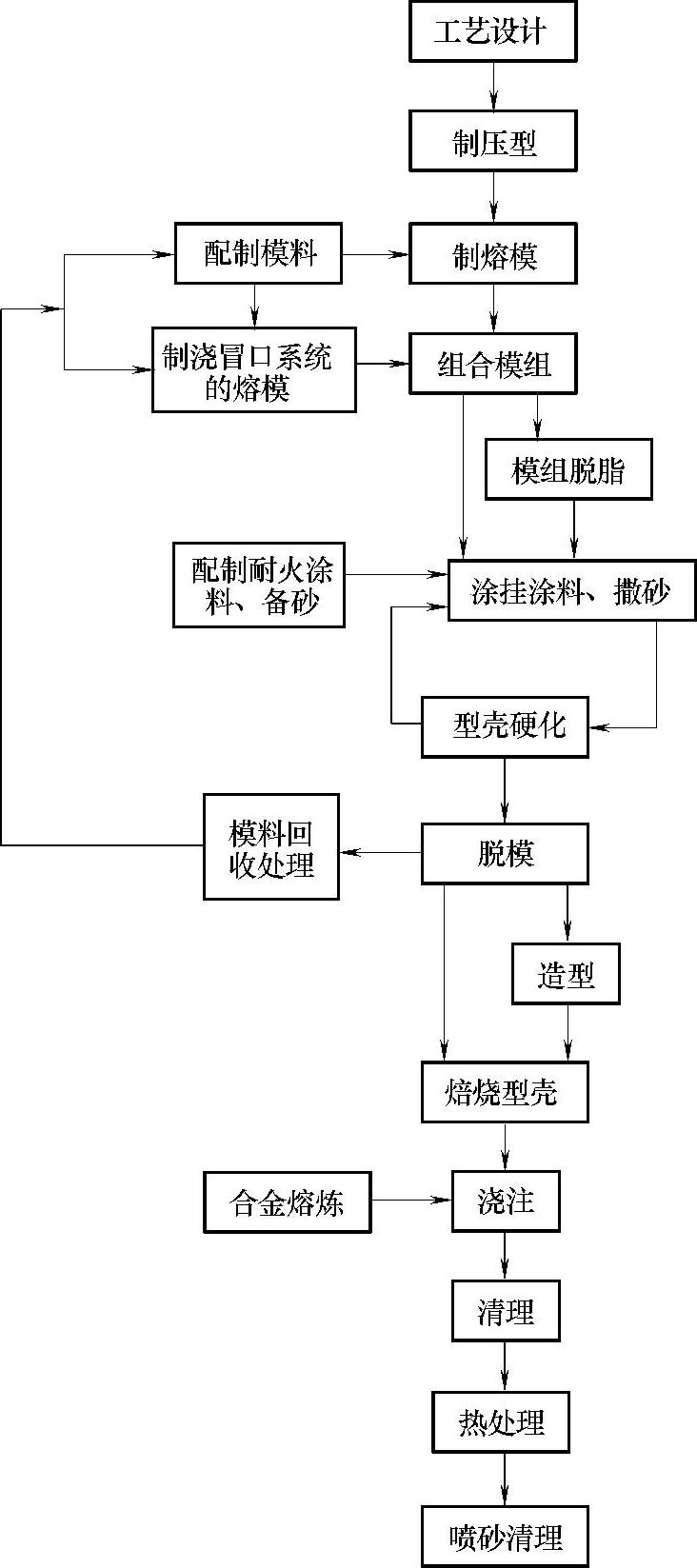
图7-2 熔模铸造工艺
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关铸造工:初级的文章




