【摘要】:采用脱落式芯盒制芯,干型干芯浇注。其操作过程如下:1)检查芯盒内活块的形状、数量及配置情况,冷铁的形状及数量,芯盒是否变形,然后按正确位置把芯盒固定好,防止舂砂时芯盒胀大而影响铸件尺寸精度,并清理芯盒的工作表面。3)放入背砂,把芯骨吊入芯盒内并使其没入芯盒5~10mm。调整芯骨工作面,使其与芯盒表面平行,以保证吊芯时平稳。7)清理芯盒并装配好,检查活块数量,养成文明生产的好习惯。
图5-86所示是汽轮机上的零件——气缸。其轮廓尺寸为2500mm×1500mm×1100mm,重量约为1800kg,承受高温重载荷,因此铸件不得有缩孔、缩松、气孔、裂纹、砂眼等缺陷。
气缸是由大小不等的圆弧壁形成的,下面有两个大的圆柱孔,圆弧壁之间的高度差较大且轴向距离短,因此形成此处的型线模样需拆活,否则取芯时易损坏砂芯的型线。采用脱落式芯盒制芯,干型干芯浇注。其操作过程如下:
1)检查芯盒内活块的形状、数量及配置情况,冷铁的形状及数量,芯盒是否变形,然后按正确位置把芯盒固定好,防止舂砂时芯盒胀大而影响铸件尺寸精度,并清理芯盒的工作表面。
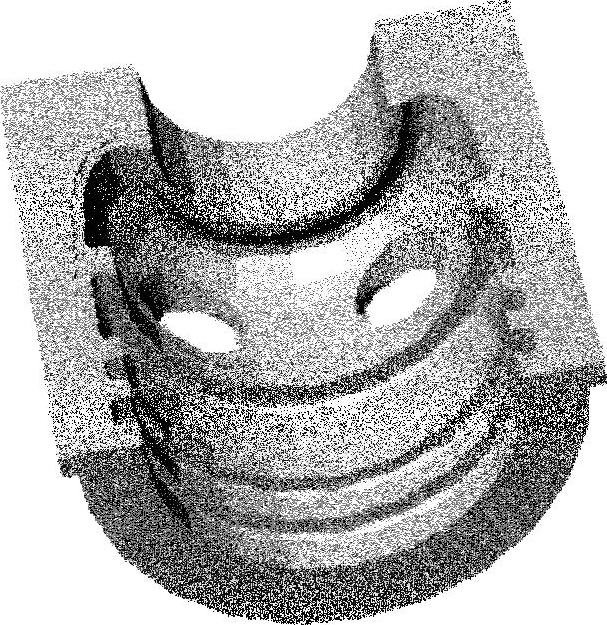
图5-86 气缸
2)在芯盒的圆弧交接处、热节圆大的部位通常要铺一层特种砂,一般是铬矿砂,并用砂舂扁头舂实,放入一层面砂,冷铁按正确的位置摆放好,并用砂舂扁头把冷铁四周的面砂舂实,使冷铁固定,再放入面砂,用风动捣固器舂实。(www.daowen.com)
3)放入背砂,把芯骨(其上缠有草绳)吊入芯盒内并使其没入芯盒5~10mm。调整芯骨工作面,使其与芯盒表面平行,以保证吊芯时平稳。若芯骨插齿长,则可以将其敲掉。在芯盒内均匀地放上一些焦炭,以便于排气。
4)舂砂,用铁铲把芯盒表面铲平,将芯盒翻转180°放在制芯平板上,敲击芯盒四周,吊开芯盒,取出砂芯上的活块。
5)把砂芯表面的芯砂压实修补好,修出铸造圆角,插铁钉加固。
6)上涂料,自然干燥一段时间后,用镘刀修平砂芯表面,再刷一次涂料,可根据需要刷2次或3次涂料,然后准备进窑烘干。
7)清理芯盒并装配好,检查活块数量,养成文明生产的好习惯。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




