【摘要】:图5-85所示是三通管砂芯,采用对分式芯盒制芯,两半砂芯形状完全相同,因此只做半个芯盒,在两半砂芯制作完毕后,将其拼合起来形成一个整芯,采用干型、干芯浇注。4)刮平上平面,沿砂芯中心部位用刮刀挖出通气槽,直到芯头处。5)轻轻敲击芯盒,将芯盒翻转180°,将砂芯取出放在制芯平板上。8)按上述方法制造另一半砂芯。
图5-85所示是三通管砂芯,采用对分式芯盒制芯,两半砂芯形状完全相同,因此只做半个芯盒,在两半砂芯制作完毕后,将其拼合起来形成一个整芯,采用干型、干芯浇注。下面是其操作过程:
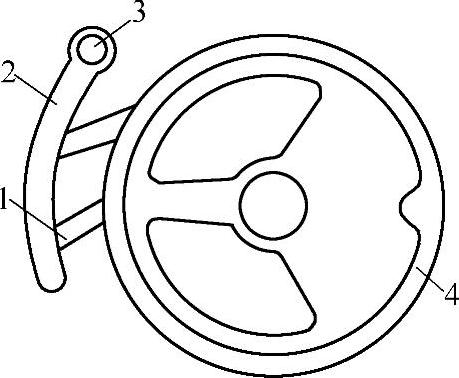
图5-84 手轮浇注系统
1—内浇道 2—横浇道 3—直浇道 4—手轮铸件
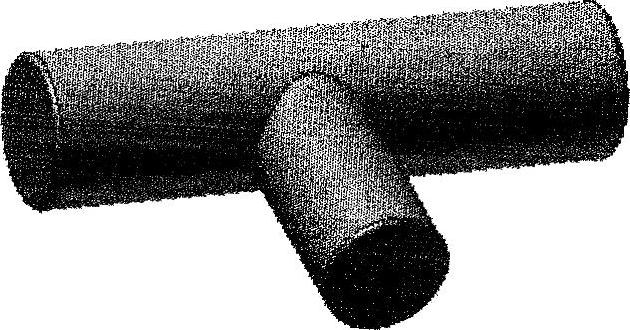
图5-85 三通管砂芯
1)检查芯盒有无损坏、变形现象,尺寸是否准确,以及定位情况,清理芯盒的工作表面,检查冷铁的形状及尺寸。
2)将芯盒按定位销的位置紧固并放在舂砂平板上,填砂,将冷铁按正确位置放置在芯盒表面上,并用砂舂扁头舂实冷铁周围的型砂,以固定冷铁。(www.daowen.com)
3)舂砂至一定高度时,敲入芯骨(芯骨上缠有草绳),芯骨两端要没入砂芯中5~10mm,继续舂砂至满。
4)刮平上平面,沿砂芯中心部位用刮刀挖出通气槽,直到芯头处。
5)轻轻敲击芯盒,将芯盒翻转180°,将砂芯取出放在制芯平板上。
6)用镘刀将损坏的砂芯表面修补好,并修出铸造圆角,强度低的部位插铁钉加固。
7)刷涂料,待表面干燥后,再刷一次涂料。
8)按上述方法制造另一半砂芯。
9)在制芯场地上取一块空地,均匀地铺上一层干砂(有成形架更好),把砂芯轻放在砂地上,使分芯面朝上,在分芯面上刷泥浆水,把两半砂芯粘合在一起。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关铸造工:初级的文章






