图5-81所示为手轮铸件,材质为QT500-7,生产批量大,若采用挖砂造型,则操作复杂,生产效率低,因此采用假箱造型,湿型浇注。所谓假箱造型是指利用预先制备好的半个铸型简化造型操作的方法。此半型称为假箱,其上承托模样,可供造另半型,但不用于组成铸型。其操作过程如下:
1.制作假箱
制作假箱的过程与制作砂型的过程基本一样,但砂型的紧实度要高,以防在舂制砂型时使分型面下凹。假箱的分型面应修挖到模样周围凸点构成的连线处,并修得光滑、清晰。分型面可以做成平的(见图5-82),也可做成斜的,如图5-83所示。若用模板代替假箱,则应将分型面做成平的。
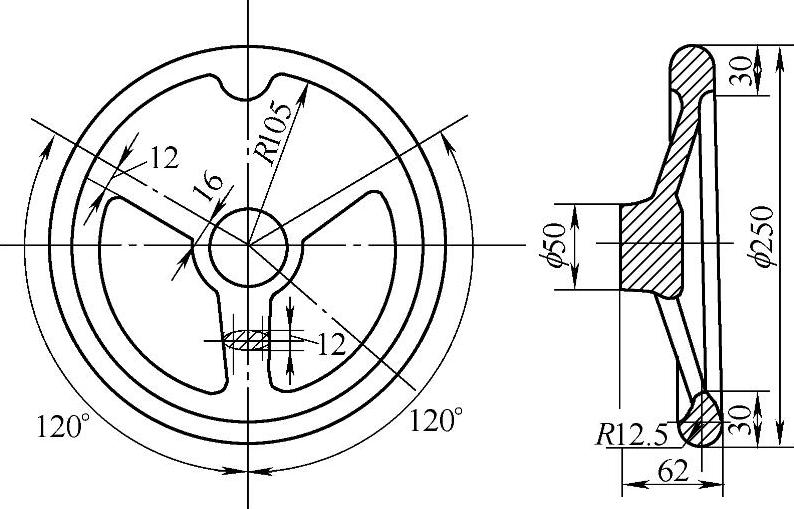
图5-81 手轮铸件图
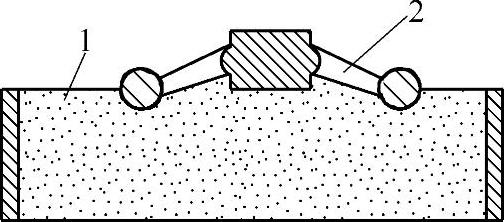
图5-82 平分型面的手轮假箱
1—假箱 2—手轮模样
2.制造下砂型
1)在假箱上撒分型砂,但不能太多,并且要均匀,尤其是低凹处不能聚集太多的分型砂。
2)铲入一层面砂(面砂采用煤粉、石墨粉作敷料,以保证铸件的表面质量),并用砂舂扁头逐层舂实,然后加入背砂舂实。舂砂应均匀,吊砂部分可用竹片或木片加固。
 (www.daowen.com)
(www.daowen.com)
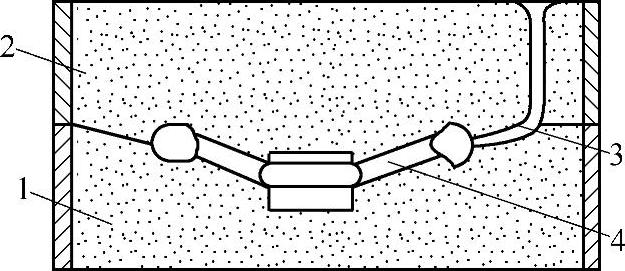
图5-83 斜分型面的手轮合型图
1—下砂型 2—上砂型 3—浇注系统 4—型腔
3)开型前应轻微松动下砂型,使吊砂和模样之间产生间隙以便开型,然后开型,翻转放好。
3.制造上砂型
1)将上砂箱套放在下砂型上,再均匀地撒上一层防粘模材料。
2)安放浇道模、冒口,加入面砂和背砂,用砂舂扁头逐层舂实,然后加入背砂并舂实。
3)用刮板刮去多余的背砂,使砂型表面和砂箱边缘平齐,用镘刀修平浇冒口处的型砂,扎出通气孔,取出浇道模并在直浇道上端开挖浇口盆。若砂箱无定位装置,则需在砂箱上做出定位记号。
4)开型、起模并修型。
5)开设浇注系统。开设内浇道时,应使金属液在其内的流向与在横浇道内的流向相反,即沿轮缘的切线方向开设,这样有利于集渣和减小金属液对型腔的冲刷作用,如图5-84所示。内浇道的截面形状可做成三角形或扁梯形。
6)上涂料并修平型腔。
对于手轮铸件,也可以从轮毂处引入金属液,即采用圆锥形直浇道从轮毂上面直接引入,这样有利于对轮毂的补缩,但在浇注时要挡好熔渣,尽量设法降低金属液对型腔的冲刷作用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







