图5-79所示是材质为HT200的带轮铸件,铸件不允许有砂眼、变形、裂纹等缺陷。由于是小批量生产,因此应选用刮板造型,以节省制模材料和工时。铸件分型面位于轮缘和轮毂上平面及轮辐中分面处,采用两箱造型,湿型浇注。造型过程如下:
1.造型前的准备工作
(1)旋转刮板 检查旋转刮板钉轴及圆线的位置是否正确,旋转刮板是否变形,轮辐模样、定位桩、旋转刮板架、芯盒等是否齐全。
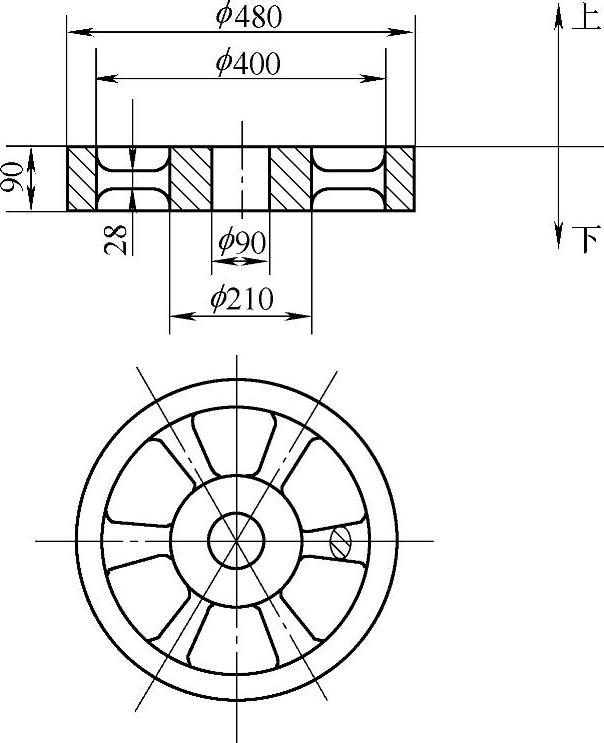
图5-79 带轮铸件图
(2)造型工具 镘刀、提钩、砂舂、铁钉等。
(3)造型材料 型砂、芯砂、分型砂、烂砂泥和涂料等。
(4)量具 直尺和分规等。
2.刮制下砂型
1)平整一块砂地,撒上分型砂,放置尺寸为550mm×550mm×150mm的下砂箱,在砂箱中心处打入定位桩,定位桩露出地面的高度以使刮板工作面高出砂箱上平面5~6mm为宜。
2)安放刮板,调整刮板架,使刮板工作面距砂箱四边距离相等。固定刮板架,检查刮板转动是否平稳、灵活。
3)填入型砂,根据刮板形状舂实型砂,用镘刀刮去多余的型砂,只需留出3~5mm的车刮量即可。用左手转动刮板,右手握镘刀随时刮去阻碍刮板转动的型砂。刮板刮不到型砂的地方,要随时补上。刮板转动一定距离后,应及时取出刮下的型砂。
4)下砂型刮好后,再上一层烂砂泥,要边上边转动刮板,上满后使刮板再转几圈,直到型腔棱角清晰、光洁为止。将刮下的烂砂泥用提钩提出型外。卸去刮板,稍停片刻后用镘刀将型腔修光。(www.daowen.com)
5)带轮为六根轮辐,故圆线半径就是六等分圆周的弦长。用分规在圆线上找出等分点,用划线尺对准两对称点,并用提钩紧靠划线尺侧面,在砂胎上划出六根轮辐的中心线。由于轮辐处砂胎低于分型面,因此在划线时提钩要保持和分型面垂直,否则会产生划线误差。将轮辐模样中心线对准砂型上划出的轮辐中心线,再沿轮辐模样划出轮辐轮廓线,挖去一部分型砂,压入轮辐模样,做出轮辐型腔,如图5-80所示。
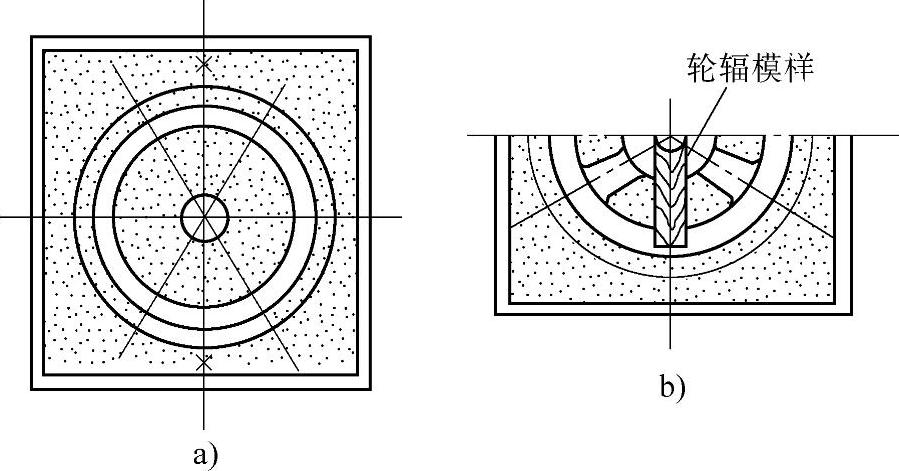
图5-80 带轮的砂型分肋及制作轮辐
a)砂型分肋 b)制作轮辐
6)将轮辐中心线中的一根延长至箱边,并在砂箱外侧做出合型线,用分规作这条线的垂直平分线并引出型外,做出十字合型线。
7)刷涂料。
3.刮制上砂型
上砂型的刮制与下砂型基本相同,但应注意以下几点:
1)上砂型的凸砂是吊砂,应在吊砂处插入铁钉或埋入砂钩,以加固砂型。
2)做好十字合型线后,在轮毂上面及浇道对面轮缘上各挖一个30mm的出气冒口。
在上、下砂型制作完毕后,将其吊离造型场地,准备合型浇注。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






