图5-78所示为常见的三通管铸件,材质为ZG230-450,铸件的壁薄且均匀,除三个法兰端面需进行机械加工外,其余均为毛坯面。铸件不允许有裂纹、气孔和夹杂等缺陷,铸件的组织要求致密,压力试验时应无渗漏现象。该件的结构特点是存在一个过三管口轴线的最大截面,因此适合两箱分模造型。铸件内腔由砂芯形成,适合批量生产。造型采用粘土砂,干型、干芯浇注。操作过程如下:
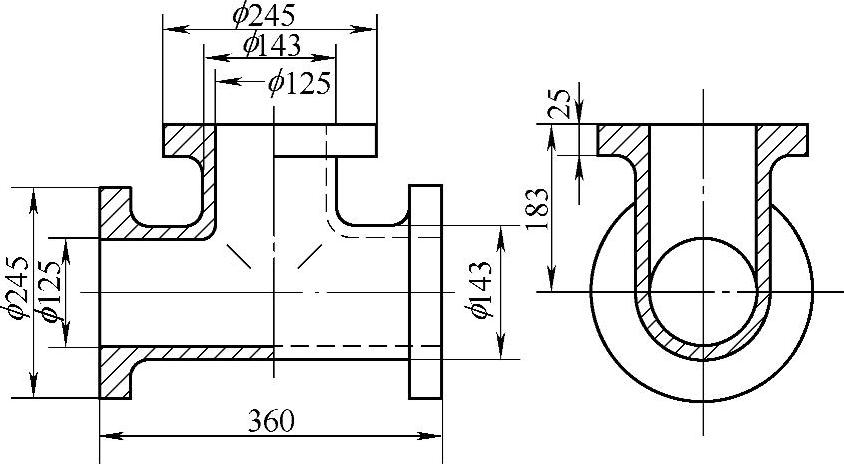
图5-78 三通管铸件图
1.制作下型
(1)安放模样和砂箱 把模样下半部分安放在造型平板适当的位置,安放下砂箱,并使模样和砂箱内壁之间留有合适的吃砂量。若模样容易粘附型砂,则可在模样表面撒上一层防粘模材料。
(2)填砂和舂砂 在模样的表面铲上一层面砂,安放冷铁,用砂舂扁头逐层舂实型砂,确保冷铁位置准确和稳固,最后填入背砂并用风动捣固器舂实,舂砂的紧实度要均匀适当。
(3)修整和翻型 用刮板刮去多余的背砂,使砂箱边缘平齐,在砂型上用通气针扎出通气孔,翻转下砂型。
(4)修整分型面 用镘刀将模样四周砂型表面修平压实,撒上一层分型砂,并用手风箱吹去模样上的分型砂。
2.制作上砂型
(1)放置模样上半部分和砂箱 按照上、下半模样的定位装置安放上半模样,安放横浇道浇口砖(若手工挖制横浇道,则可在适当位置放一根木棒,以减少挖制工作量),将上砂箱套放在下砂型上,再均匀地撒上一层防粘模材料。
(2)填砂和舂实 安放浇道模、冒口,加入面砂和背砂,用砂舂扁头逐层舂实,加入背砂,用风动捣固器舂实。(www.daowen.com)
(3)修整 用刮板刮去多余的背砂,使砂型表面和砂箱边缘平齐,用镘刀修平浇冒口处的型砂,扎出通气孔,取出浇道模并在直浇道上端开挖浇口盆。若砂箱无定位装置,则需在砂箱上作出定位记号。
3.开型和起模
(1)开型 敞开上砂型,翻转放好。
(2)修整分型面 扫除分型砂,用水笔润湿靠近模样的型砂,开挖浇道。
(3)起模 将模样向四周松动,用起模钉将模样从砂型中起出。
4.修型和上涂料
(1)修型 对起模时损坏的砂型进行修补,压实和修平型腔表面,修出铸造圆角。
(2)插钉 为防止铸件产生裂纹,在圆弧交接处均匀地挖出一些防裂肋,并在浇冒口附近、砂型被损坏的修补处及圆弧防裂肋等处插铁钉进行加固。
(3)上涂料 型腔和浇道修整合格后上涂料,修平型腔。
在上、下砂型制作完毕后,将其吊离造型场地,准备进窑烘干。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






