将铸型的各个组元,如上型、下型、芯子、浇口盆等组合成一个完整铸型的操作过程,称为合型。合型是造型过程中最后一道工序,也是最重要的工序之一,若控制不好,则会产生一些铸件缺陷,如气孔、砂眼、错型、偏芯、漂芯、飞边、飞翅、跑火等。
1.砂芯的装配
通常铸件都需要用砂芯来形成内孔或局部外形,特别是一些形状复杂的铸件,更需要用无数大大小小的砂芯来形成,因此合型时必须对砂芯进行装配。有些砂芯可先在型外进行预装配,大部分砂芯需要在型内按某一基准面进行装配。装配时,要保证尺寸准确、连接可靠、固定稳当、排气通畅等。
2.砂芯的固定
砂芯的固定有两种方法:用芯头固定和用芯撑固定。
(1)用芯头固定砂芯 芯头是砂芯的重要组成部分,砂芯通过芯头支撑在铸型中,保证砂芯在其自身的重力及金属液浮力的作用下位置不变。这种固定方式既方便又经济,因此应用最普遍。常见的芯头有以下几种形式:
1)卧式芯头:卧式芯头通过两个水平方向的芯头固定在砂型的芯座上,如图5-62所示。
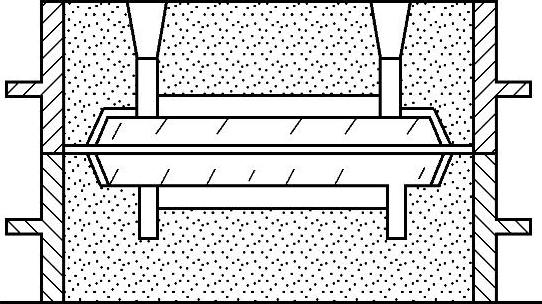
图5-62 用卧式芯头固定砂芯
这种固定方法的特点是:砂芯的安放和固定很方便,而且稳固性较好,排气通畅。
2)悬臂式芯头:悬臂式芯头是指单支点水平式砂芯,只有一个芯头,而另一头是悬空的。这种砂芯在其自身重力或金属液的浮力作用下,容易倾斜或转动,砂芯很难安放和固定。为此,常将芯头放大或加大,将砂芯的重心移入芯头的支撑面内,以获得平衡。图5-63所示为用悬臂式芯头固定砂芯。
采用这种固定方式的砂芯容易翘曲变形,影响尺寸精度,同时稳定性差,所以要尽量避免采用这种固定方式,在不得已时可在悬臂处增加芯撑进行固定。
3)挑担式芯头:将两个或几个铸件的砂芯串联起来共用芯头,使悬臂砂芯安放稳固,称为挑担式芯头,也称为联合芯头,如图5-64所示。
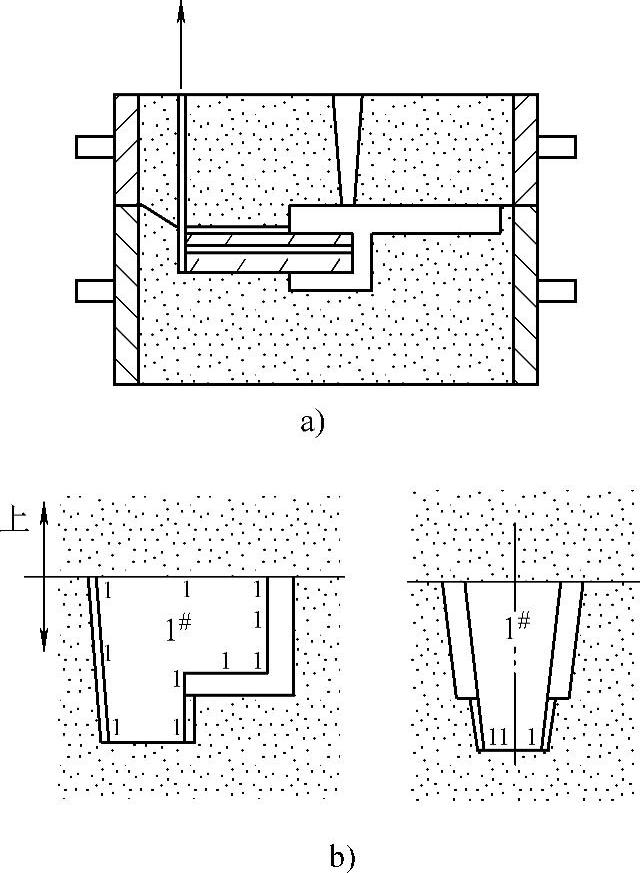
图5-63 用悬臂式芯头固定砂芯
a)加长芯头 b)加大芯头
这种固定方式的优点是:造型操作省工省力;可节约原材料(型砂、木材等);由于砂芯是对称的,因此安放方便、稳定可靠。这种固定方式一般适用于中、小型铸件,且生产数量较多的情况。铸造小型弯管接头铸件时就常常采用挑担式芯头,如图5-65所示。
4)立式芯头:图5-66所示为立式芯头的三种形式。图5-66a所示为上、下端都做出芯头,可使砂芯定位准确,支撑可靠,主要适宜于高度大于直径的砂芯,为了合型方便,上端芯头的斜度应比下端大一些。图5-66b所示为只做出下芯头,以便于合型,适宜于横截面积较大而高度不高的砂芯,特别适宜于手工造型。对于湿型浇注,砂芯上端应高出分型面0.5mm,合型后便于砂芯上端紧贴砂型,防止金属液将砂芯冲歪或从上端进入而堵塞通气孔;干型浇注时,上端与分型面间要留有一定的间隙,合型时在通气孔周围放一圈石棉绳、白泥条或油泥,防止金属液堵塞通气孔。图5-66c所示为上、下芯头都不做出,适宜于自身比较稳的大砂芯,由于没有下芯头,因此下芯时,可根据型腔尺寸适当地调整砂芯的位置,同时也可减小砂箱的高度。
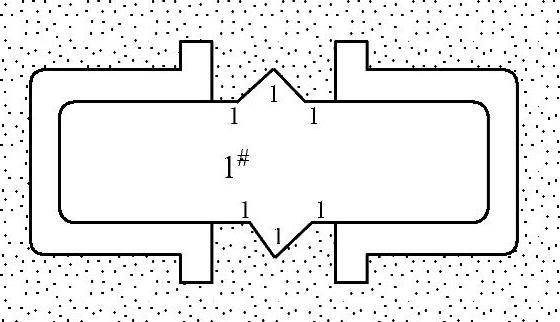
图5-64 用挑担式芯头固定砂芯
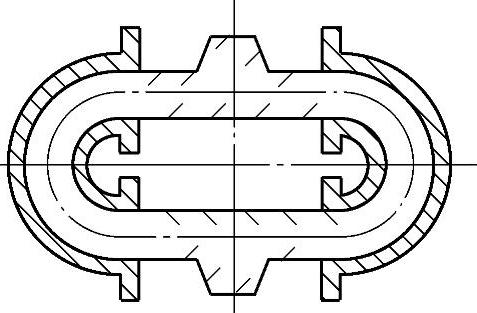
图5-65 采用挑担式芯头铸造弯管
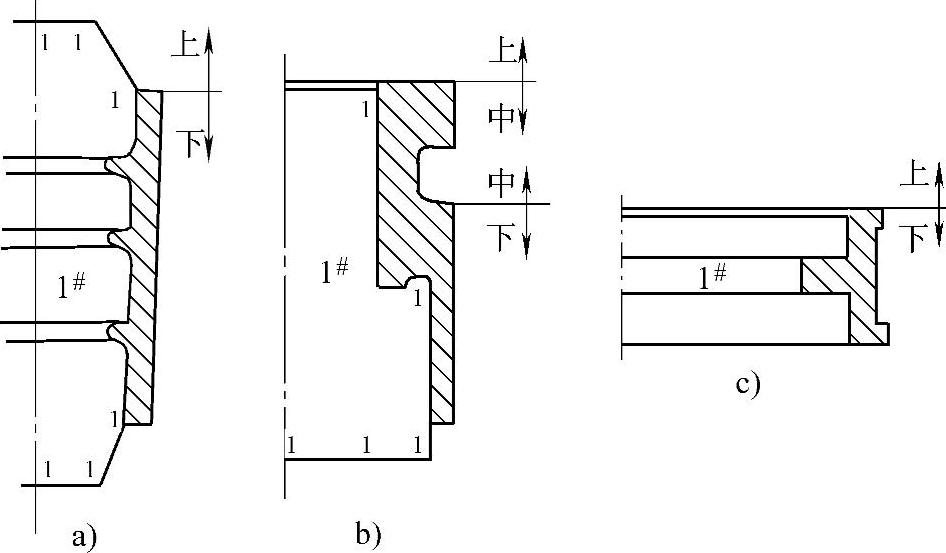
图5-66 立式芯头
对于横截面积不大而高度较大的砂芯,为了使砂芯在砂型中位置稳固,可适当加大下芯头(见图5-67)一般当l≥5d0时,取d=1.5d0~2d0。
5)悬挂式芯头:悬挂式芯头实际上是一种立式芯头,砂芯上部的芯头搁在芯座上或固定在某处,使砂芯处于悬吊状态。常见的有下列几种形式:
①预埋砂芯。如图5-68所示,将芯头做成上大下小的形式,造型时将砂芯事先放在模样上对应位置的备用孔内,只露出芯头,这样,填砂舂实后芯头被埋在砂型中。这种方式只适用于重量不大的小砂芯。
②吊芯。如图5-69所示,用钢丝或螺栓把砂芯吊在上型,吊芯芯头可以做得很短,以利于砂芯排气。但吊芯操作麻烦,翻型时容易被损坏,只适宜单件小批量生产。
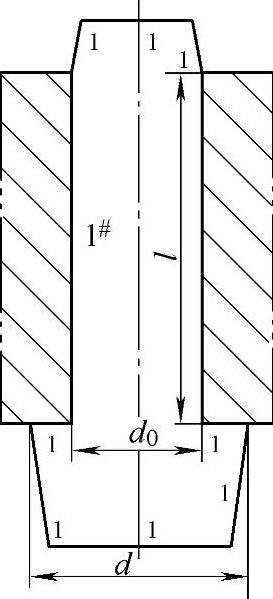
图5-67 加大的下芯头
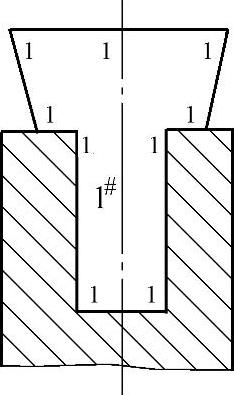
图5-68 预埋砂芯
③盖板砂芯。如图5-70所示,将砂芯头扩大,搁在下型中。这种方式操作方便,有利于保证铸件精度及组织流水线生产。
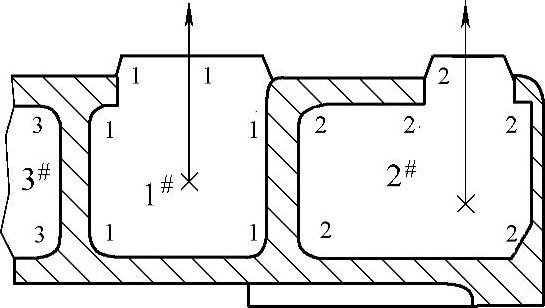
图5-69 吊芯
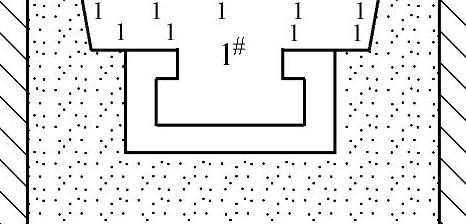
图5-70 盖板砂芯
6)定位式芯头:对于定位要求严格或安放时容易搞错方位的砂芯,常采用定位芯头的方式进行定位,如图5-71所示。图5-71a和图5-71b所示的芯头,可以防止砂芯绕水平轴线旋转;图5-71c所示的芯头,可以防止砂芯绕水平轴旋转和防止砂芯沿水平轴方向移动。
芯头和芯座之间一般都留有间隙。为了防止金属液从间隙进入芯头而堵塞通气孔,应采取密封措施。对于干型,可在芯头上放石棉绳、白泥条和油泥等;湿型则可在芯座上做出隆起的砂堤。
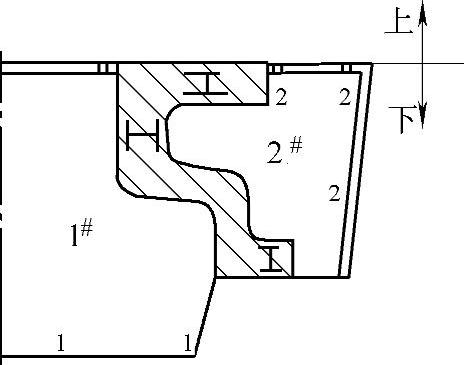
(2)用芯撑固定砂芯 在砂型组装和浇注时,支撑吊芯、悬臂砂芯和部分砂型的金属构件称为芯撑。在浇注过程中,砂型或砂芯不能保证其正确位置时,用一定厚度和形状,表面经过处理的芯撑,可保持砂型或砂芯在型腔中的正确位置。当砂芯较多且尺寸较大时,单靠芯头定位是远远不够的,必须安放芯撑,以增加砂芯的支撑点和承压面积,使砂芯稳固。图5-72所示的2#砂芯,适当加大芯头同时配合安放芯撑控制铸件壁厚,可防止砂芯倾斜。
对于一些大型复杂铸件,当砂芯不能设置芯头,而且难于采用吊芯时,只能用芯撑来支撑砂芯,如图5-73所示。当用芯撑固定砂芯时,由于砂芯的位置不易控制,又不能设置上芯头,所以合型前必须注意防护砂芯上端面的通气孔,严防浇注时金属液进入,影响砂芯的排气。
1)芯撑的结构:常见芯撑的结构如图5-74所示。芯撑的端部有较大的支撑面,分双面和单面两种。双面芯撑用于干型,单面芯撑则用于湿型。在实际生产时,应根据砂芯的形状、大小、装配方法及工作条件等来选用芯撑。图5-74a所示为双面芯撑,用于大的砂芯,其中,柱上带螺纹的是用来支撑进行水压试验或煤油渗漏试验的铸件的砂芯;图5-74b所示的芯撑适用于中型砂芯;图5-74c所示的芯撑则用于支撑薄壁铸件的砂芯;图5-74d所示的芯撑用于厚大铸件的砂芯。当然,根据需要还可自制一些特殊形状的芯撑。
2)对芯撑的要求:浇注后,芯撑便同铸件熔焊在一起。因此,对芯撑有如下要求:
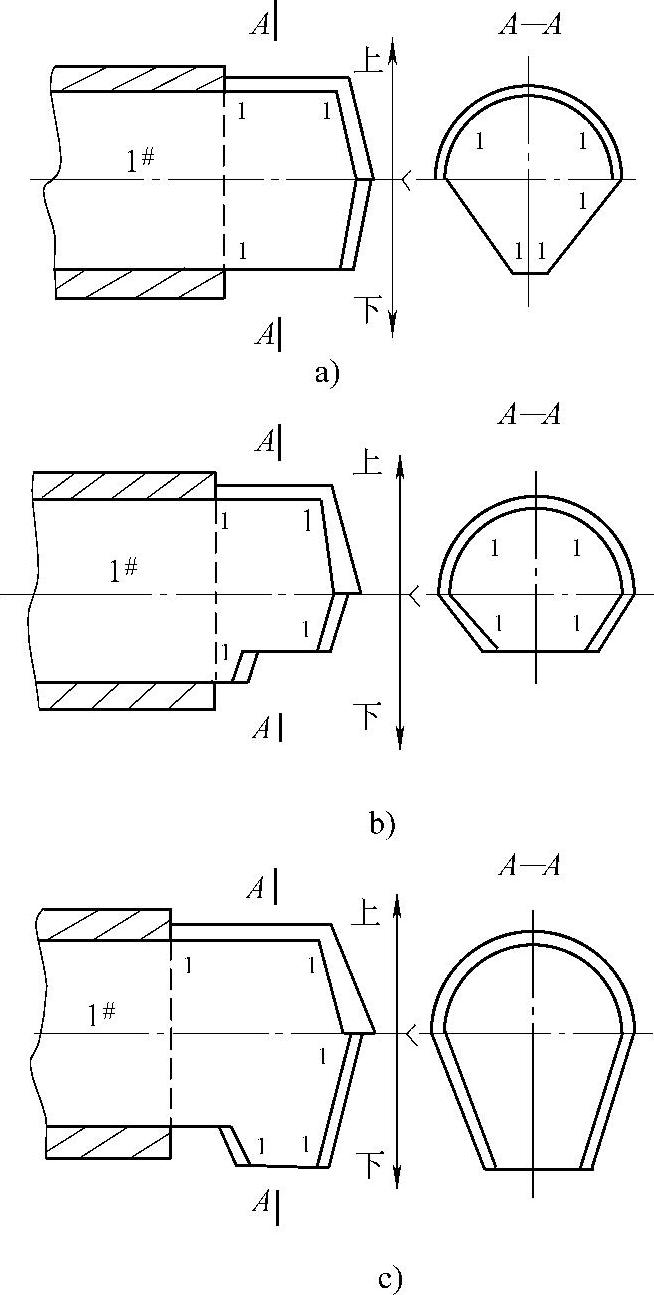
图5-71 用定位式芯头固定砂芯
a)、b)防水平旋转砂芯 c)防水平旋转及防水平轴方向移动砂芯
①芯撑的熔点要稍高于浇注金属的熔点,以保证它在铸型未浇满以前不至于因软化而失去作用。
②承压铸件应尽量少用或不用芯撑,如果必须使用,则芯撑柱上要有螺纹或沟槽,以保证芯撑与铸件熔焊可靠。
③芯撑表面要干净,不允许有锈蚀或油污,一般芯撑要镀锡后才能使用。
④芯撑不能过早地放入型腔中,以防水蒸气在其表面凝结,使铸件产生气孔等缺陷。
 (www.daowen.com)
(www.daowen.com)
图5-72 加大芯头同时安放芯撑
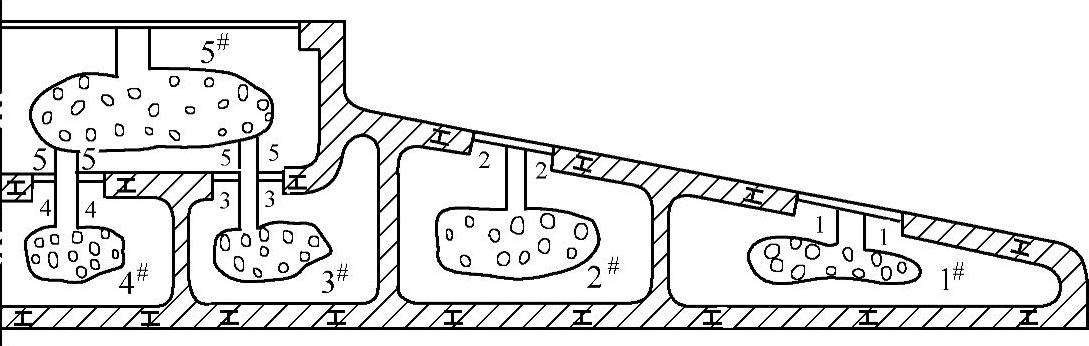
图5-73 用芯撑支撑砂芯
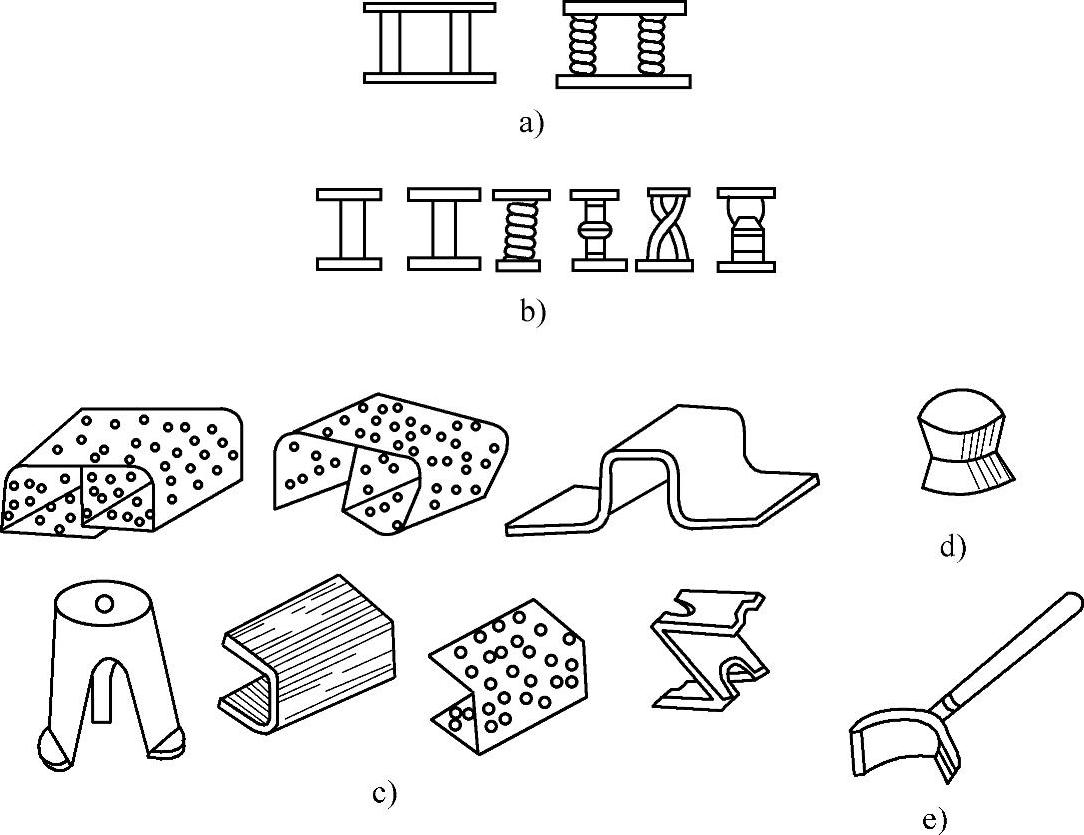
图5-74 芯撑的形状
a)双面芯撑 b)单面芯撑 c)薄片芯撑 d)鼓形芯撑 e)特殊形状芯撑
(3)芯撑的安放
1)双面芯撑的安放:双面芯撑的高度就是铸件的厚度,一般应根据铸造工艺图来选用芯撑,或者在铸造工艺图上直接规定出芯撑的形状和尺寸。对于干型,芯撑的高度可用验型的办法测得,即在砂芯上放一个软泥座,合上砂型,然后再吊走上砂型,被压缩的泥团的高度就是芯撑的高度,如图5-75所示。
安放芯撑时,若有间隙,则要用芯撑薄片塞紧,防止其移动或跌落。芯撑片应塞放在型腔的内表面,如图5-76所示。
2)单面芯撑的安放:在湿砂型中安放尺寸较大的砂芯时,由于其强度和硬度较低,因此需要接触面较大的芯撑,如图5-77所示。所用的芯撑是单面芯撑,芯撑柱的一端要顶在坚硬的支撑物上,如图5-77a所示。图5-77b所示采用了特制的垫块,其上端面与型腔齐平,芯撑柱插在垫块内。
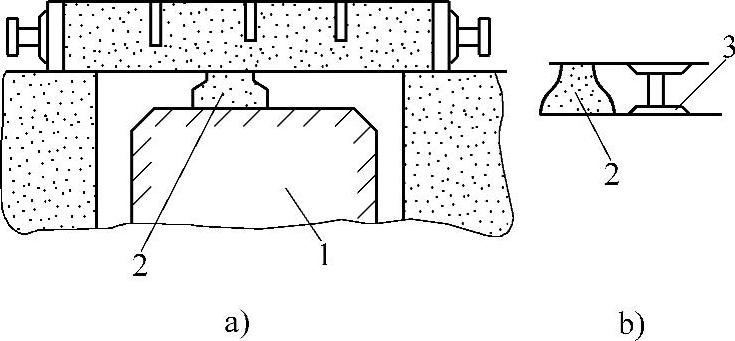
图5-75 检测芯撑高度
a)放置泥团合型 b)确定芯撑高度
1—砂芯 2—软泥座 3—芯撑
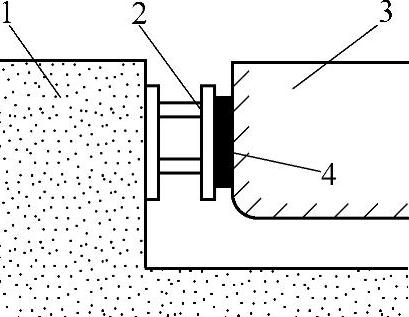
图5-76 芯撑片的使用
1—砂型 2—芯撑 3—砂芯 4—芯撑片
安放芯撑时要注意以下几点:
①芯撑安放要牢固,避免移动和脱落。
②芯撑支承面应与砂芯或砂型表面严密贴合。
③砂芯每个面上的芯撑数量要足够,布置要适当。
3.砂芯在型内的排气
砂芯在砂型中安放好后,需采取措施使浇注时砂芯中产生的气体能顺利地通过砂型排出。对于尺寸较小的卧式砂芯,可将通气针一端塞入芯头的气孔里,另一端引到砂箱外,合型后,抽出通气针便留下通气道;对于尺寸较大的卧式砂芯,可用一根钢卷屑作为引气的通道;对于立式砂芯,可在芯座上扎通气孔,将砂芯产生的气体引到型外即可。有的厂家还采用钢管或小型陶管浇口砖形成排气通道,把型芯内的气体排至型芯外。所有砂型上的引气口都应做出标记,以便浇注时点火引气。
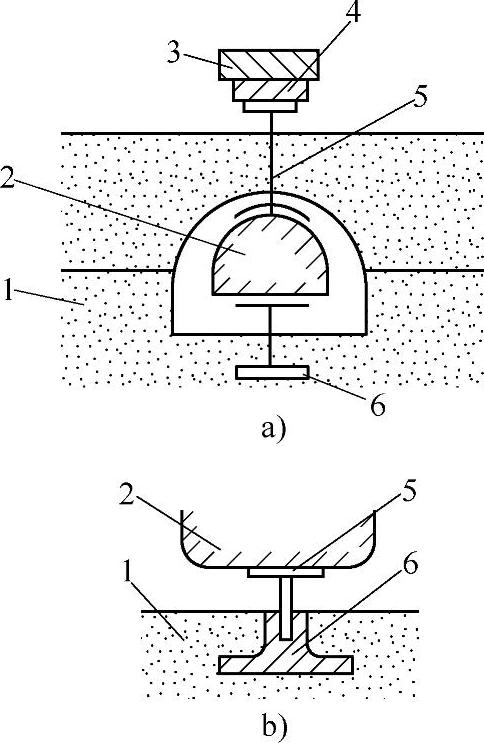
图5-77 单面芯撑的使用
a)芯撑一端顶在坚硬物上 b)芯撑一端插在垫块上
1—砂型 2—砂芯 3—压板 4—楔块 5—芯撑 6—垫块
4.合型的检查
(1)合型前的检查事项
1)检查型腔、芯座、砂芯芯头的几何形状和尺寸是否符合工艺要求,损坏的地方要进行修补,修补后还需进行检查并烘干。
2)检查型腔内和砂芯表面的浮砂和脏物是否清除干净。
3)检查各出气孔是否畅通。
4)检查浇注系统各部分是否畅通、干净。
(2)合型及合型检查
1)对于干型,为防止跑火,可沿分型面一周压上泥条或石棉绳,但不得堵塞出气孔。
2)用起重机合型时,要将上砂型吊平并使其垂直下落,按原有的定位方式准确合型。
3)检查直浇道与下砂型的横浇道是否对准。
4)检查分型面的密封情况,防止跑火。
5)放好浇口盆并盖好,以防杂物落入。所有通气孔要做出标记,以便浇注时点火引气。
5.铸型的紧固
金属液浇入型腔后,会产生较大的抬型力,因此,砂型合型后必须进行紧固才能浇注。紧固的方法应根据砂型的大小、砂箱结构和造型方法来确定。
(1)小型砂型的紧固 由于小型铸件浇注时的抬型力不大,因此可用压铁紧固。用压铁紧固砂型时应注意以下几点:
1)压铁重量应大于抬型力。
2)安放压铁时要小心轻放,且要压放在箱带或箱边上,位置要对称均衡。
3)安放压铁时不能堵住出气孔,也不能妨碍浇注操作。
(2)中型砂型的紧固 中型砂型的抬型力较大,因此需用卡子或螺栓紧固。紧固时应注意以下几点:
1)紧固前要在箱角处垫上铁块,以免紧固时将砂型压崩。
2)紧固螺栓时最好在对称方向同时进行,以免上型倾斜,紧固时用力要均匀。
(3)大型砂型的紧固 大型铸件的抬型力大,因此常用大型螺杆与压梁来紧固。大型铸件的浇注高度较大,为了安全,可在地坑中浇注。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






