砂型及砂芯经过烘干,可以增强其强度和透气性,减少浇注过程中的发气量,保证铸件的质量。由于造型、制芯所用的材料不同以及尺寸大小各异,其烘干工艺也有所不同。通常粘土砂型及砂芯都在烘干炉内烘干,地坑内制作的粘土砂型用移动式烘炉烘干,用水玻璃砂制造的砂型(芯)大部分用二氧化碳气体硬化,也有用加热罩式烘炉及远红外线炉烘干的。下面以房间式烘干炉为例,简要介绍砂型及砂芯的烘干过程。
(1)预热升温阶段 这一阶段是使砂型及砂芯内外层温度均匀的过程。具体操作是:烘炉点火后,将烟道闸门关闭,使水蒸气不外逸,尽量减少砂型及砂芯表面水分蒸发,保持原有湿度,增加导热性,使热量从外表传入内层,从而使内外温度均等。这一阶段升温速度不能太快,否则内外温差过大,表层水分一边向外蒸发,一边向内层迁移,不仅降低了烘干速度,甚至有可能将砂型及砂芯表面烧坏。
(2)高温烘干阶段 这一阶段要加快炉温上升速度,使其达到工艺规程的最高温度并进行保温。具体操作是:打开烟道闸门,加强炉内循环,并保持一定时间,使炉内湿度不断降低,直到烘干完毕。这一阶段要保证砂型及砂芯水分基本被排除。
(3)炉内降温阶段 停止加热,半闭烟道闸门,使温度降至出炉温度。在降温过程中,砂型及砂芯本身散发的蓄热,使残余水分继续被排出和蒸发,进而使砂型和砂芯继续干燥。
以上仅就一般情况而言,实际烘干变化过程是很复杂的,与粘结剂种类、砂型及砂芯尺寸和复杂程度、空气湿度、砂粒大小以及烘干炉的工作情况等因素有关。一般来说,大砂芯应低温缓慢烘干;芯砂中含水分高的砂芯达到最高温度的时间比含水分低的砂芯要长;砂粒粗的砂芯所需的烘干时间比砂粒细的砂芯要短;若烘炉中空气相对湿度高,则砂芯强度会降低。
砂型及砂芯的干强度与烘干温度有关。当烘干温度较低时,砂型及砂芯的干强度随着温度的升高而增加;当烘干温度超过一定范围时,干强度反而下降,甚至变得松散(烧酥)。因此,要适当控制烘干温度,应根据型砂种类、性能特点和砂型及砂芯大小来确定合适的烘干温度和时间。干型(芯)砂的适宜烘干温度为300~400℃,含木屑的干型(芯)砂的适宜烘干温度为300~350℃。(www.daowen.com)
粘土砂型(芯)烘干规范见表5-6。表5-6中的烘干时间是升温、保温、冷却三个阶段时间的总和,其具体分配要根据烘干设备和砂型(芯)的要求而定。一般干燥深度,砂型为40~60mm,砂芯为60~90mm;串皮芯和小砂芯应全部干透,干燥层中残留水分的质量分数为0.2%~0.25%。烘干后的砂型(芯)放置在潮湿的空气中易反潮,因此应尽可能在短时间内合型、浇注,放置时间一般不超过24h。
表5-6 粘土砂型(芯)烘干规范
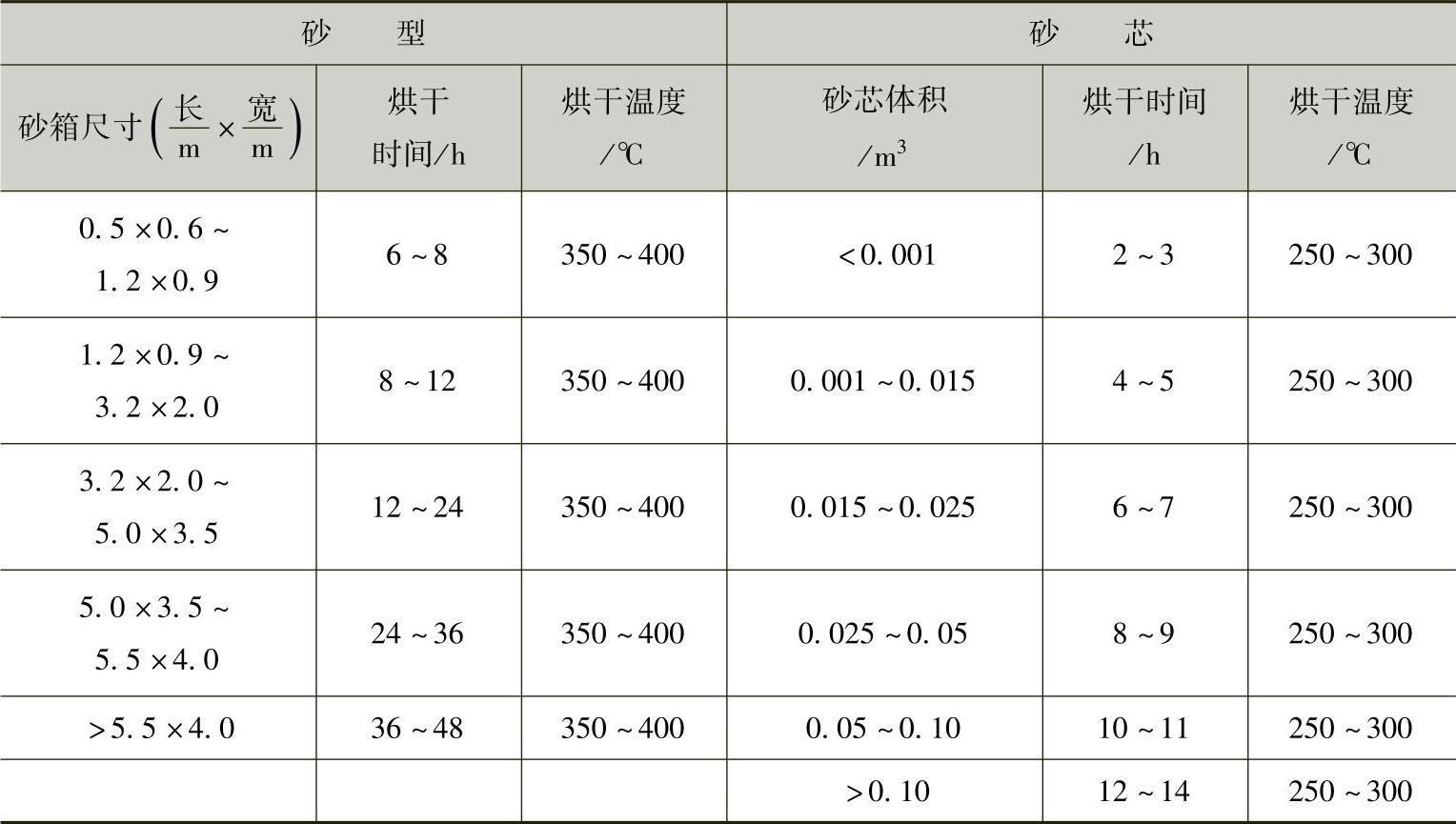
砂型烘干温度和烘干时间与许多因素有关。在烘干温度和操作条件一定时,砂型体积和截面积越大,加入的粘结剂和水分越多,型砂的粒度越细,烘干时间就越长。
烘干规范要根据生产实际的具体情况而定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





