砂芯在翻转、搬运过程中可能变形或损坏,在烘干过程中可能会产生变形、表面开裂现象,或者出现凸起的毛边等,因此,一般砂芯都需要经过修理以后才能使用。
砂芯的修理分为烘干前的修理和烘干后的修理两个阶段。
1.砂芯烘干前的修理
由于砂芯在烘干前处于潮湿状态,因此操作方便。烘干前的修理通常包括以下几个步骤:
1)对局部松软的地方要重新压实修整。
2)修出铸造圆角。
3)对于较大的面或尖角处要插铁钉,以增加强度。
4)砂芯修理完毕后,若需烘干,则要刷上1遍或2遍涂料。
2.砂芯的支撑
砂芯的支撑方式直接影响到砂芯的变形量,因此生产中常采取一些适当的措施,以减小砂芯烘干时的变形量,从而减少修理的工作量。下面简单介绍几种常见砂芯的支撑方法:
1)当砂芯具有一个较宽大的平面时,可用专门的烘芯板来支撑,如图5-54所示。
2)当砂芯不具有较大的支撑平面且湿强度又较低时,不宜单独移动,可采用图5-55所示的用砂托支撑砂芯法。但这种方法费时,又要消耗大量的型砂,因此只适宜小批量生产。
3)对于大批量生产且不具有较大支撑平面的砂芯,常采用金属制成的成形烘干器支撑砂芯,如图5-56所示。
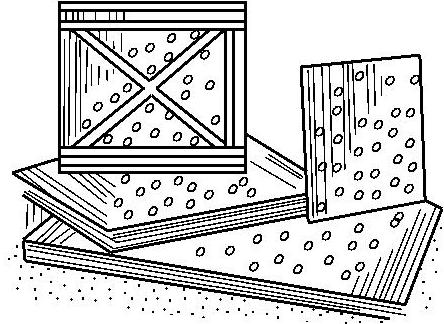
图5-54 烘芯板
3.烘干后的修理
不论采取怎样的措施,砂芯烘干后都要进行必要的修整才能使用。
砂芯烘干后的修整包括以下几个方面:
(1)机械加工 在将砂芯烘干后,对表面开裂或凸起的毛边,需要用刮刀或锉刀消除。如果砂芯表面有较大面积的损坏,则要先在损坏处刷一些白泥水,再用湿芯砂修补,最后用喷灯或煤气灯进行烘干。
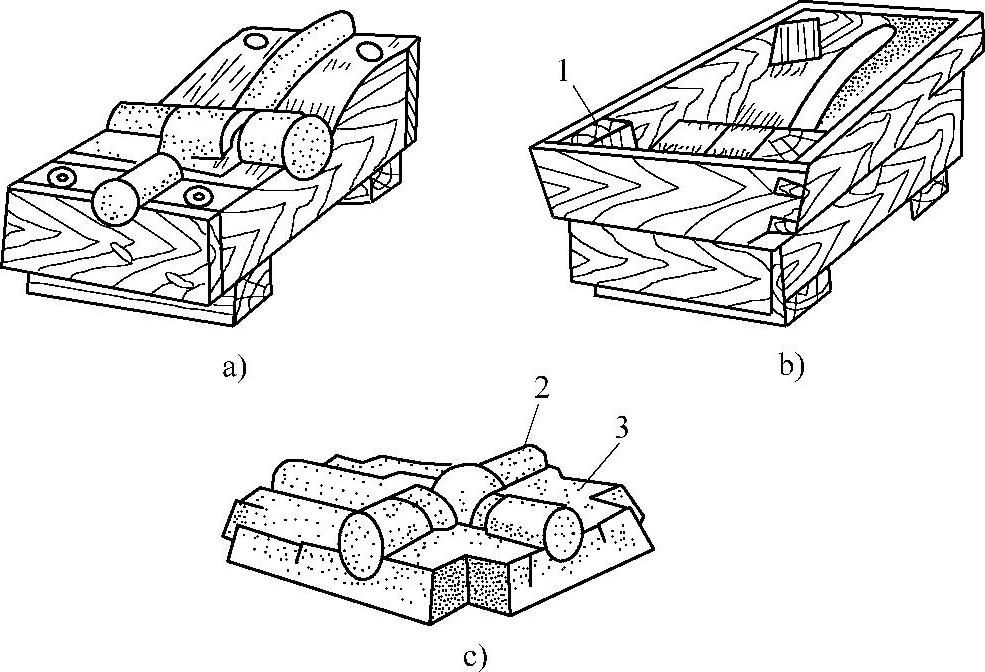
图5-55 用砂托支撑砂芯
a)制好的砂芯 b)放木框填砂 c)砂芯翻转在砂托上
1—木框 2—砂芯 3—砂托
对于组合而成的砂芯,要先对其组合面进行磨平、修整,再进行粘合。对于少量生产的砂芯,可用刮刀进行修理。图5-57所示为用刮刀刮平砂芯。当大批量生产时,可在专门的磨床上对砂芯进行修理。图5-58所示为用砂轮磨平砂芯。对需要修平的表面,要预先留出1~2mm的机械加工余量,以保证砂芯的尺寸。
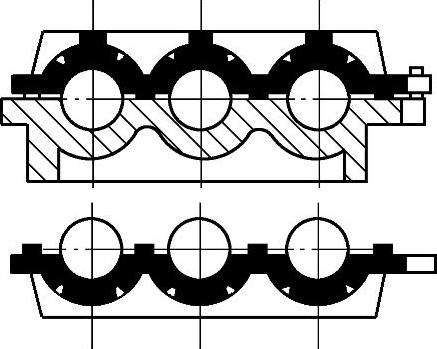
图5-56 成形烘干器支撑砂芯
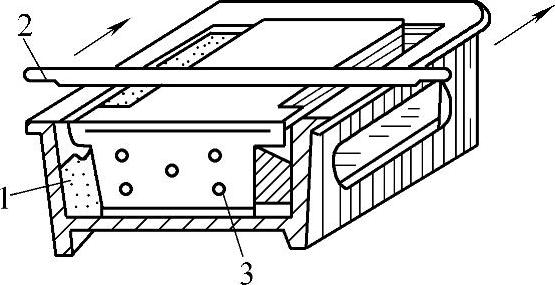
图5-57 用刮刀刮平砂芯(www.daowen.com)
1—夹具 2—刮刀 3—砂芯
(2)上涂料 可采用浸、刷和喷涂等方法给砂芯上涂料。采用喷涂方法上涂料生产效率较高,但污染环境,因此涂料的喷涂应在装有吸风罩的工作台上进行。对于没有喷涂装置的车间,常采用手工刷涂料,但效率较低。
在将砂芯烘干后,按下述情况确定是否给砂芯上涂料:
1)当砂芯表面完好无损,又比较光滑时,不用刷涂料。
2)砂芯表面不光滑或者有细小的裂纹,刷一层涂料即可。
3)若砂芯裂纹较大,则要用涂膏修补裂纹后再刷涂料。
刷完涂料后需进行再烘干。
(3)砂芯的连接 对于形状复杂或尺寸较大的砂芯,常将其分成几部分,待制作完毕或烘干后再将其连接起来。砂芯的连接方式有以下几种:
1)用粘结剂连接。在分芯面上涂刷一层粘结剂,将砂芯粘在一起。粘结剂可用毛刷敷在分芯面上。这种方法适用于尺寸较小的砂芯。
2)用螺栓联接。对于尺寸较大的砂芯,可用螺栓进行联接。螺栓应直接安装于芯骨上,用扳手拧紧后再用芯砂补平,同时应在分芯面上涂刷粘结剂,如图5-59所示。
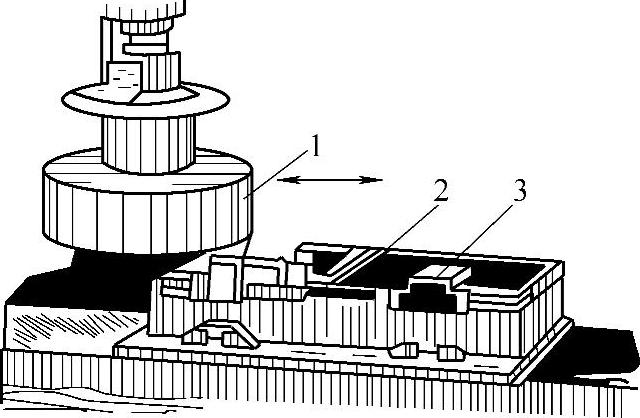
图5-58 用砂轮磨平砂芯
1—砂轮 2—夹具 3—砂芯
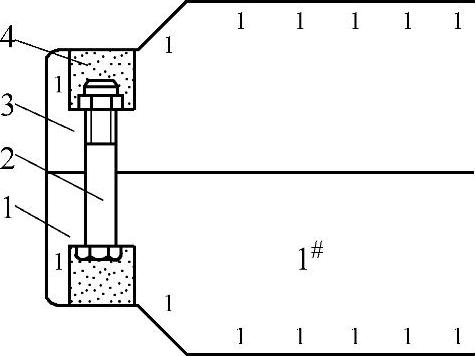
图5-59 用螺栓联接砂芯
1—下半砂芯 2—螺栓 3—上半砂芯 4—补砂
3)可以通过焊接的方法将砂芯芯骨连接起来。
(4)砂芯的检验 芯盒的变形与磨损、烘芯板的扭曲变形、搬运时受到的振动、烘干过程中的胀缩等因素,都将影响砂芯的尺寸,因此在使用砂芯前必须地其进行尺寸检验。
对于单件生产的砂芯可用通用的量具检查其尺寸,当生产批量较大时,应用专用的卡规和样板进行检查。
用卡规检验砂芯尺寸的方法如图5-60所示。对于形状复杂的砂芯,通常用样板来检验砂芯,如图5-61所示。检验时,将砂芯放在平台上,再将样板放到被检验部位的上面,观察样板和砂芯之间是否存在间隙,以判断砂芯的尺寸和形状是否合格。
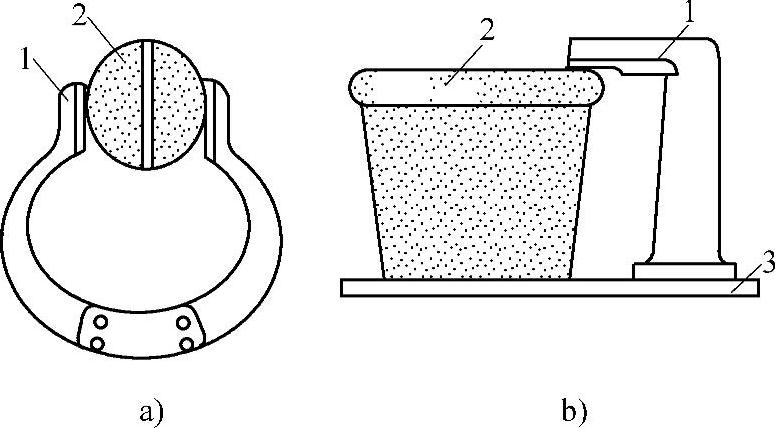
图5-60 用卡规检验砂芯尺寸的方法
a)检验砂芯直径 b)检验砂芯高度
1—卡规 2—砂芯 3—平台
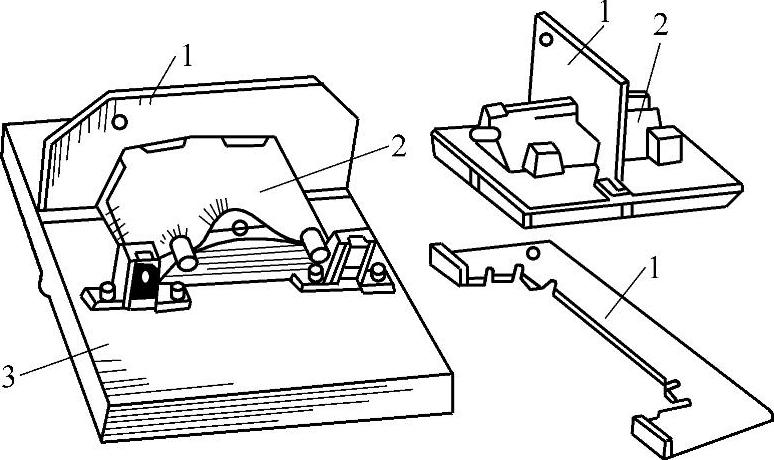
图5-61 用样板检验砂芯
1—样板 2—砂芯 3—平台
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





