铸件在浇注过程中,所产生的气体应能迅速、顺利地由通气道排到砂型外,否则将使铸件产生气孔,严重时会导致铸件报废。
砂芯的排气可根据其复杂程度、截面大小等不同而采取不同的方法。
1.简单小砂芯的排气
对于简单的小砂芯,常用通气针从芯头处扎通气孔进行排气。通气针要从砂芯的中心部位扎入,且应贯通整个砂芯,并应避开芯骨。为了避免扎通气孔时把砂芯扎坏,可在制芯时预先把一根钢条埋入砂芯中,制好后再将其抽出,如图5-49所示。
2.分半制作砂芯的排气
对于分半制作的砂芯,可在其拼合面上开挖通气槽,粘合后,通气槽就合二为一,形成气道。
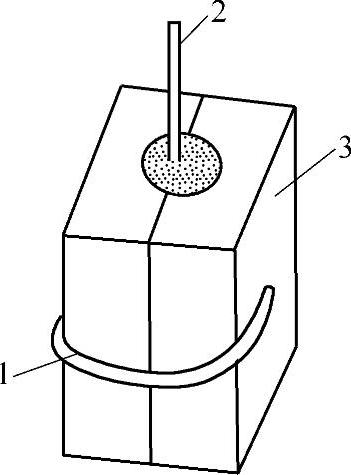
图5-49 小砂芯的排气
1—卡具 2—钢条 3—芯盒
开挖通气道时应注意以下几点:
1)在两半面上分别开挖的通气槽的形状、大小、位置要一致。
2)所放芯骨不应妨碍开挖通气槽。
3)各个方向的通气槽要开挖到非工作面(芯头)上。
当生产数量较多时,常用刮板刮出通气槽(见图5-50),或者用通气板压出通气槽,如图5-51所示。
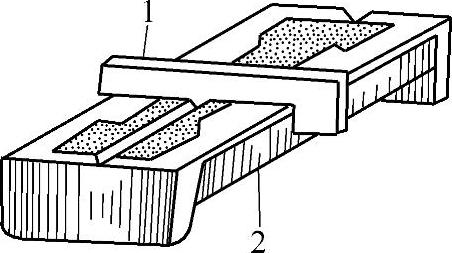
5-50 用刮板刮出通气槽
1—刮板 2—芯盒
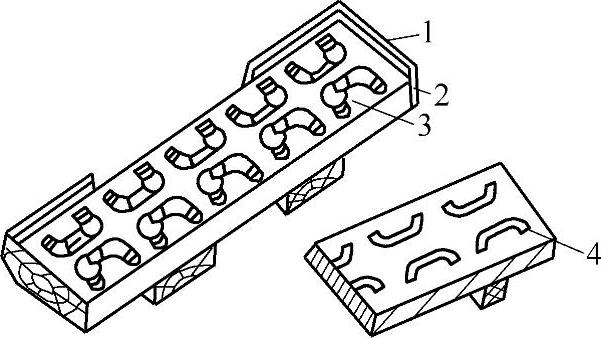
图5-51 用通气板压出通气槽(www.daowen.com)
1—导板 2—芯盒 3—砂芯 4—通气板
通气板是根据砂芯分芯面的形状、大小设计的,上面有凸起的肋板。在将半个砂芯舂好后,对其进行刮平修整,再把通气板压上,凸肋便在分芯面上压出通气槽。为了保证两半砂芯拼合面的通气槽吻合,常在通气板和芯盒上安放定位装置。
3.长圆柱体砂芯的排气
长圆柱体砂芯常用带有小孔的铁管作芯骨,因此芯骨就是一个很好的通气道,如图5-52所示。
管壁外绕上草绳,浇注后草绳被烧为灰烬,因此气体就可以顺利地从小孔进入管道排到砂型外,同时砂芯还具有良好的韧性。
4.厚大截面砂芯的排气
厚大截面的砂芯,常用的通气材料(如焦炭、炉渣、砖块等)能够增强砂芯的排气能力,如图5-53所示。
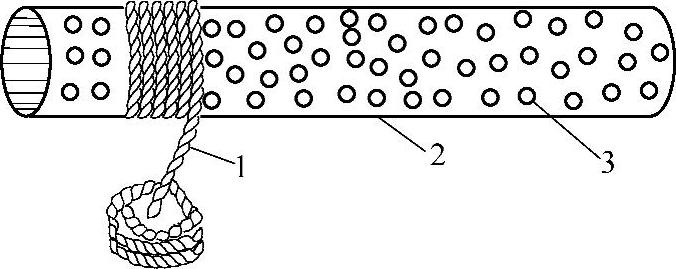
图5-52 长圆柱体砂芯的排气
1—草绳 2—铁管 3—小孔
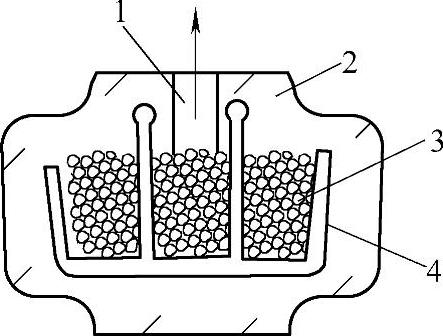
图5-53 用通气材料加强通气
1—通气道 2—砂芯 3—通气材料 4—芯骨
此外,砂芯中放入通气材料还可减少砂芯的重量,节约芯砂的消耗。
在砂芯中开设通气孔时,应注意以下几点:
1)通气孔的尺寸要足够大,数量要足够多,以保证浇注时产生的气体能及时、顺利地排出去。
2)开设的通气孔要互相连贯,切不可中断或者堵塞。
3)通气孔应从芯头处引出,但不允许通到砂芯的工作面,以防金属液钻入而堵塞气孔。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






