放入砂芯中用以加强和支持砂芯并有一定形状的金属构架称为芯骨。
1.芯骨的作用
(1)增加砂芯的刚度和强度 砂芯在翻转、吊运过程中要承受外力的作用,浇注时又要承受金属液的浮力作用,因此,要求砂芯具有足够的强度和刚度。除某些强度高的特殊粘结剂砂芯外,一般制作砂芯时都要利用芯骨来增强其强度和刚度。
(2)便于吊运 砂芯的移动和吊运是靠安置在芯骨上的吊环来实现的。芯骨上的吊环如图5-37所示。吊环一般用圆钢绕制而成,在浇注芯骨时,连同吊环一起浇注在芯骨中。吊环的尺寸根据砂芯的大小进行设置,必须保证安全可靠。
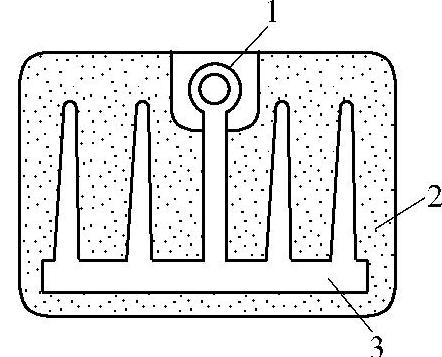
图5-37 芯骨上的吊环
1—吊环 2—砂芯 3—芯骨
(3)固定砂芯 对于某些悬吊砂芯,或者在金属液的冲击和浮力作用下会移动的砂芯,以及合型时不便于用芯撑固定的砂芯,常用钢丝或螺杆拉住芯骨,并将其固定在砂箱箱带或其他物体上。
装配铸型时,尤其是多个砂芯组装起来的铸型,砂芯的固定是一项重要而又要求十分细致的工作,否则就会引起砂芯漂浮、塌毁、错动,以至造成铸件报废。
(4)排出气体 大、中型圆柱形砂芯,常用铁管作芯骨,管壁上钻有许多小孔,浇注时,砂芯中产生的各种气体便从小孔进入管中,再由两端排出型外。还可用钢管作芯骨,但钢管的刚度没有铁管好,变形量大。
2.对芯骨的要求
(1)具备足够的强度和刚度 芯骨是砂芯的骨架。若芯骨强度不够,则砂芯在吊运过程中会因芯骨折断而毁坏;若芯骨刚度不够,则砂芯的变形量就会增大,必然要影响铸件的尺寸精度。
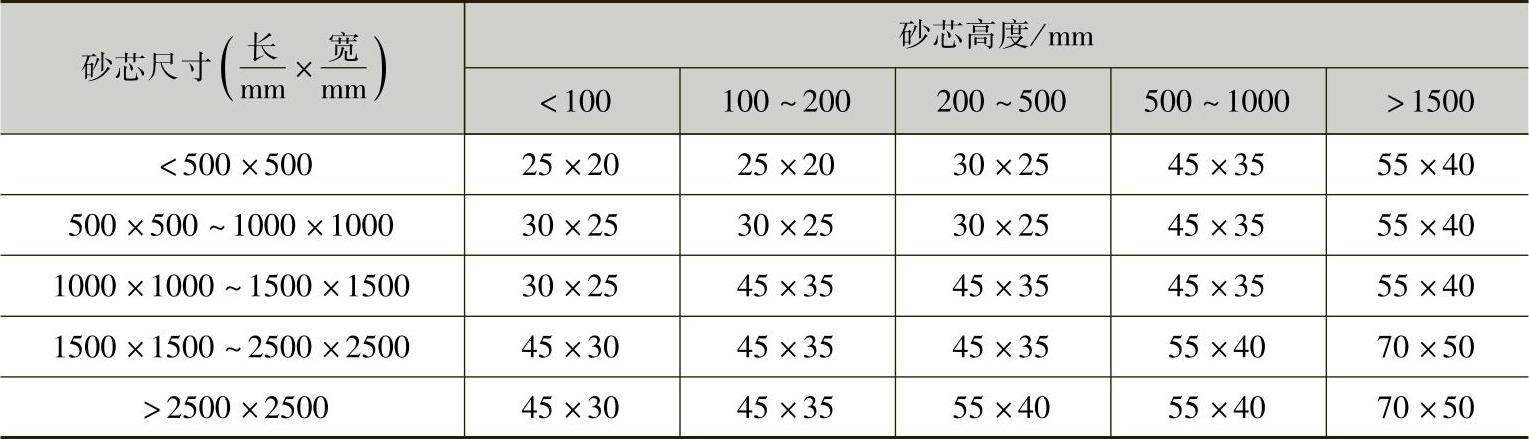
(2)尽量不妨碍铸件收缩 要求芯骨不伸到铸件内壁而阻碍其自由收缩,即要求芯骨有一定的吃砂量。芯骨的吃砂量见表5-1。
表5-1 芯骨的吃砂量 (单位:mm)

(3)芯骨的吊运装置 设置芯骨吊环时,先要大概估计一下砂芯的重心位置,然后再确定设置吊环的数量和位置,以确保砂芯起吊后能基本保持平衡。
(4)易于从铸件内取出 要使芯骨易于从铸件中取出,芯骨框架的截面尺寸就要根据砂芯的大小来确定,否则,不能将芯骨从铸件中轻易地取出来。
芯骨框架的截面尺寸见表5-2。
(5)不妨碍开挖通气槽 在保证芯骨有足够的强度和刚度的前提下,应使其结构尽可能简单一些,以利于砂芯开挖通气槽。在实际生产中,有时可在芯骨上缠绕一些草绳,以便把砂芯内部的气体引向通气槽(烘芯时,草绳烧掉后便留下通气道),这样有利于砂芯的排气。
(6)经济实用 芯骨要结构简单、制造方便、成本低廉。由于铸铁芯骨脆性好,易于击断取出,成本又较低,故应用广泛。
表5-2 铸铁芯骨框架的截面尺寸
3.芯骨的分类
芯骨按所用材料和制造工艺的不同,可分为以下几类:
(1)钢丝芯骨 对于那些断面细薄、形状复杂的小砂芯,常用铁丝作芯骨。钢丝质软、韧性较好,可以随手弯制成各种复杂形状,铸件凝固时又不会阻碍收缩,而且清理时也便于取出来。钢丝芯骨的直径应根据砂芯大小来确定,见表5-3。
表5-3 钢丝和圆钢芯骨的直径
 (https://www.daowen.com)
(https://www.daowen.com)
(2)圆钢芯骨 此种芯骨比较坚硬,可以重复使用,但首次使用时变形量大,容易将砂芯撑裂,因此最好退火后再用。圆钢芯骨清理时不易敲断,适用于芯头较大的简单砂芯。圆钢直径的大小可参照表5-3选用。
(3)管子芯骨 对于较长、较大的圆柱体砂芯,可采用铁管或钢管作芯骨。管径一般为砂芯最小直径的1/3~2/3。为了便于砂芯排气,常在管壁上钻出许多小孔,孔径一般为5~7mm,孔与孔之间的距离为25~30mm。管子芯骨如图5-38所示。
为了便于排气以及芯砂与芯骨的结合,常在管子外绕上草绳,浇注后草绳烧成灰烬,清理时管子便可轻易地从铸件中取出来,这样管子可重复使用。
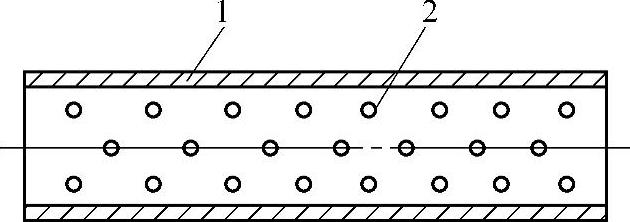
图5-38 管子芯骨
1—铁管 2—小孔
(4)铸铁芯骨 由于铸铁芯骨刚度和强度较高,清理时又易于击断取出,因此应用非常广泛,特别适用于尺寸较大、形状复杂的砂芯。
铸铁芯骨由框架和齿两部分组成,一般在软砂床上制造。根据砂芯的轮廓尺寸和重量来确定框架的大小和截面尺寸,制造时用模样或芯盒在砂床上敲出框架形状;根据砂芯的高度尺寸确定齿的长短,用锥形齿棒插出齿。根据砂芯的形状,对于某些需要弯曲成形的齿,可在这些地方插入铁丝或圆钢,浇注后铁丝、圆钢便铸合在芯骨上,用时再弯制成所需的形状。图5-39为铸铁芯骨制造过程示意图。
在芯骨结构许可的情况下,可将芯骨做成可拆卸式的,如图5-40所示。清砂时,敲击芯骨的适当部位,便可分段取出芯骨,取出的芯骨可重复使用。
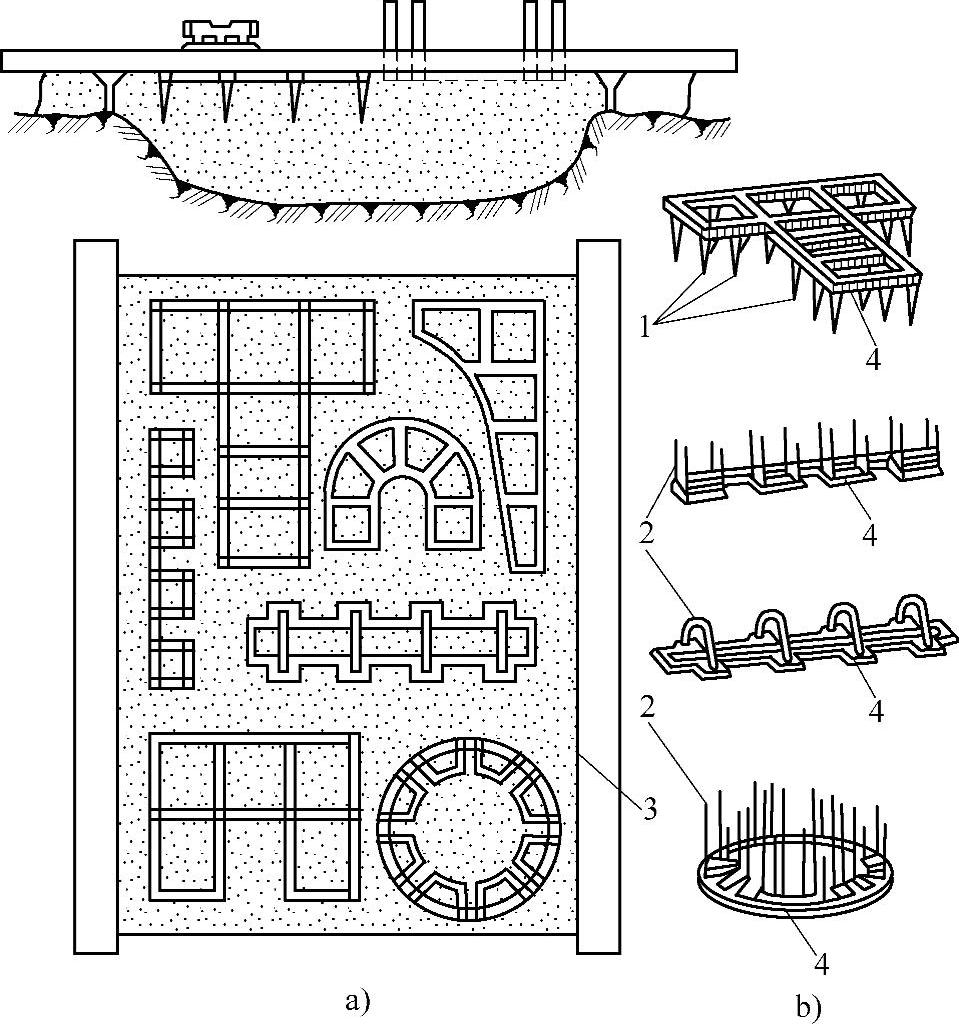
图5-39 铸铁芯骨的制造过程
a)砂型 b)芯骨
1—齿 2—钢丝 3—软砂床 4—框架
图5-40 可拆卸芯骨
a)可拆卸式 b)装配好的芯骨
对于较小的砂芯,其框架大小一般是根据芯盒舂砂面的轮廓尺寸,并在周围留一定的吃砂量来确定的。依据这个尺寸,用钢丝绕成一个方框,在软砂床上轻轻压出痕迹,再用模样敲击框架。芯骨截面尺寸一般根据经验确定,齿的长短也不一定要很准确,如果齿太长,则可在使用时再敲断。
对于大、中型砂芯的铸铁芯骨,必须根据砂芯的尺寸、重量和制造工艺进行设计,主要确定下列尺寸:
1)吃砂量:芯骨的吃砂量可参照表5-1选取。
2)截面尺寸:芯骨框架的截面尺寸可参照表5-2选取。
3)插齿直径:插齿直径主要与砂芯的高度有关,具体可参照表5-4选用。
表5-4 芯骨插齿的直径 (单位:mm)

4)吊环直径:芯骨铸入的吊环,由钢丝或圆钢弯成。吊环直径主要是通过砂芯的轮廓尺寸和重量,并考虑一定的安全系数来确定的。表5-5中的吊环尺寸是按每个砂芯采用4个吊环来计算负载所得出的数值。如果吊环的个数减少,则吊环的直径要相应地增大。
表5-5 芯骨的吊环直径 (单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





