地坑造型是指在地平面以下的砂坑中或特制的地坑中制造下砂型的造型方法。当生产一些大型铸件,数量小且没有现成的砂箱时,常采用地坑造型的方法。这样既可节约一套砂箱的费用,又可缩短生产周期,降低铸件成本。下面简单介绍地坑造型的方法。
1.软砂床的制备
1)根据铸件的大小和数量,在砂地上挖出一个每边比造型所需长度长150~200mm,比模样高度深100~150mm的坑,在坑的四角各堆上一堆砂,在砂堆上沿坑的长度方向放两条平直的挡板,在挡板上再放上一个平直的刮板,如图5-34a所示。
2)用水平仪先校正其中的一块挡板,然后把水平仪放到刮板上,通过刮板再校正另一块挡板,使两块挡板的上平面处于同一水平面上,如图5-34a所示。
3)在挡板的两侧铲入少量型砂并舂实,以便固定挡板。舂砂时要小心,避免挡板移动。在将挡板固定好后,可向坑中铲入处理过的松散型砂,把地坑装满并装高一些,必要时,可将下面的型砂稍加舂实。
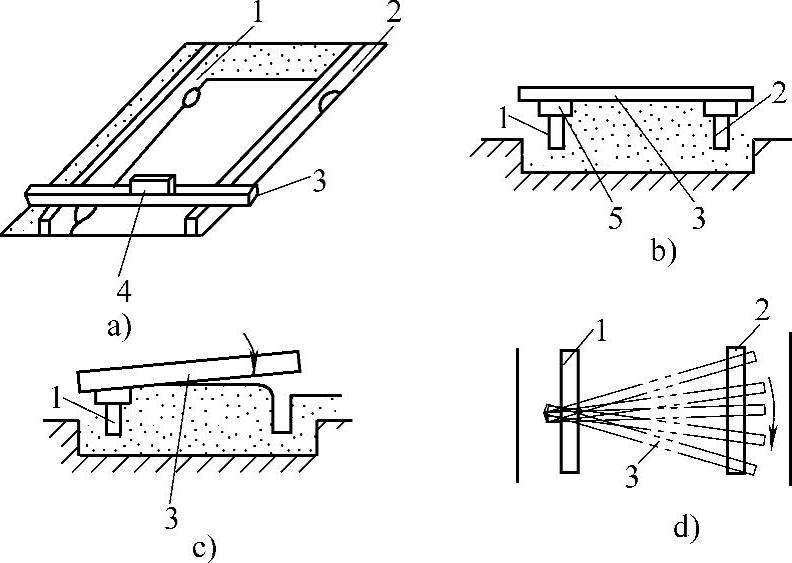
图5-34 软砂床的制备
a)校平挡板 b)刮平型砂 c)压实型砂 d)压实方法
1、2—挡板 3—刮板 4—水平仪 5—垫板
4)在两块挡板上各放上一块厚度约为10mm的垫板,沿着垫板用刮板刮去高出垫板的型砂,如图5-34b所示。
5)去掉垫板,压下高出挡板的型砂,如图5-34c所示。一人将刮板的一端按在挡板上,另一人将另一端由上向下压,将高出挡板的型砂压下,并依次压成图5-34d所示的扇形面。接着,另一个人用同样的方法压出另一个扇形面,轮流交叉进行,直到高出挡板的型砂全部被压入为止。最后,用刮板沿着挡板将型砂刮平。
对于长期固定使用的软砂床,为了省去每次繁琐的校正工作,可用金属(如钢轨或槽钢等)制作挡板,待校正后,将其焊好并固定在地坑内。
软砂床中的型砂是松散的,硬度低,可将模样直接敲入砂床内造型,简单方便,省工省力,是地坑造型一个很重要的优点。但软砂床因硬度很低,不能承受较大的金属液压力,同时砂型下面的气体也很难从地坑中排出,所以只能用来浇注矮小的铸件,如芯骨、吊砂骨架等。地坑造型浇出的铸件表面粗糙,易产生粘砂、胀砂、气孔等缺陷。这不但对芯骨没有影响,而且正是它所要求的。因此,软砂床大都用来铸造芯骨等对表面要求不高的铸件。
2.造型方法
地坑造型根据造型中是否使用盖箱,可分为无盖地坑造型和有盖地坑造型。有盖地坑造型大都要在硬砂床上进行,既不能像软砂床那样用压入模样的方法获得型腔,也不能像砂箱造型那样,把型砂覆盖在模样上进行舂制,而是要采取另外的比较复杂的方法,对操作者的技术要求也较高,在此只介绍无盖地坑造型方法。
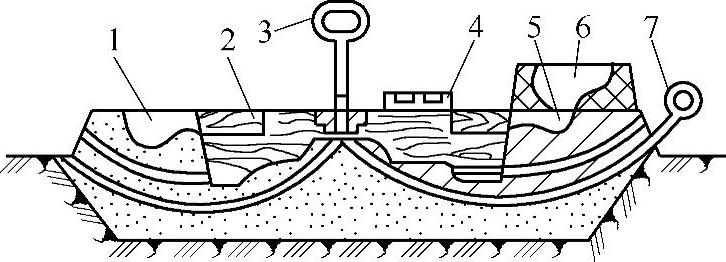
(1)无盖地坑造型的操作方法 无盖地坑造型常在软砂床上进行,适用于铸件顶面平直及不太重要的铸件。图5-35所示为无盖地坑造型。
 (www.daowen.com)
(www.daowen.com)
图5-35 无盖地坑造型
1—金属液溢出口 2—模样 3—起模针 4—水平仪 5—浇道 6—浇口盆 7—通气针
1)将模样放在制备好的砂床上,用锤子轻轻敲击,使模样压入砂床内(为了避免敲坏模样,可在模样上垫上一块木板后再敲击)。待模样顶面降至与砂床相平时,用水平仪校正。必要时将模样四周的型砂补充填实,再校正一下模样的水平度。用刮板刮去高出模样顶面的型砂,并用镘刀修光。
2)用弯曲的通气针扎出通气孔。
3)在砂型上开设浇道,并放上浇口盆。
4)为了避免金属液溢出或浇不到,造成金属液的浪费或使铸件报废,可在金属液流到的地方做一个溢出口。它可比砂型顶面低2~3mm。浇注时,见到金属液进入溢出口便可停止浇注。
在砂床上造型时,为了减小造型面积,在保证砂型不被冲垮的情况下,各砂型间的间隔应尽可能小一些,用两模样交叉进行造型。如果有砂芯,则可用压铁或钉子固定,如图5-36所示。
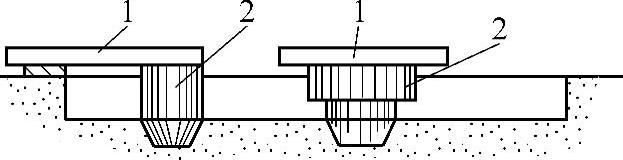
图5-36 用压铁固定砂芯
1—压铁 2—砂芯
浇注时,金属液辐射的光和热会影响浇注工作的进行,因此,可待铸件凝固后,立即铲上干砂将其覆盖,或用遮蔽物将其挡住。
(2)无盖地坑造型的特点
1)不用砂箱,免去了制造上砂型和开设浇注系统的工序。
2)夹杂物容易进入型腔。
3)铸件表面质量差,气孔和氧化也较严重。
因此,无盖地坑造型只适宜浇注芯骨、砂箱、炉栅等对质量要求不高的铸件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






