造型方法种类繁多,相同的铸件可以采用不同的造型方法生产。那么究竟怎样选择造型方法呢?这要由铸件结构、生产数量、技术要求等因素决定。当然,必须保证铸件质量及获得良好的经济效益。一般来说,优先选用湿砂型,当湿砂型不能满足要求时再考虑使用表干砂型、干砂型或其他砂型;造型方法应与生产批量相适应,还要适应工厂的生产条件及生产习惯,要兼顾铸件的生产成本及精度要求。下面举例说明造型方法的选择。
1.槽轮铸件造型方法的选择
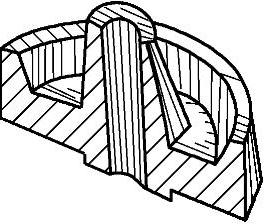
图5-10所示为槽轮铸件,其结构特点是两端大、中间小,具有两个最大截面。因此,其可供选择的造型方法有以下几种:
(1)多箱造型 图5-11是槽轮铸件采用三箱造型的示意图。当生产数量小时,采用此方法可省去一副芯盒。
(2)两箱造型 用砂芯来形成槽轮的外轮廓,就可以采用两箱造型,如图5-12所示。采用这种造型方法造型时,模样只有一个分型面,铸件精度容易保证,造型简便,可提高效率,因此当生产数量较大时,应采用砂芯造型方法。
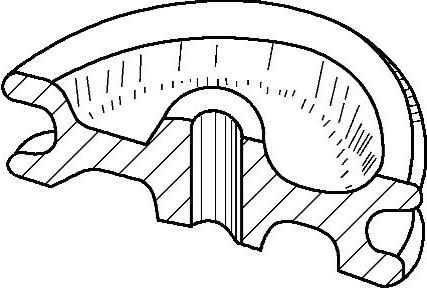
图5-10 槽轮铸件
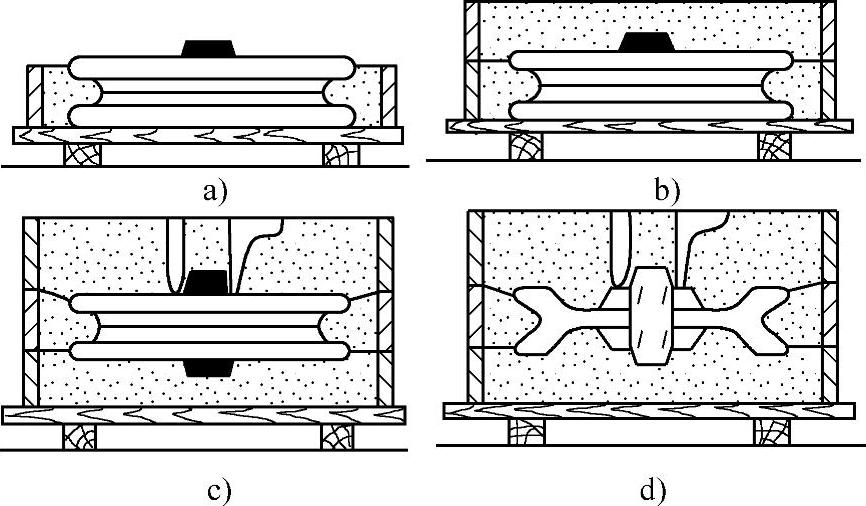
图5-11 槽轮铸件用三箱造型
a)舂制中型 b)舂制下型 c)舂制上型 d)合型后的砂型
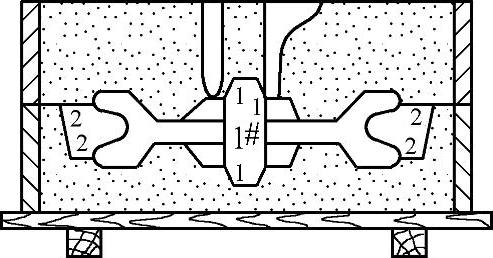
5-12 槽轮铸件用砂芯造型
槽轮铸件除选择上述造型方法外,还可以采用活砂造型、消失模造型等方法,这将在以后的章节中介绍。
2.带轮铸件造型方法的选择
图5-13所示为带轮铸件,其外圈是一个光滑的圆柱面。根据其特点可选择下面几种造型方法。
(1)分模造型 模样沿最大截面处分开,最大截面以下部分处在下型,以上部分处在上型。当生产数量大时,可采用此方法,便于操作。
 (www.daowen.com)
(www.daowen.com)
图5-13 带轮铸件
(2)挖砂造型 模样不用分开,采用整体模进行挖砂造型,如图5-14所示。用这种方法造型,模样不易变形,强度和刚度较大,特别是当底平面高度较小、生产数量较小时,可采用此方法。
除此之外,带轮铸件还可以采用假箱造型、消失模造型等方法。
3.圆筒铸件造型方法的选择
图5-15所示为圆筒铸件,是由一个大圆柱和一个小圆柱相贯构成的。其可供选择的造型方法有以下几种:
(1)活块造型 图5-16所示为模样沿小圆柱处拆活,采用活块造型。当生产数量小并采用手工造型时用此方法,可省去一副芯盒。
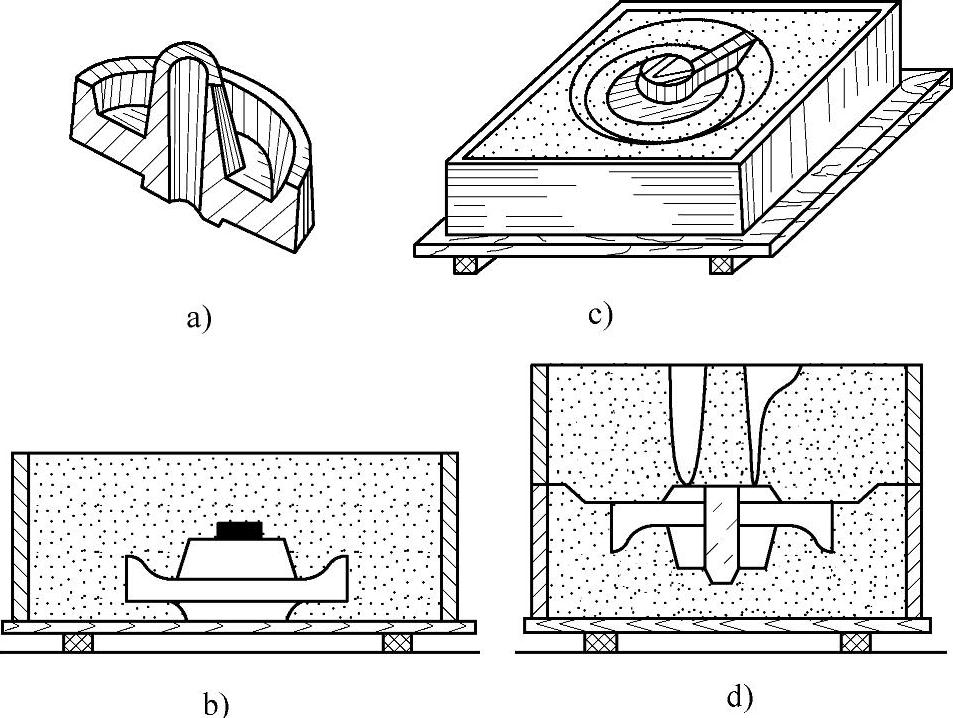
图5-14 带轮铸件用挖砂造型
a)铸件 b)舂实后的下型 c)挖砂后的下型 d)合型后的上、下型
(2)砂芯造型 用砂芯形成小圆柱的型线,利于起模,模样不用拆活,如图5-17所示。用这种方法造型,铸件精度易保证,造型操作方便,适用于大批量机器造型。
此外,圆筒铸件还可用分模造型、消失模造型等。
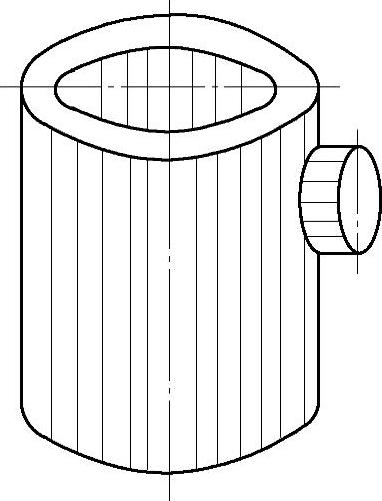
图5-15 圆筒铸件
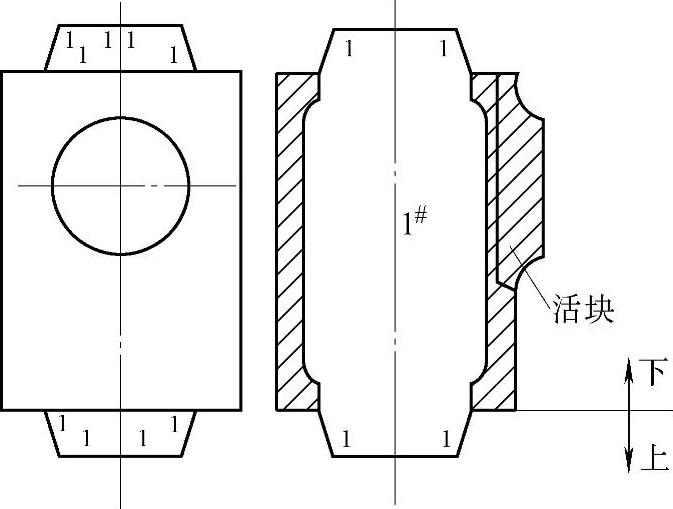
图5-16 圆筒铸件用活块造型
以上简要介绍了造型方法的选择原则。有时一个铸件可以用几种造型方法获得,在实际生产中,究竟选择哪一种方案,需要进行多种方案的分析比较,综合评价,也需要对生产的深入了解,有一定的实际经验才能作出正确的判断,选出最优方案。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






