随着生产发展的需要,粘土砂造型(芯)机的种类越来越多,性能也日趋完善。下面着重介绍Z145A型震压造型机的结构、性能和使用方法。
Z145A型震压造型机主要用于小型铸件生产,其最大砂箱内腔面积为500mm×400mm,最小砂箱内腔面积为355mm×280mm是铸造机械厂的定型产品,多用于一些小型机械化的铸造车间。
1.Z145A型震压造型机的结构
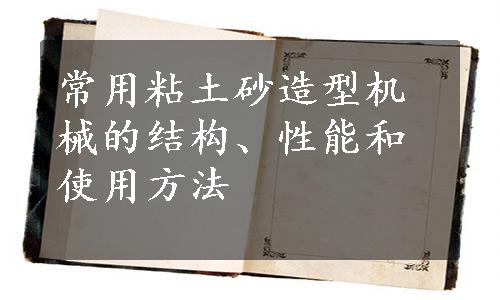
整台机器可以分成震压气缸、压板和起模机构三大部分,如图4-8所示。其机架为悬臂单立柱结构。
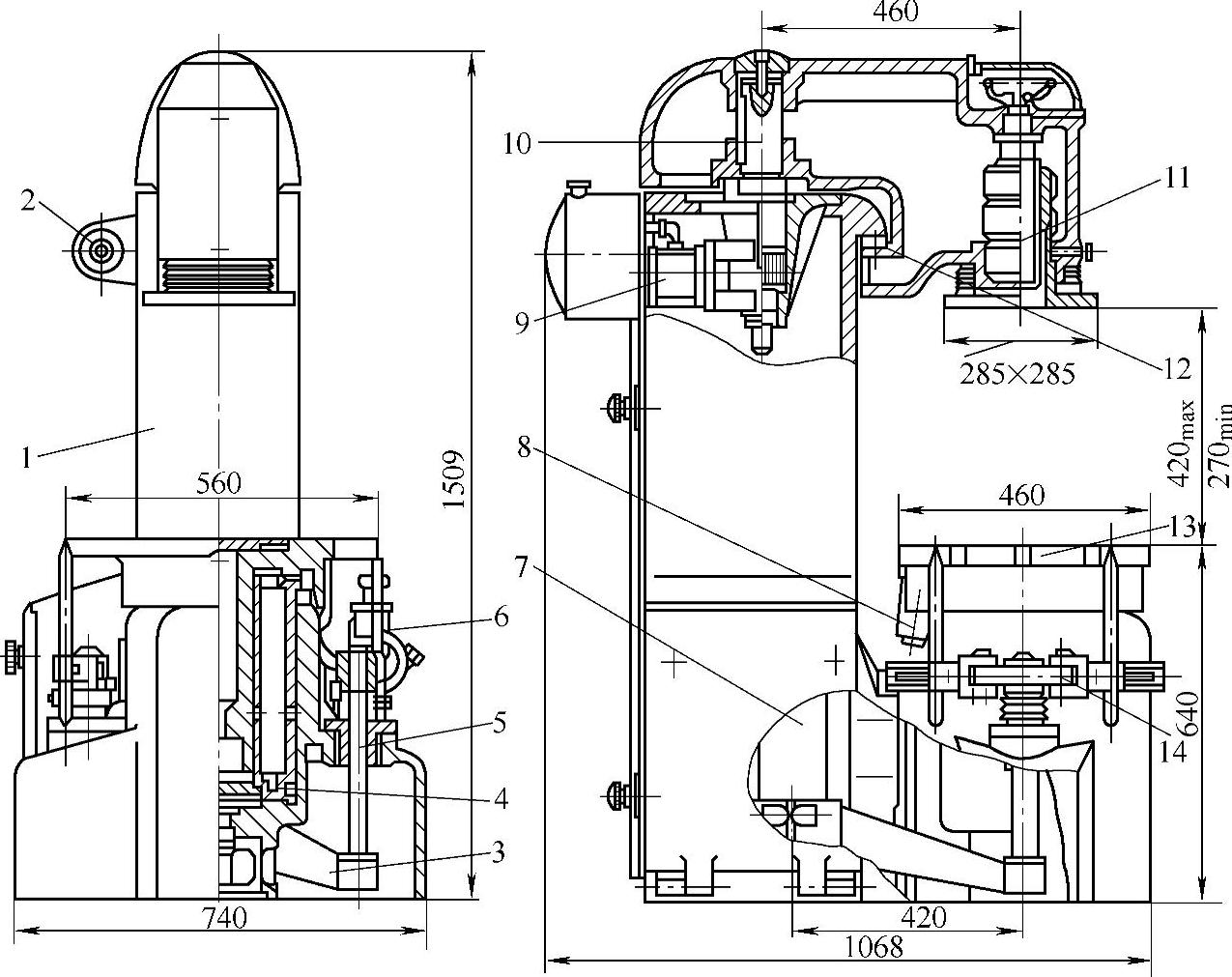
图4-8 Z145A型震压造型机的结构
1—机身 2—按压阀 3—起模同步架 4—震压气缸 5—起模导向杆 6—起模顶杆 7—起模液压缸 8—震动器 9—转臂动力缸 10—转臂中心轴 11—压板机构 12—垫块 13—工作台 14—起模架
(1)震压气缸 如图4-9所示,压缩空气由震压活塞中心的ϕ6mm孔进入气缸,使活塞上升,在活塞上升一段距离后,气缸壁上的排气孔打开,由于排气孔比进气孔大得多,因此随着压缩空气的迅速排出,缸内气压降低,活塞靠惯性上升一段距离,然后下落直到发生撞击,如此不断循环。这种震压气缸的特点是结构比较简单,但空气浪费较多,只适用于小型的震压造型机。
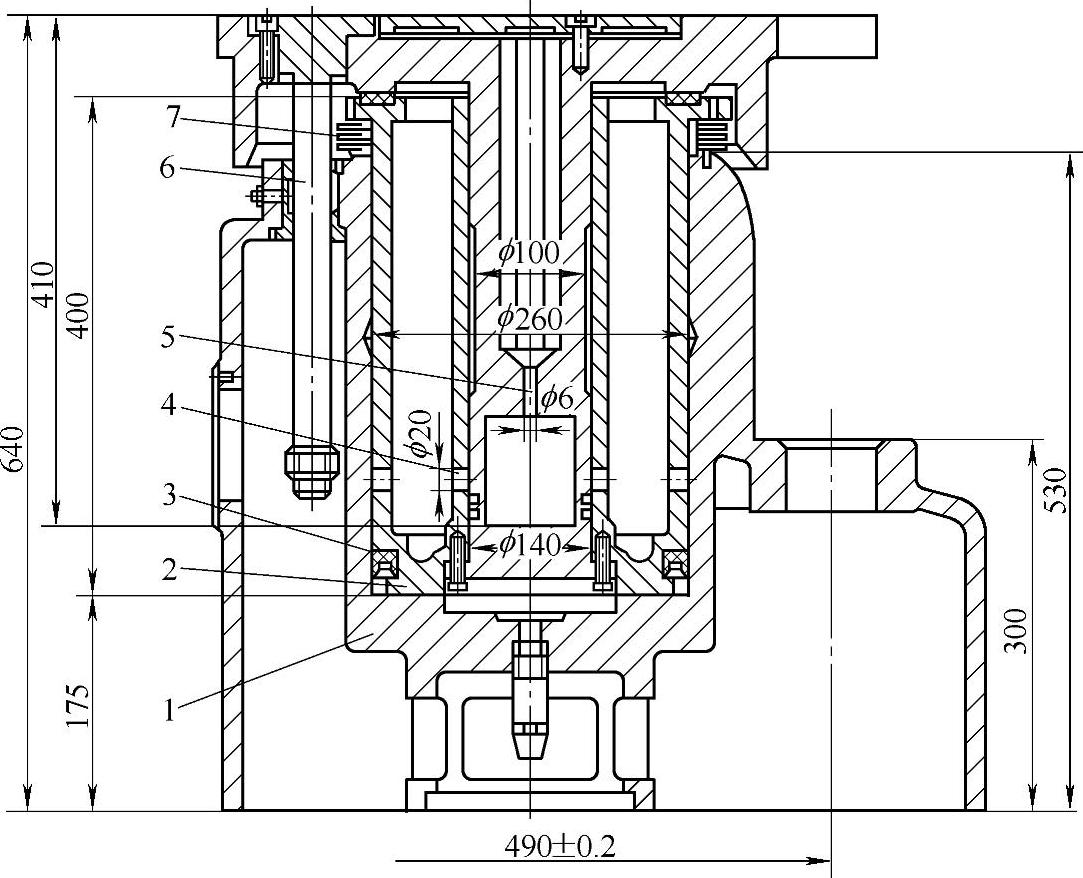
图4-9 Z145A型震压造型机震压气缸的结构
1—压实气缸 2—震击气缸 3—密封圈 4—排气孔 5—进气孔 6—导杆 7—折叠式防尘罩
(2)压板 Z145A型造型机的压板为转臂式,转臂和机身都为箱形结构。转臂可以绕中心轴10旋转(见图4-8)。为了适应不同高度的砂箱或模板,压板在转臂上的高度可以调整,如图4-10所示。其具体调整方法是:松开导向及锁紧螺钉4,打开防尘罩1,转动调整手轮2,即可把压板调到所需的高度。
转臂由一个转臂动力缸驱动,其结构如图4-11所示。气缸3带动齿条7推动转轴上的齿轮,使转臂转动。为了在转动终了时,转臂能平稳停止,避免冲击,在气缸前面连接了一个阻尼液压缸6。当转臂转到接近最后20°时,阻尼液压缸6上的一部分油孔被堵死,油对运动产生阻力,使转臂缓慢停止,达到缓冲的目的。
(3)起模机构 Z145A型震压造型机采用顶杆法起模。如图4-8所示,在工作台的四个角上,分别有四根起模顶杆。起模顶杆的位置可以根据砂箱的大小进行调节,其调节范围如图4-12所示。具体调节方法是:松开螺钉6,使顶杆支架3借助外支架2绕小轴8转动,从而调整4根顶杆间的距离。
为了保证起模平稳,起模缸采用气压油驱动,其结构如图4-13所示。
图4-10 压板高度的调整
1—防尘罩 2—调整手轮 3—调整螺杆 4—导向及锁紧螺钉 5—压板
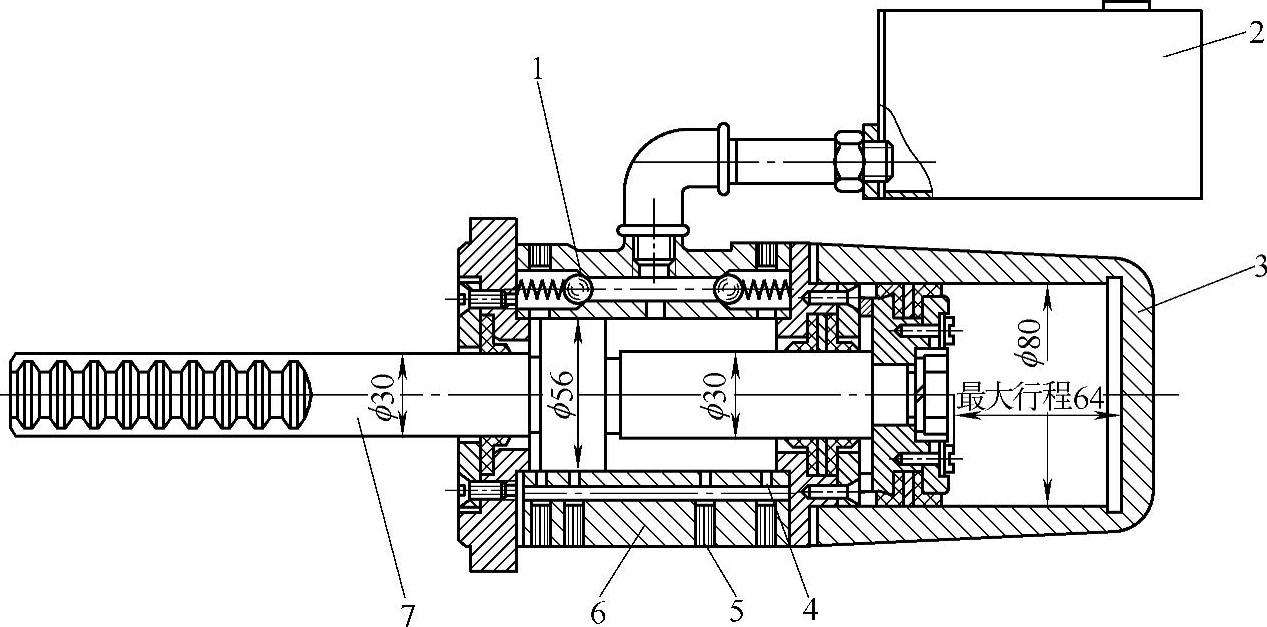
图4-11 Z145A型震压造型机的转臂动力缸
1—钢球 2—高位油箱 3—气缸 4—阻尼油孔 5—圆销 6—阻尼液压缸 7—活塞杆及齿条
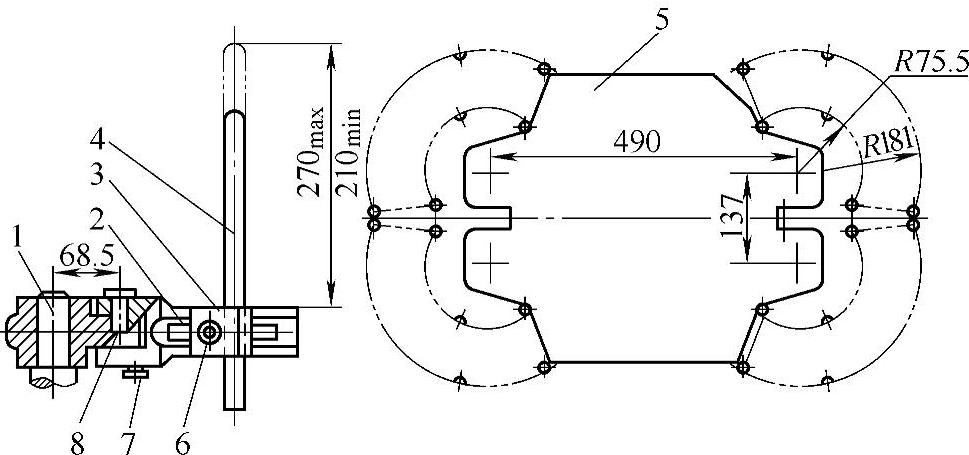
图4-12 Z145A型震压造型机顶杆的调节
1—起模导杆 2—外支架 3—顶杆支架 4—起模顶杆 5—工作台 6—螺钉 7—固定螺钉 8—小轴
空气由进气孔3进入起模缸,作用在缸内的油液上,油液通过节流阀2的小孔,进入下面的液压缸,推动起模缸向上运动,因此起模速度十分平稳,并且起模的速度可通过节流阀进行调节。
2.Z145A型震压造型机的控制系统(www.daowen.com)
图4-14所示为Z145A型震压造型机的控制管路。压缩空气由总截止阀进入,经油雾器2进入分配阀4,再由分配阀依次接向各动力缸及气缸。分配阀的动作由按压阀3控制。每按一次按压阀,依次完成以下动作:震击→转臂前转,压板转至工作位置→压实→转臂旁转,压板移开→起模→起模架下落,机器恢复至原始位置。
Z145A型震压造型机的控制系统应用专用的分配阀进行集中顺序控制,比用几个通用阀的控制结构紧凑,在按顺序操作时,比较方便。其缺点是结构比较复杂,而且必须按顺序运动,使操作缺乏灵活性。
3.Z145A型震压造型机的使用方法
先接通总风管,压缩空气进入分配阀和按压阀,使机器处于待工作状态。具体操作过程如下:
1)将模板安装在工作台上,放好砂箱,填满型砂,准备震击。
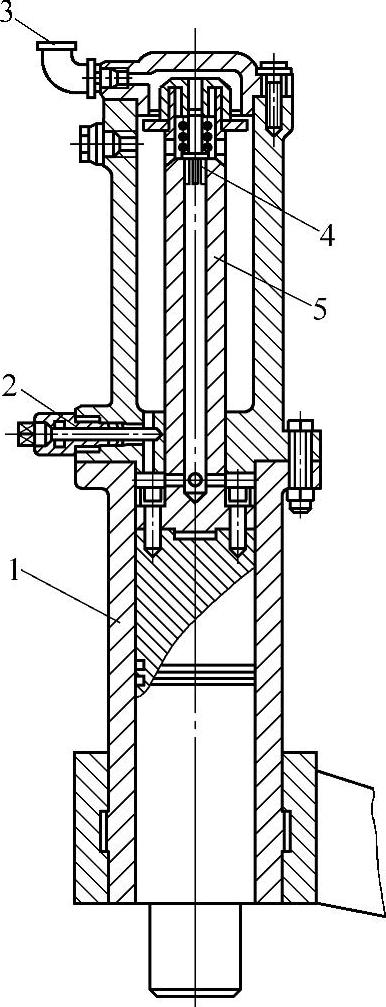
图4-13 Z145A型震压造型机的起模缸
1—起模缸 2—节流阀 3—进气孔 4—单向阀 5—心杆
2)先按按压阀,压缩空气由分配阀进入震击气缸,使其震动,震击结束后,将砂箱上部的型砂摊平。
3)第二次按按压阀,震实结束,分配阀与转臂缸接通,转臂转至工作位置。
4)第三次按按压阀,压缩空气进入压实气缸,使工作台上升,把辅助框内的型砂压入砂箱内。
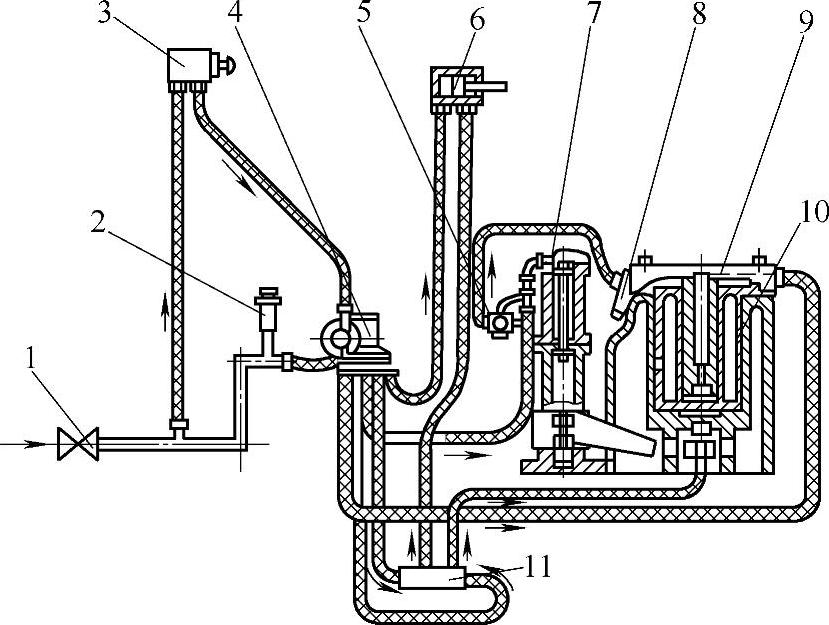
图4-14 Z145A型震压造型机的控制管路
1—截止阀 2—油雾器 3—按压阀 4—分配阀 5—起动阀 6—转臂缸 7—起模缸 8—震动器 9—工作台 10—压实活塞 11—换向阀
5)第四次按按压阀,压缩空气进入转臂缸,使转臂复位。
6)第五次按按压阀,压缩空气经分配阀、起动阀进入振动器,同时进入起模缸,起模顶杆上升将砂箱顶起,实现起模。造型工序结束,运出砂型。
7)第六次按按压阀,起模顶杆下降,各机构全部处于排气位置,机器恢复到初始位置。
4.Z145A型震压造型机的维护
由于Z145A型震压造型机在工作时噪声大,粉尘多,机件容易磨损,因此必须进行经常性的维护和保养。其具体方法如下:
1)使用的压缩空气必须经过空气过滤器去除水分。
2)在连接造型机和压缩空气的管路前,要彻底清除管路内的锈蚀、砂粒及灰尘等。
3)操作前要检查所有的固定螺钉,不应有松动现象。
4)操作前检查各主要机构是否正常,主要检查震击机构、压实机构。(要求压实活塞在上升与下降时应均匀、平稳,不得与限制器发生撞击)和起模机构(要求起模架上升和下降应平稳,既不卡住,也不歪斜,并按所生产的砂型大小,调节起模顶杆的位置)。
5)按机器的润滑要求对各部分进行润滑。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





