(1)湿型砂 湿型砂是指以膨润土作粘结剂,所制的砂型不经烘干就可浇注金属液的型砂。
湿型砂的主要特点是:发气量大,强度较低;浇注后,砂型内因水分迁移,使性能很不均匀,透气性降低;另外,由于砂型表面不使用涂料,因此,铸件表面质量较差。
湿型砂对成分的要求如下:
1)原砂。铸铁湿型砂常采用颗粒较细的圆形或多角形的天然砂。
2)粘土。一般选用粘结性能较好的膨润土,以保证在用量最少的情况下得到足够的强度、透气性和低的发气量。
3)煤粉和重油。铸铁件湿型砂中常加入煤粉,在重要件的面砂中还加入重油,以提高型砂的抗粘砂和抗夹砂的能力。
湿型砂的配比与合金种类有关。表3-11~表3-13分别是铸铁件、铸钢件、有色合金铸件湿型砂的配比及性能指标。
表3-11 铸铁件湿型砂的配比及性能

表3-12 铸钢件湿型砂的配比及性能

表3-13 有色合金铸件湿型砂的配比及性能

制备湿型砂时的加料顺序为:旧砂、新砂、粘土、煤粉、水。其制备工艺一般是先干混2~3min,再湿混6~10min,然后出砂。
(2)表面干型砂 表面干型砂是指砂型经自然风干、刷涂料和表层烘干至十几毫米深度即进行浇注的型砂。
表面干型砂是采用粗粒砂、活化膨润土、木屑等混制而成的。其工艺特性同湿型砂相比,具有较高的表层强度、较好的透气性。另外,由于其表面可以刷涂料,因此制得的铸件表面质量较好。
同干型砂相比,表面干型砂可节省烘炉,节约燃料和电力,缩短生产周期,改善劳动条件。
表面干型砂一般用于铸铁件和有色合金铸件。铸铁件表面干型砂的配比及性能见表3-14。(www.daowen.com)
表3-14 铸铁件表面干型砂的配比及性能

表面干型砂混砂工艺为:先干混2~3min,再湿混8~10min,然后出砂。
(3)干型砂 干型砂是指砂型经烘干后再进行浇注的型砂。
干型砂一般用于单件、小批量生产的大型或重型铸件,或者用于表面要求高、受高压或结构特别复杂的铸件。
干型砂的配比与合金种类有关。表3-15~表3-17分别是铸铁件、铸钢件及有色合金铸件干型砂的配比及性能指标。
表3-15 铸铁件干型砂的配比及性能
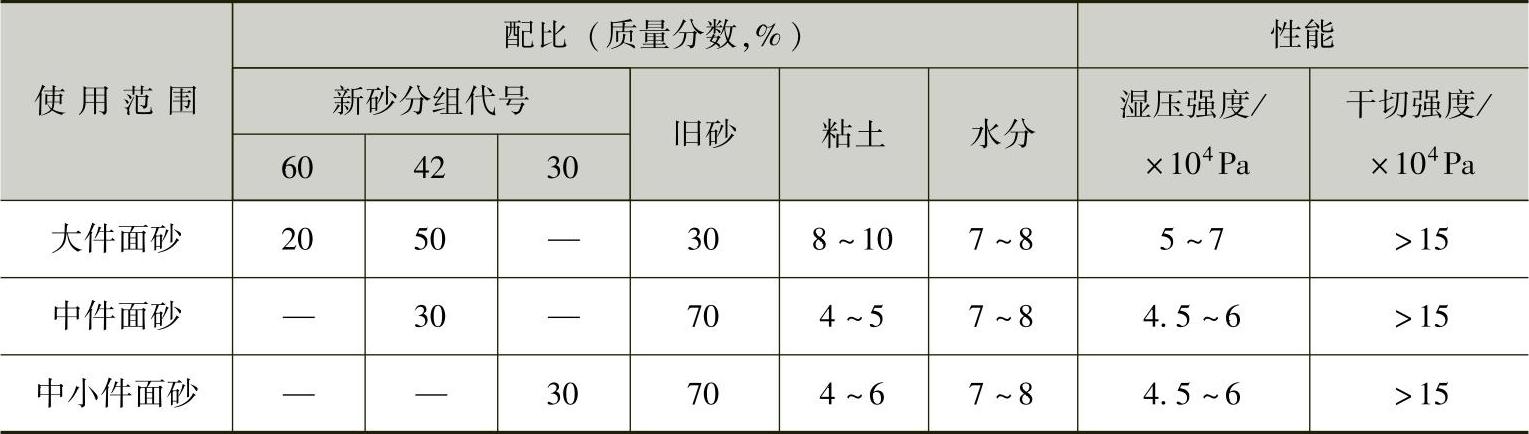
表3-16 铸钢件干型砂的配比及性能
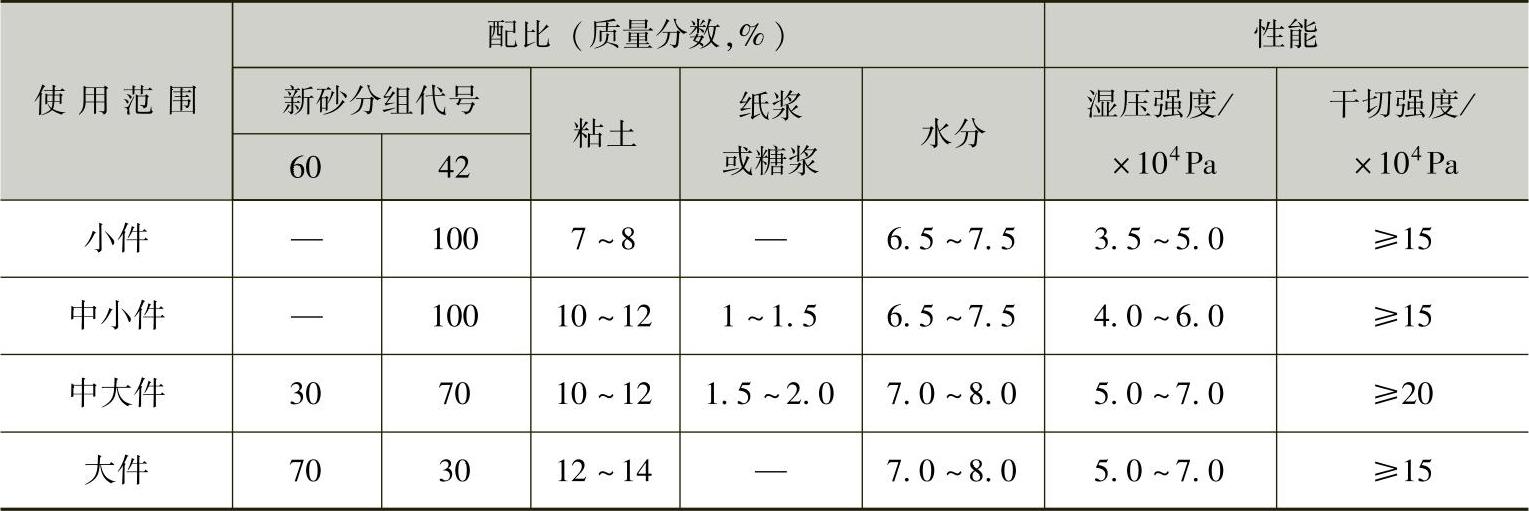
表3-17 有色合金铸件干型砂的配比及性能

1)铸铁件干型砂。其工艺特点是有较高的湿强度和干强度,较好的透气性,较高的耐火度和热化学稳定性,以及低的残留强度和好的溃散性。
2)铸钢件干型砂。其工艺特点是具有高的湿强度和干强度,高的耐火度和热化学稳定性。
3)有色合金干型砂。铜和铝的浇注温度较低,因此对型砂耐火度要求不高,透气性也可低一些,但要求型砂有好的流动性。一般中、小件采用湿型或表面干型铸造,只有重大件铜合金才采用干型铸造。
铸件采用干型铸造,可以减少或避免气孔、冲砂、粘砂、夹砂等缺陷,表面质量也容易得到保证。但干型铸造需要专用的烘干设备,增加燃料消耗,增加起重机作业次数,延长生产周期,缩短砂箱寿命,落砂困难,劳动生产率低等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






