二维数控加工对象大致可以分为四类,分别是外形轮廓、二维型腔、孔和二维字符。平面上的外形轮廓分为内轮廓和外轮廓,其刀具中心轨迹为外形轮廓的等距线。二维型腔:分为简单型腔和带岛型腔,其数控加工分为环切和行切两种切削加工方式。孔:包括钻孔、镗孔和攻螺纹等操作,要求的几何信息仅为平面上的二维坐标点,至于孔的大小一般由刀具来保证。二维字符:平面上的刻字加工也是一类典型的二坐标加工,按设计要求输入字符后,使用雕刻刀具加工所设计的字符,其刀具轨迹一般就是字符轮廓轨迹,字符的线条宽度一般由雕刻刀刀尖直径来保证。
1.外形轮廓铣削加工刀具轨迹生成
外形轮廓铣削数控加工的刀具轨迹是刀具沿着预先定义好的工件外形轮廓运动而生成的刀具路径。外形轮廓通常为二维轮廓,加工方式为二坐标加工。某些特殊情况下,也有三维轮廓需要加工。对于二维外形轮廓的数控加工,要求外形轮廓曲线是连续和有序的,手工编程时直接用数控加工程序来保证,计算机辅助数控编程时则必须用一定的数据结构和计算方法来保证。
对于一个外形轮廓的加工,可以分为粗加工和精加工等多个加工工序。最简单的粗、精加工刀具轨迹生成方法可通过刀具半径补偿来实现,即在采用同一刀具的情况下,通过改变半径补偿值的方式进行粗、精加工刀具轨迹规划。另外,也可以通过设置粗、精加工次数及步进距离来规划粗、精加工刀具轨迹。
2.二维型腔数控加工刀具轨迹生成
二维型腔是指以平面封闭轮廓为边界的平底直壁凹坑。二维型腔加工的一般过程是:沿轮廓边界留出精加工余量,先用平底面铣刀用环切或行切法走刀,铣去型腔的多余材料,最后沿型腔底面和轮廓走刀,精铣型腔底面和边界外形。当型腔较深时,则要分层进行粗加工,这时还需要定义每一层粗加工的深度以及型腔的实际深度,以便计算需要分多少层进行粗加工。
1)行切法加工刀具轨迹生成。这种加工方法的刀具轨迹计算比较简单,其基本过程是:首先确定走刀路线的角度(与X轴的夹角),然后根据刀具半径及加工要求确定走刀步距,接着根据平面型腔边界轮廓外形(包括岛屿的外形)、刀具半径和精加工余量计算各切削行的刀具轨迹,最后将各行刀具轨迹线段有序连接起来,连接的方式可以是单向,也可以是双向,行切法加工刀具轨迹如图2-1所示。
2)环切法加工刀具轨迹生成。环切法加工一般是沿型腔边界走等距线,刀具轨迹的计算相对比较复杂,其优点是铣刀的切削方式不变(顺铣或逆铣)。环切法加工分为由内至外环切和由外至内环切。平面型腔的环切法加工刀具轨迹的计算在一定意义上可以归纳为平面封闭轮廓曲线的等距线计算。目前,应用较为广泛的一种等距线计算方法是直接偏置法,环切法加工刀具轨迹如图2-2所示。(www.daowen.com)
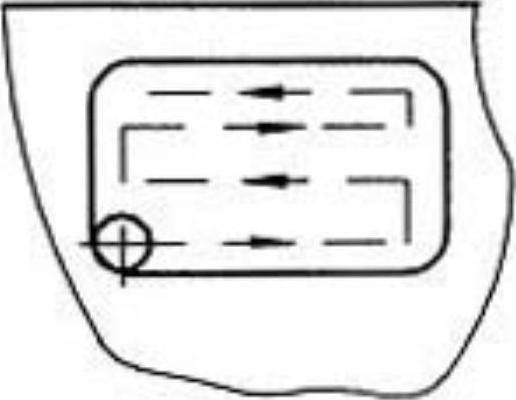
图2-1
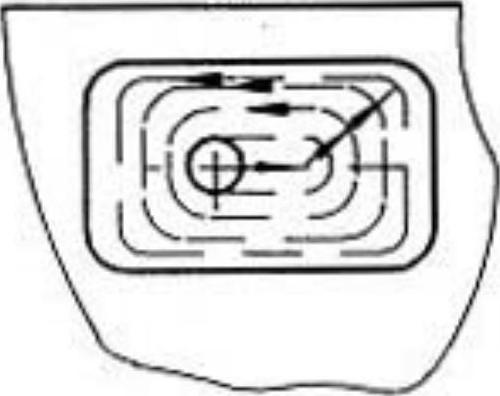
图2-2
3.二维字符数控加工刀具轨迹生成
平面上的字符雕刻是一种常见的切削加工,其数控雕刻加工刀具轨迹生成方法依赖于所要雕刻加工的字符。原则上讲,字符雕刻加工刀具轨迹采用外形轮廓铣削加工方法沿着字符轮廓生成。对于线条型字符和斜体字符,直接利用字符轮廓生成字符雕刻加工刀具轨迹,同一字符不同笔画间和不同字符间采用抬刀—移位—下刀的方法将分段刀具轨迹连接起来。这种刀具轨迹不考虑刀具半径补偿,字符线条的宽度直接由刀尖直径确定。
对于有一定线条宽度的方块字符和罗马字符,则要采用外形轮廓铣削加工方式生成刀具轨迹,这时刀尖直径一般小于线条宽度。如果线条特别宽,而又不能用大刀具,则要采用二维型腔铣削加工方式生成刀具轨迹。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





